TRABAJO FINAL
Gestin de Mantenimiento
Pgina | 1
UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
TRABAJO FINAL
CICLO 2014 0
CURSO:
GESTIN DEL MANTENIMIENTO IN137
TTULO:
GESTIN DEL MANTENIMIENTO DE LA EMPRESA FARMACEUTICA
CIFARMA S.A.
SECCIN : IN72
INTEGRANTES DEL
EQUIPO
(EN ORDEN
ALFABTICO)
: MILLA CONTRERAS DIEGO
: PRIETO JORGE
: RAMOS ARMANDO
: TORRES MARAVI VICTOR
: YAURIVILCA SAMUEL
PROFESOR : TERAN DIANDERAS CIRO ITALO
LIMA, PER
2014
Pgina | 2
Contenido
INTRODUCCIN .................................................................................................................................................................... 2
PRESENTACIN DE LA EMPRESA .......................................................................................................................................... 3
DESCRIPCIN DE LA EMPRESA ......................................................................................................................................... 3
ORGANIGRAMA ................................................................................................................................................................... 5
LNEA DE SLIDOS: PASTILLAS .............................................................................................................................................. 6
JUSTIFICACIN DE LA ELECCIN DE LA LNEA DE SLIDOS........................................................................................... 6
DIAGNSTICO DE LA SITUACIN ACTUAL DEL LA LNEA DE SLIDOS ............................................................................ 10
LISTADO DE MQUINAS .................................................................................................................................................. 10
ANLISIS COSTO VS. PARADAS DE PRODUCCIN .................................................................................................... 21
MQUINARIA CRTICA .................................................................................................................................................... 22
RCM .............................................................................................................................................................................. 23
AMEF ............................................................................................................................................................................. 25
GESTIN DE MANTENIMIENTO ACTUAL .......................................................................................................................... 26
PLAN DE MANTENIMIENTO ACTUAL ............................................................................................................................... 27
PROPUESTA DE MEJORA ..................................................................................................................................................... 29
OBJETIVOS DEL TRABAJO ................................................................................................................................................ 29
REESTRUCTURACIN DEL PLAN DE MANTENIMIENTO ................................................................................................... 29
PLANIFICAR .................................................................................................................................................................. 29
HACER .......................................................................................................................................................................... 39
VERIFICAR ..................................................................................................................................................................... 40
ACTUAR ........................................................................................................................................................................ 40
REESTRUCTURACIN DEL ORGANIGRAMA ................................................................................................................... 40
IMPLEMENTACIN DEL MANTENIMIENTO AUTNOMO ................................................................................................ 42
IMPLEMENTACIN DE INDICADORES ............................................................................................................................. 46
ANLISIS COSTO VS. BENEFICIO DE PROPUESTA ........................................................................................................... 46
CONCLUSIONES .................................................................................................................................................................. 48
ANEXOS ............................................................................................................................................................................... 49
INTRODUCCIN
La Gestin del Mantenimiento a los equipos y activos son muy importantes para
los procesos de las Organizaciones, principalmente los de Produccin. La
excelencia de servicio y productos de alta calidad requiere de una ptima
eficiencia operacional de las mquinas y activos, y mayores tiempos de vida
Pgina | 3
estimados para estos. Uno de los pilares para que ello pueda llevarse a cabo
es una adecuada Gestin de Mantenimiento dentro de la Organizacin.
En el siguiente trabajo se realizara un anlisis de la situacin actual de la
Gestin de Mantenimiento de CIFARMA S.A., a fin de poder crear mejoras que
estarn sujetas a una evaluacin de la empresa para implementarlas. Las
proposiciones planteadas son las siguientes:
Reestructuracin del Plan de Mantenimiento de la empresa
Reestructuracin del Organigrama de la empresa
Implementacin del Mantenimiento autnomo sobre las mquinas de la
lnea de produccin de slidos (productos core de CIFARMA S.A)
Implementacin de indicadores que midan el desempeo de la
produccin y mantenimiento de los activos de esta empresa.
PRESENTACIN DE LA EMPRESA
DESCRIPCIN DE LA EMPRESA
CIFARMA S.A. es una empresa del rubro farmacutico. Brinda de servicios de
diseo, fabricacin y acondicionado de productos farmacuticos a diversas
empresas extranjeras y nacionales, con presencia en el mercado desde el ao
1969. Adems es una de las primeras empresas en el pas en alcanzar altos
Pgina | 4
estndares internacionales farmacuticos y normas GMP (Buenas Prcticas de
Manufactura) que han sido aplicadas en todas sus actividades.
La planta produce diversos tipos de productos. Presta servicios de diseo,
desarrollo, fabricacin y acondicionamiento de productos farmacuticos,
cosmticos y naturales.
FORMAS FARMACUTICAS
SLIDOS: Polvos y granulados para soluciones o suspensiones a
reconstituir, cpsulas, comprimidos, comprimidos recubiertos y
comprimidos de liberacin controlada.
