También podría gustarte
- Appendix D Review of Mechanics of Materials - 2009 - Elasticity Second Edition PDFDocumento14 páginasAppendix D Review of Mechanics of Materials - 2009 - Elasticity Second Edition PDFJaimeAún no hay calificaciones
- Skills Plus Listening and Speaking AdvancedDocumento106 páginasSkills Plus Listening and Speaking AdvancedAekkasit Senaart100% (1)
- AP PHYSICS B 1988 MC + AnswersDocumento17 páginasAP PHYSICS B 1988 MC + AnswersbastardAún no hay calificaciones
- Lab Report 5Documento6 páginasLab Report 5Sarwar Hosen SimonAún no hay calificaciones
- Weld Stress CalculationsDocumento11 páginasWeld Stress CalculationsjlolhnpAún no hay calificaciones
- Extracts From Ec3 For Students 2012Documento6 páginasExtracts From Ec3 For Students 2012Alexandru MarincuAún no hay calificaciones
- Weld Stress CalculationsDocumento9 páginasWeld Stress Calculationspurav_patel20079232Aún no hay calificaciones
- Bevel ExplanationDocumento4 páginasBevel ExplanationVarun VaidyaAún no hay calificaciones
- Ending Stress: 2 Is Such That The Curve of Deflection IsDocumento6 páginasEnding Stress: 2 Is Such That The Curve of Deflection IsirmakAún no hay calificaciones
- Shear Lag: Net and Net Effective AreaDocumento11 páginasShear Lag: Net and Net Effective AreaJhianne Dulpina RoqueAún no hay calificaciones
- Welding SymbolsDocumento12 páginasWelding SymbolsrsrtnjAún no hay calificaciones
- Flange CouplingDocumento17 páginasFlange CouplingROCKY DUBEYAún no hay calificaciones
- Stress Strain Laws - Lect05Documento16 páginasStress Strain Laws - Lect05Manoj VermaAún no hay calificaciones
- #160 Lifting Fixture 38tons 020807Documento14 páginas#160 Lifting Fixture 38tons 020807halder_kalyan9216Aún no hay calificaciones
- This Data Was Generated Using The Function Definition: Sin (2 Pi Freq Time) Here, Time Is Defined As Integer Multiples of The Sampling FrequencyDocumento44 páginasThis Data Was Generated Using The Function Definition: Sin (2 Pi Freq Time) Here, Time Is Defined As Integer Multiples of The Sampling FrequencyRaturi DeepankarAún no hay calificaciones
- 2015 - Finite Element Modelling of Debonding Failures in Steel Beams Flexurally Strengthened With CFRP Laminates - Teng Fernando Yu PDFDocumento12 páginas2015 - Finite Element Modelling of Debonding Failures in Steel Beams Flexurally Strengthened With CFRP Laminates - Teng Fernando Yu PDFvlad lupasteanuAún no hay calificaciones
- Welded Connections Stress FormulasDocumento8 páginasWelded Connections Stress FormulasAyham AljawharyAún no hay calificaciones
- Super Clamps-General Clamp Industries IncDocumento19 páginasSuper Clamps-General Clamp Industries IncTagor SianiparAún no hay calificaciones
- Anchor Design HILTIDocumento14 páginasAnchor Design HILTIRohit GadekarAún no hay calificaciones
- Anchor ForceDocumento14 páginasAnchor ForceAdi Mulyadi100% (1)
- Calculo de Brida Segun ASMEDocumento29 páginasCalculo de Brida Segun ASMEakarcz6731Aún no hay calificaciones
- BDA 30803 Notes (Student Version - Printable) Sem 2 2012 - 2013 PDFDocumento203 páginasBDA 30803 Notes (Student Version - Printable) Sem 2 2012 - 2013 PDFIlenggeswaran Murugesu100% (1)
- Design of BoltsDocumento18 páginasDesign of BoltsFunny & InformativeAún no hay calificaciones
- Capacity of Bolts in Bearing Connection Based On AISC-ASD 9th EditionDocumento1 páginaCapacity of Bolts in Bearing Connection Based On AISC-ASD 9th EditionThiha KyawAún no hay calificaciones
- Welded JointsDocumento30 páginasWelded JointsOmkar Kumar JhaAún no hay calificaciones
- Shear Strength of High-Strength BoltsDocumento61 páginasShear Strength of High-Strength Boltsloox600Aún no hay calificaciones
- Connection DesignDocumento33 páginasConnection DesignSri KalyanAún no hay calificaciones
- Base Plate Calculations IDocumento5 páginasBase Plate Calculations Ivarshasdm1987Aún no hay calificaciones
