También podría gustarte
- EN. Barload MINI. Operation Manual.Documento168 páginasEN. Barload MINI. Operation Manual.АлексейAún no hay calificaciones
- Numbering Machine DrawingsDocumento23 páginasNumbering Machine Drawingsnaga_hsr1986100% (1)
- I/O Link Parameter List - Super AutoDocumento3 páginasI/O Link Parameter List - Super AutoS.DharanipathyAún no hay calificaciones
- CabreraDocumento62 páginasCabreraIvan IvanovAún no hay calificaciones
- Mitsubishi Lathe Macro Guide. 70 Pages.Documento70 páginasMitsubishi Lathe Macro Guide. 70 Pages.JohnPaulSmith1Aún no hay calificaciones
- 2414 2416 Installation ProcedureDocumento4 páginas2414 2416 Installation ProcedureJames BondAún no hay calificaciones
- 0006-Configuring Profibus DP Network QJ71PB92V-FX3U-32DP.Documento17 páginas0006-Configuring Profibus DP Network QJ71PB92V-FX3U-32DP.Pham LongAún no hay calificaciones
- ProgrammingDocumento274 páginasProgrammingorhan kızmazAún no hay calificaciones
- CNCU ManualDocumento6 páginasCNCU ManualJosé AdelinoAún no hay calificaciones
- Kashifuji Gear Deburring Instruction ManualDocumento33 páginasKashifuji Gear Deburring Instruction ManualsunhuynhAún no hay calificaciones
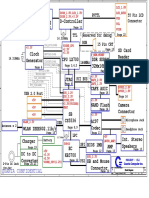
- XO 1 SchematicsDocumento25 páginasXO 1 SchematicsSergioAún no hay calificaciones
- Tool Load For MC-APP2008-003Documento16 páginasTool Load For MC-APP2008-003jon doughAún no hay calificaciones
- FD Tial: Servicetechnical ReportDocumento11 páginasFD Tial: Servicetechnical Reportnhatnguyen101Aún no hay calificaciones
- FX50Documento198 páginasFX50iohammorillo40% (5)
- B-Axis Synchronization Function Work Program - 02Documento2 páginasB-Axis Synchronization Function Work Program - 02Kamal KannanAún no hay calificaciones
- Application Equipment Part4Documento66 páginasApplication Equipment Part4gguadian21Aún no hay calificaciones
- V-500iA ManualDocumento229 páginasV-500iA ManualKien Nguyen TrungAún no hay calificaciones
- Variable Lead Thread Cutting Initialization Flow For FS-0iDocumento20 páginasVariable Lead Thread Cutting Initialization Flow For FS-0iS.DharanipathyAún no hay calificaciones
- Standard ThreadmillsDocumento1 páginaStandard ThreadmillsshawntsungAún no hay calificaciones
- Manual GuideDocumento6 páginasManual GuideDeysi CardenasAún no hay calificaciones
- Borrado de Todos Los Datos de NC y PLC Gildemeister 6017Documento2 páginasBorrado de Todos Los Datos de NC y PLC Gildemeister 6017Antonio de la TorreAún no hay calificaciones
- BNP b2309 (Eng) D PDFDocumento478 páginasBNP b2309 (Eng) D PDFAngga BismokoAún no hay calificaciones
- Abx 64TH2Documento20 páginasAbx 64TH2lastking_king17Aún no hay calificaciones
- Cyclone Data Sheet-1Documento10 páginasCyclone Data Sheet-1homersimpson01Aún no hay calificaciones
- PS65 & PS105 - Instruction Manual (En)Documento498 páginasPS65 & PS105 - Instruction Manual (En)Cuong tran anhAún no hay calificaciones
- Kafo hmc-500 OMDocumento55 páginasKafo hmc-500 OMGuillermo RamirezAún no hay calificaciones
- VTC510 Romi - ARGO A51+APC-961028Documento126 páginasVTC510 Romi - ARGO A51+APC-961028mec04162Aún no hay calificaciones
- V55 Maintenance 2Documento5 páginasV55 Maintenance 2วรพงษ์ กอชัชวาลAún no hay calificaciones
- SV3X Manipulator ManualDocumento630 páginasSV3X Manipulator ManualMushi RodriguezAún no hay calificaciones
- Fourth-Axis Beta-I Drive Kit User Manual B-165ADocumento20 páginasFourth-Axis Beta-I Drive Kit User Manual B-165AGuillermo RamirezAún no hay calificaciones
- MX45VAE Diag Elect 7000M P-K601-017-E-R1 AD0002Documento75 páginasMX45VAE Diag Elect 7000M P-K601-017-E-R1 AD0002Andres Conejo VargasAún no hay calificaciones