SEMISOLIDOS: Cremas, ungentos, geles, pomadas, vulos y supositorios.
LQUIDOS: Soluciones, lociones, suspensiones, elxires y jarabes.
FORMAS COSMTICAS Y DE CUIDADO PERSONAL
SEMISLIDAS: Tintes capilares, activadores de color, cremas, geles y
pomadas.
LIQUIDAS: Champs, jabones lquidos, lociones y colonias.
OTROS SERVICIOS:
FABRICACIN DE PRODUCTOS NATURALES
ACONDICIONADO DE GRANELES: Envasado y acondicionado de slidos,
lquidos y semislidos; acondicionado de ampollas, viales y material
mdico envasados.
ACONDICIONADO DE PRODUCTOS IMPORTADOS
Actualmente la planta est ubicada en la Carretera Central Km 3 Nro. 1315
distrito de Santa Anita. Los procesos de produccin estn adecuadamente
separados y diseados para cada tipo de producto, de tal manera que se
minimizan los riesgos de contaminacin y confusin.
Misin
Garantizamos la calidad de los servicios ofrecidos a nuestros clientes
brindndoles productos para la salud y cuidado personal, basndonos en los
estndares de calidad, seguridad y preservacin del medio ambiente; legales,
de nuestros clientes y otros que adoptemos voluntariamente; generando
rentabilidad para los accionistas y bienestar para nuestros colaboradores.
Contamos con colaboradores orientados a servir con excelencia a nuestros
Pgina | 5
clientes.
Nos esforzamos por proporcionar servicios con valor agregado.
Visin
Ser reconocidos regionalmente como la empresa manufacturera de productos
farmacuticos y de cuidado personal que mejor comprende y satisface las
necesidades de sus clientes, con costos competitivos, dentro de un marco de
mejora continua en gestin de calidad y medio ambiente.
ORGANIGRAMA
Pgina | 6
LNEA DE SLIDOS: PASTILLAS
JUSTIFICACIN DE LA ELECCIN DE LA LNEA DE SLIDOS
Pgina | 7
En la actualidad, la empresa CIFARMA S.A obtiene ventas de un 32 % en lo que
concierne a las ventas de lneas slidas. Es por ese motivo que nos enfocaremos
para el anlisis en ese tipo de productos que fabrica la empresa.
Produccin Unidades/mes Porcentaje (%)
Slidos 20000000 31.87
Lquidos 12500000 19.92
Polvos 11250000 17.93
Semislidos 10000000 15.94
Otros 9000000 14.34
Total 62750000
DESCRIPCIN DEL PROCESO PRODUCTIVO EN LA LNEA DE SLIDOS DE CIFARMA
S.A.
Solidos
32%
Liquidos
20%
Polvos
18%
Semisolidos
16%
Otros
14%
Unidades/mes
Porcentaje en Ventas de los
productos de CIFARMA S.A.
Pgina | 8
Pgina | 9
El carbonato de calcio en polvo es el principal componente para el presente
diagrama de operaciones.
Amasar: Para la accin de amasar se emplea una mquina mezcladora y
amasadora capaz de trabajar 150Kg cada 15 minutos. Para obtener una
mezcla homognea se usan los siguientes componentes: agua, alcohol,
aglutinante especial; se obtiene una textura granulada y hmeda. Luego se
aade un pigmento para dar color a las tabletas.
Molienda: La mezcla granulada obtenida en el paso anterior, se procede a
molerla, de esta manera se obtiene es una mezcla en polvo, la cual tendr
una textura seca y ya no hmeda, como en el paso anterior.
Secar: Para esta accin se emplean mquinas que hacen las funciones de un
horno y se encargan de secar completamente los polvos de la molienda, la
temperatura empleada se encuentra entre 45 y 60. Una vez terminado este
proceso, se verifica si el material se encuentra completamente seco. Para este
proceso se cuenta con dos tipos de secadoras:
Estufa esttica: Esta secadora se emplea generalmente cuando los
compuestos a trabajar suelen ser frgiles o dbiles, tiene una capacidad
mxima de 30Kg .
Estufa dinmica: se usa para productos que son ms resistentes o menos frgiles.
Su capacidad es de 60Kg y realiza esta operacin entre 45 minutos y una hora.
Lubricar: Se agrega talco como lubricante al material seco, para que fluya de
manera continua sin causar dao alguno.
Tabletear: En esta accin una mquina tableteadora automtica mezcla en
polvo tomando la forma de una tableta. Esto se realiza mediante una matriz, la
cual por medio de dos estiletes, moldean el material en polvo en forma de una
tableta.