- Shear Failure of Bolted Joints Lab ReportDocumento1 páginaShear Failure of Bolted Joints Lab Reportboo huAún no hay calificaciones
- FOUNDATION ANALYSISDocumento14 páginasFOUNDATION ANALYSISJuli NirwantoAún no hay calificaciones
- MESYS Shaft CalculationDocumento51 páginasMESYS Shaft Calculationdd hhAún no hay calificaciones
- Lug CalcionulatDocumento1 páginaLug CalcionulatkurniawanandreasAún no hay calificaciones
- Bevel GearDocumento17 páginasBevel Gearparesh09Aún no hay calificaciones
- Formulas Vigas Iso Static As 1Documento4 páginasFormulas Vigas Iso Static As 1Jorge Galván GodoyAún no hay calificaciones
- Bending of Curved Beam and Deflection: Qno1: Fig 1 Shows A Frame Subjected To A Load ofDocumento6 páginasBending of Curved Beam and Deflection: Qno1: Fig 1 Shows A Frame Subjected To A Load ofAshok PradhanAún no hay calificaciones
- Reincorcing Pad DetailsDocumento1 páginaReincorcing Pad DetailsmkstngrAún no hay calificaciones
- Steel Members DesignDocumento195 páginasSteel Members DesignStephen JamesAún no hay calificaciones
- Fuerzas de EmpotramientoDocumento2 páginasFuerzas de EmpotramientoDavid Fernando Mancilla GalánAún no hay calificaciones
- Design of AnchorsDocumento27 páginasDesign of AnchorsKarikalan JayAún no hay calificaciones
- Pile Horizontal CheckDocumento8 páginasPile Horizontal CheckDINESHAún no hay calificaciones
- Lecture Three - Welded ConnectionsDocumento30 páginasLecture Three - Welded ConnectionsAhmedAún no hay calificaciones
- Specific StepsDocumento26 páginasSpecific StepsAbdul Hamid BhattiAún no hay calificaciones
- Welded connection designDocumento16 páginasWelded connection designAnkit SinghAún no hay calificaciones
- Vibration and Shock IsolationDocumento3 páginasVibration and Shock IsolationSaravanan.KAún no hay calificaciones
- Secnav M 5216.5 (2015)Documento151 páginasSecnav M 5216.5 (2015)Jay WilliamsAún no hay calificaciones
- Comp 2Documento9 páginasComp 2YYo YudiAún no hay calificaciones
- Tnea 2022 Round 4 Voc + Gen + 7 5 Grand Analysis Ashwin RDocumento44 páginasTnea 2022 Round 4 Voc + Gen + 7 5 Grand Analysis Ashwin RSai DhanushAún no hay calificaciones
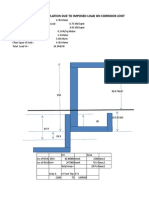
- Deflection Calculation Due To Imposed Load On Corridor JoistDocumento14 páginasDeflection Calculation Due To Imposed Load On Corridor JoistranjitAún no hay calificaciones
- SP6 5Documento128 páginasSP6 5Bishowkumar Shrestha0% (1)
- Sign Post and Support Options for Roadside SignsDocumento11 páginasSign Post and Support Options for Roadside SignsIshara CoorayAún no hay calificaciones
- Welding Neck Flanges 1Documento3 páginasWelding Neck Flanges 1bikkelbobAún no hay calificaciones
- Design-II, 2016 Bevel Gear Design ProcedureDocumento1 páginaDesign-II, 2016 Bevel Gear Design ProcedureenggsantuAún no hay calificaciones
- Pin Base ModuleDocumento16 páginasPin Base ModuleMd Ahsanul KabirAún no hay calificaciones
- Plywood Design Application GuideDocumento36 páginasPlywood Design Application GuideHazim AffendiAún no hay calificaciones
- Welding DesignDocumento19 páginasWelding DesignSarahFiegener100% (1)
- Design of Permanent JointsDocumento80 páginasDesign of Permanent JointsRayan IsranAún no hay calificaciones
- MSN612215/MSN616218 Elemen Mesin I: Welding JointsDocumento36 páginasMSN612215/MSN616218 Elemen Mesin I: Welding JointsDavid TaradeAún no hay calificaciones
- Eccentric ConnecctionsDocumento41 páginasEccentric ConnecctionsShyam Suryawanshi100% (1)
- Recommended Hot-Spot Stress Design S-N Curves For Fatigue Assessment of FpsosDocumento8 páginasRecommended Hot-Spot Stress Design S-N Curves For Fatigue Assessment of FpsosalbertofgvAún no hay calificaciones
- Fasteners Lecture 11-20-03Documento67 páginasFasteners Lecture 11-20-03laponggaAún no hay calificaciones