- Okuma Manuals 368Documento71 páginasOkuma Manuals 368AminAún no hay calificaciones
- OPERATION MANUAL SR-20R IV Type B cz.2Documento300 páginasOPERATION MANUAL SR-20R IV Type B cz.2slawekudAún no hay calificaciones
- Application Equipment Part3Documento140 páginasApplication Equipment Part3gguadian21Aún no hay calificaciones
- All Clear The NC and The PLC DataDocumento2 páginasAll Clear The NC and The PLC DataAntonio de la TorreAún no hay calificaciones
- Troubleshooting - 108 Tank Is Not Ready - v1.0Documento2 páginasTroubleshooting - 108 Tank Is Not Ready - v1.0nhatnguyen101Aún no hay calificaciones
- Fanuc 0i-Tc Gs-200 Series v1Documento216 páginasFanuc 0i-Tc Gs-200 Series v1Jessica CarterAún no hay calificaciones
- SP43 Machine & MaintenanceDocumento207 páginasSP43 Machine & Maintenanceorhan kızmazAún no hay calificaciones
- Able F Ontents: Wire EDM Machine OperationDocumento210 páginasAble F Ontents: Wire EDM Machine OperationtranhoachbnAún no hay calificaciones
- Okuma PM-600 PDFDocumento1 páginaOkuma PM-600 PDFMaria ArnoldAún no hay calificaciones
- JIG Controller APC-Safety-Door Functions: Pro.5/Pro.6 (PMC2)Documento18 páginasJIG Controller APC-Safety-Door Functions: Pro.5/Pro.6 (PMC2)ceginoAún no hay calificaciones
- Gv-2500 (Vtl-3200) Operation Manual 01verDocumento195 páginasGv-2500 (Vtl-3200) Operation Manual 01versunhuynhAún no hay calificaciones
- Eng - HP 4000ii-5100ii - 140829 - Su - E20Documento20 páginasEng - HP 4000ii-5100ii - 140829 - Su - E20Călin FlorianAún no hay calificaciones
- LS182 H My FukudaDocumento128 páginasLS182 H My FukudavipvashAún no hay calificaciones
- Transformer Concept With Fanuc Six-Axis RobotDocumento20 páginasTransformer Concept With Fanuc Six-Axis RobotSyafiq AzrinAún no hay calificaciones
- Saving and Restoring The PLC: Digital Manuf@cturing SolutionsDocumento55 páginasSaving and Restoring The PLC: Digital Manuf@cturing SolutionsTensaigaAún no hay calificaciones
- Start Up Procedure For Siemens MDocumento6 páginasStart Up Procedure For Siemens MS.DharanipathyAún no hay calificaciones
- Manual de Operacion Taladros KiraDocumento53 páginasManual de Operacion Taladros Kiragalvangrr100% (1)
- YCM NSV SeriesDocumento26 páginasYCM NSV SeriesCNC SYSTEMSAún no hay calificaciones
- Doumentacion Ghost - DMGDocumento8 páginasDoumentacion Ghost - DMGAntonio de la TorreAún no hay calificaciones
- Mazak Flex 1/3 RobotDocumento18 páginasMazak Flex 1/3 RobotRashedul HasanAún no hay calificaciones
- MTB Tech BlogDocumento41 páginasMTB Tech Blog이종훈Aún no hay calificaciones
- Modulos y Servos FanucDocumento14 páginasModulos y Servos FanucIrving LopezAún no hay calificaciones
- f573 Okuma Ma 600 HB Space Center Technical DetailsDocumento4 páginasf573 Okuma Ma 600 HB Space Center Technical DetailsJordan Martinez LizAún no hay calificaciones
- 12 - System Pomiarowy 1 - ACM-MCMSC-A0E - L14752B01Documento79 páginas12 - System Pomiarowy 1 - ACM-MCMSC-A0E - L14752B01Leadec LumelAún no hay calificaciones
- V55 High-Speed Vertical Machining Center With Makino Professional 3 Control Maintenance GuideDocumento5 páginasV55 High-Speed Vertical Machining Center With Makino Professional 3 Control Maintenance Guideวรพงษ์ กอชัชวาลAún no hay calificaciones
- MS CitizenDocumento22 páginasMS CitizenFavoreel PatrickAún no hay calificaciones
- Automatic Pallet Changer Mechanism Used On Machining CentersDocumento4 páginasAutomatic Pallet Changer Mechanism Used On Machining CentersVinayaga ProjectinstituteAún no hay calificaciones
- CADDocumento21 páginasCADajit1130Aún no hay calificaciones
- Eaton Hose Fitting Catalog Ja886Documento4 páginasEaton Hose Fitting Catalog Ja886zx9696Aún no hay calificaciones