- 6.4 Stresses in Welded Joints in BendingDocumento19 páginas6.4 Stresses in Welded Joints in BendingAhmed SalehAún no hay calificaciones
- Lecture 10-WeldingDocumento26 páginasLecture 10-WeldingSR SuryaAún no hay calificaciones
- M10-11 Kekuatan Sambungan PengelasanDocumento58 páginasM10-11 Kekuatan Sambungan PengelasanRB099Musyaffa Nafis MuhammadAún no hay calificaciones
- Speaking Oil GasDocumento194 páginasSpeaking Oil GasAekkasit SenaartAún no hay calificaciones
- PTT AnalystMeetingLNG 01Documento24 páginasPTT AnalystMeetingLNG 01Aekkasit SenaartAún no hay calificaciones
- Booklet New GenDocumento52 páginasBooklet New GenAekkasit SenaartAún no hay calificaciones
- UntitledDocumento1 páginaUntitledAekkasit SenaartAún no hay calificaciones
- Syngas Synthesis & Its UseDocumento18 páginasSyngas Synthesis & Its UseAekkasit SenaartAún no hay calificaciones
- CompositeDocumento53 páginasCompositeAekkasit SenaartAún no hay calificaciones
- English Grammar - Master in 30 Days (Not Printed)Documento181 páginasEnglish Grammar - Master in 30 Days (Not Printed)gastonelo100% (4)
- Wood Pellets For Biopower in TheusandintheeuDocumento30 páginasWood Pellets For Biopower in TheusandintheeuKevin C. BondAún no hay calificaciones
- 6.fatigue Failures Resulting From Variable LoadingDocumento148 páginas6.fatigue Failures Resulting From Variable LoadingAekkasit SenaartAún no hay calificaciones
- Per TunAY Komplett 25 AprilDocumento252 páginasPer TunAY Komplett 25 AprilAekkasit SenaartAún no hay calificaciones
- Gasification of Tea (Camellia Sinensis (L.) O. Kuntze) Shrubs For Black Tea Manufacturing Process Heat Generation in Assam, IndiaDocumento12 páginasGasification of Tea (Camellia Sinensis (L.) O. Kuntze) Shrubs For Black Tea Manufacturing Process Heat Generation in Assam, IndiaAekkasit SenaartAún no hay calificaciones
- Progress in Energy and Combustion Science: Steffen Heidenreich, Pier Ugo FoscoloDocumento24 páginasProgress in Energy and Combustion Science: Steffen Heidenreich, Pier Ugo FoscoloAekkasit SenaartAún no hay calificaciones
- Lecture 2Documento40 páginasLecture 2Aekkasit SenaartAún no hay calificaciones
- 10.mechanica..l SpringsDocumento149 páginas10.mechanica..l SpringsAekkasit SenaartAún no hay calificaciones
- Lecture 1Documento56 páginasLecture 1Aekkasit SenaartAún no hay calificaciones
- 7.shafts and Shaft ComponentsDocumento90 páginas7.shafts and Shaft ComponentsAekkasit SenaartAún no hay calificaciones
- Languages of India (Sheet 3)Documento9 páginasLanguages of India (Sheet 3)Aekkasit SenaartAún no hay calificaciones
- 5.failures Resulting From Static LoadingDocumento56 páginas5.failures Resulting From Static LoadingAekkasit Senaart100% (1)
- Languages of India (Take Note)Documento4 páginasLanguages of India (Take Note)Aekkasit SenaartAún no hay calificaciones
- 7 Apps For Creating iPhone PhotosDocumento7 páginas7 Apps For Creating iPhone PhotosAekkasit SenaartAún no hay calificaciones
- 1.phase of DesignDocumento26 páginas1.phase of DesignAekkasit SenaartAún no hay calificaciones
- Languages of India (Sheet 5) (HINDI)Documento10 páginasLanguages of India (Sheet 5) (HINDI)Aekkasit SenaartAún no hay calificaciones
- Languages of India (Sheet 7) (Pali)Documento4 páginasLanguages of India (Sheet 7) (Pali)Aekkasit SenaartAún no hay calificaciones
- Languages of India (Sheet 2)Documento6 páginasLanguages of India (Sheet 2)Aekkasit SenaartAún no hay calificaciones
- Languages of India (Sheet 6) (MARATHI)Documento3 páginasLanguages of India (Sheet 6) (MARATHI)Aekkasit SenaartAún no hay calificaciones
- Languages of India Sheet Explains Major Families and Official LanguagesDocumento7 páginasLanguages of India Sheet Explains Major Families and Official LanguagesAekkasit SenaartAún no hay calificaciones
- Top 4 Traditional Indian Foods: Panta Bhat, Paratha, Gajar Ka Halwa and BarfiDocumento5 páginasTop 4 Traditional Indian Foods: Panta Bhat, Paratha, Gajar Ka Halwa and BarfiAekkasit SenaartAún no hay calificaciones
- IndiaDocumento9 páginasIndiaAekkasit SenaartAún no hay calificaciones
- Dosing Pump Innovata Drive ConceptDocumento5 páginasDosing Pump Innovata Drive ConceptgarpAún no hay calificaciones
- Mini Project ReportDocumento37 páginasMini Project ReportPRAVIN KUMAR NAún no hay calificaciones
- Mercury Gemini Program Design Survey. NASA ERC Design Criteria Program Stability, Guidance and ControlDocumento217 páginasMercury Gemini Program Design Survey. NASA ERC Design Criteria Program Stability, Guidance and ControlBob Andrepont100% (1)
- 176-fc4731 Fault CodeDocumento3 páginas176-fc4731 Fault CodeHamilton MirandaAún no hay calificaciones
- 11 TransportationDocumento61 páginas11 TransportationWindi Astuti0% (1)
- Metrology AssignmentDocumento31 páginasMetrology AssignmentKailas Sree Chandran100% (1)
- Is.1875 1992Documento14 páginasIs.1875 1992Sadashiva sahooAún no hay calificaciones
- DPP-1 QuantizationDocumento1 páginaDPP-1 QuantizationVikasAún no hay calificaciones
- F3 Maths 2012 1stexam Paper1Documento3 páginasF3 Maths 2012 1stexam Paper1YiuhangLeung100% (2)
- Department of Education: Humss 12 Cluster A and B Weekly Home Learning PlanDocumento3 páginasDepartment of Education: Humss 12 Cluster A and B Weekly Home Learning PlanRhomelyn AbellarAún no hay calificaciones
- Conversion RPM G CentrifugaDocumento1 páginaConversion RPM G CentrifugaEsaú E RodriguezAún no hay calificaciones
- Thermal Engineering PDFDocumento76 páginasThermal Engineering PDFKartik KuriAún no hay calificaciones
- Revised Design Report of Jetty 06.04.2014Documento10 páginasRevised Design Report of Jetty 06.04.2014Priodeep Chowdhury100% (2)
- XI Maths - I Terminal ExamDocumento2 páginasXI Maths - I Terminal ExamPurisai Rajamani KumarAún no hay calificaciones
- Developing a Solar-Biomass Integrated Drying System for SpicesDocumento30 páginasDeveloping a Solar-Biomass Integrated Drying System for SpicesSantosh AngadiAún no hay calificaciones
- Assg 03 1Documento7 páginasAssg 03 1Abdul ShakoorAún no hay calificaciones
- GEC 104 Week 1 Lesson 1 Math Modern WorldDocumento4 páginasGEC 104 Week 1 Lesson 1 Math Modern WorldJahnna Marie PomaresAún no hay calificaciones
- ELIMINATION REACTIONS: AN OVERVIEWDocumento19 páginasELIMINATION REACTIONS: AN OVERVIEWSyuhadah NoordinAún no hay calificaciones
- Soil Nail Wall - Soil Nailing - Deep ExcavationDocumento7 páginasSoil Nail Wall - Soil Nailing - Deep ExcavationAlok Mehta0% (1)
- Why Do We Study Physics - Socratic PDFDocumento1 páginaWhy Do We Study Physics - Socratic PDFMon LuffyAún no hay calificaciones
- Terjemahan BukuDocumento2 páginasTerjemahan BukuSeprianAún no hay calificaciones
- 2 B.tech Biotechnology 27 38Documento38 páginas2 B.tech Biotechnology 27 38Anju GuptaAún no hay calificaciones
- Chapter 3 Dynamics of Robotics SystemDocumento38 páginasChapter 3 Dynamics of Robotics SystemAddisuSaafooAún no hay calificaciones
- Modelling Urban Areas in Dam-Break Flood-Wave Numerical SimulationsDocumento14 páginasModelling Urban Areas in Dam-Break Flood-Wave Numerical SimulationsDaru Nurisma PramuktiAún no hay calificaciones
- Avr GeneralDocumento67 páginasAvr GeneralRukma Goud Shakkari100% (2)
- Irjet V5i5256 PDFDocumento5 páginasIrjet V5i5256 PDFMuhsinaAún no hay calificaciones
- Appendix JA2 Reference Weather and Climate Zone DataDocumento66 páginasAppendix JA2 Reference Weather and Climate Zone DataJoseph DavidAún no hay calificaciones
- Printed Vesiontunable Optical Properties of Bi12Na12TiO3 Materials Via Sm12Na12TiO3Documento8 páginasPrinted Vesiontunable Optical Properties of Bi12Na12TiO3 Materials Via Sm12Na12TiO3Vinh PhamAún no hay calificaciones