- Support Standard - A885 (BS-VI Gujarat) PDFDocumento150 páginasSupport Standard - A885 (BS-VI Gujarat) PDFSumanAún no hay calificaciones
- Cherry Rivetless Nut Plate Process ManualDocumento18 páginasCherry Rivetless Nut Plate Process ManualJuan Fernando Quintero BalcazarAún no hay calificaciones
- Penawaran Harga: Kepada YthDocumento4 páginasPenawaran Harga: Kepada YthFaizal Septia HadiAún no hay calificaciones
- B06 01 PDFDocumento3 páginasB06 01 PDFOscar ItzolAún no hay calificaciones
- Air Compressor: Introduction - Equations - ApplicationDocumento51 páginasAir Compressor: Introduction - Equations - ApplicationArlos Jhon KempAún no hay calificaciones
- Relief Valve (Line) - Test and Adjust - Hydraulic Hammer PDFDocumento4 páginasRelief Valve (Line) - Test and Adjust - Hydraulic Hammer PDFjuan castaedaAún no hay calificaciones
- SATIP-F-001-01 Fired Heaters Field InstallationDocumento3 páginasSATIP-F-001-01 Fired Heaters Field InstallationhossamalsherbinyAún no hay calificaciones
- Fed STD H28 20BDocumento30 páginasFed STD H28 20BAnonymous A5X4rddZPAún no hay calificaciones
- University of ZakhoDocumento4 páginasUniversity of ZakhoNasih AhmadAún no hay calificaciones
- D Silter SwacoDocumento4 páginasD Silter SwacoJuan Sebastian Diaz CuadrosAún no hay calificaciones
- Manual Single Ended - Severing ToolsDocumento8 páginasManual Single Ended - Severing Toolslow tech guyAún no hay calificaciones
- Beam DesignDocumento6 páginasBeam DesignGeetha MaAún no hay calificaciones
- Verificacion de Analisis ModalDocumento5 páginasVerificacion de Analisis ModalFz LlanosAún no hay calificaciones
- Bendi - B3-30 - AC - Maintenance - Check Lists PDFDocumento9 páginasBendi - B3-30 - AC - Maintenance - Check Lists PDFChristian BedoyaAún no hay calificaciones
- Moledor de Impacto VerticalDocumento128 páginasMoledor de Impacto VerticalAdrian Alonso Bustos GonzalezAún no hay calificaciones
- Cost Proposal PlajuDocumento2 páginasCost Proposal PlajuAryaAún no hay calificaciones
- THK1340YCFDocumento3 páginasTHK1340YCFPraful marakanaAún no hay calificaciones
- Chap 6 SolutionsDocumento5 páginasChap 6 SolutionsNasser SAAún no hay calificaciones
- Department of Public Works and Highways Aklan District Engineering DistrictDocumento4 páginasDepartment of Public Works and Highways Aklan District Engineering DistrictJosh OctizaAún no hay calificaciones
- Arranging Stirrups in Column Lapping Reinforcement in ColumnDocumento1 páginaArranging Stirrups in Column Lapping Reinforcement in ColumnPushpdeep GehlotAún no hay calificaciones
- King Servo SM292Documento5 páginasKing Servo SM292splynAún no hay calificaciones
- Rotex GS: Backlash-Free Shaft CouplingsDocumento22 páginasRotex GS: Backlash-Free Shaft CouplingsRogelio ManeiroAún no hay calificaciones
- MTTR, MTBF, MTTFDocumento8 páginasMTTR, MTBF, MTTFayari med aliAún no hay calificaciones
- Basic Control ValveDocumento59 páginasBasic Control ValveChiheb KaanicheAún no hay calificaciones
- SZK ZDocumento1 páginaSZK ZdilipAún no hay calificaciones
- F5a51 PDFDocumento86 páginasF5a51 PDFmilton piva100% (3)
- 2.5 SQ - MM Spring Clamp Feed Through Compact Terminal Blocks: Cat. No. Description Std. PackDocumento2 páginas2.5 SQ - MM Spring Clamp Feed Through Compact Terminal Blocks: Cat. No. Description Std. PackNitinAún no hay calificaciones
- Industrial Gas Generator Illustrated Parts CatalogueDocumento10 páginasIndustrial Gas Generator Illustrated Parts CataloguejuanaAún no hay calificaciones
- Corporate Circular: Bridge Technical Direction Btd2013/01Documento2 páginasCorporate Circular: Bridge Technical Direction Btd2013/01scribdarell100% (1)