Recubrir: El proceso de recubrir las tabletas tiene diversas fases o funciones,
primero es la cosmtica, mejora la apariencia, segundo, mejora el sabor de la
tableta, tercero, por su accin de capa entrica, ya que se desea que al ser
ingresar al estmago, los jugos gstricos no la desintegren y sea capaz de llegar
al duodeno. Para esto se emplea una mquina llamada Bombo, que son
atomizadores que rocan la mezcla de agua con celulosa y alcohol, Existen dos
bombos, uno con capacidad de 400kg por 30 minutos, y el otro de 150kg por
hora. Despus se realiza un proceso de hermetizacin, donde se trabaja con
calor y se verifica el sellado del recubrimiento.
Blisteado: Esta accin consiste en poner las pastillas en blster, a razn de 10
por cada uno. Se realiza esta accin empleando dos mquinas automticas.
Pgina | 10
La mquina automtica, solo requiere que el operario programe el tamao de
la cavidad en el PVC, segn el tipo de pastilla.
Por ltimo, se controla que las tabletas blisteadas se separen de aquellas blisters
que no cumplan con las especificaciones programadas y se vuelven a
reprocesar.
DIAGNSTICO DE LA SITUACIN
ACTUAL DEL LA LNEA DE SLIDOS
LISTADO DE MQUINAS
A continuacin, se detallara las maquinas que maneja la lnea de solidos de
Cifarma. Asimismo, es necesario indicar que existen por cada una de las
maquinas otras que cumplen la misma funcin y el funcionamiento de estas es
similar, por lo que hemos considerado no detallar cada una.
Amasadora/ Mezcladora
MQUINA AMASADORA/ MEZCLADORA
Capacidad y Tiempo
de ciclo
150 Kg en 15 minutos.
40 minutos para un lote de 400Kg.
Amperaje
Un rango entre 25A y 50A. Al consumir los 50 A, la
mquina se apaga automticamente
Tiempo de set up 10 min.
Limpieza peridica 5 horas, se realiza luego de haber procesado 4
lotes.
Pgina | 11
Molinos:
MQUINA MOLINO 1, FUNCIONA EN BASE A CUCHILLAS
GIRATORIAS
Capacidad y Tiempo
de ciclo
No est definida, es un proceso continuo que
funciona las 24 horas
Tiempo de set up 10 minutos
Limpieza peridica 15 minutos, se realiza luego de haber procesado 4
lotes
Secadora
MQUINA SECADORA 1, SECADORA ESTTICA (PARA
COMPUESTOS FRGILES)
Capacidad y Tiempo
de ciclo
30 Kg. el tiempo de funcionamiento de la mquina
est entre un mnimo de 5 horas y un mximo de 36
horas
Tiempo de set up Cargar material 10 minutos, poner material dentro
del horno 15 minutos.
Limpieza peridica 4 horas, se realiza luego de haber procesado 4
lotes
Temperatura El aire caliente filtrado est temperatura entre 45 y
60C
Mezcladora para lubricacin:
MQUINA MEZCLADORA PARA LUBRICACIN ,DOBLE CONO
Capacidad y Tiempo
de ciclo
Pgina | 12
250 Kg.
Tiempo de set up Cargar material 25 minutos, descargar material
entre 30 y 45 minutos
Limpieza peridica 5 horas, se realiza luego de haber procesado 4
lotes
Tableteadoras
MQUINA TABLETEADORA 1,PARA CARBONATO DE CALCIO
Capacidad y Tiempo
de ciclo
60,000 tabletas por hora. Puede procesar 4 lotes de
400Kg cada uno en 24 horas.
Tiempo de set up No est definido pero el engrasado dura 1 hora
Limpieza peridica Lavado 8 horas. Se realiza luego de haber
procesado 4 lotes
Presin en la matriz Punzones ejercen una presin entre 3 y 4 bar
Bombos de recubrimiento:
MQUINA BOMBO DE RECUBRIMIENTO 1
Capacidad y Tiempo
de ciclo
400 Kg por 30 minutos, pero depende del producto
Tiempo de set up 30 min regulacin de pistolas rociadoras
Limpieza peridica Dura 10 horas, cada vez que se cambia de
producto y tambin luego de haber procesado 4
lotes.
Pgina | 13
Blisteras
Adems, la empresa nos brind informacin acerca del mantenimiento
detallado de cada mquina.
MQUINA MANTENIMIENTO PREVENTIVO REALIZADO
PARA EL AO 2013
Amazadora/Mezcladora No se ha programado fecha
Mezcladora V Marzo y Setiembre
Tableteadora automtica Octubre
Molino extrusin Febrero Octubre
Bombo de recubrimiento Noviembre
Blistera Julio
Secador Diciembre
Se puede observar en la tabla que hay maquinas a las cuales no se les ha
asignado mantenimiento preventivo. Se sabe lo siguiente:
Para la mezcladora en v o pantaln:
El mantenimiento preventivo dura entre 2 a 4 horas, la empresa no tiene
reportes de fallas ni datos al respecto, solo se sabe que la ltima falla ocurri
hace unos 6 meses atrs en el motor elctrico ya que este se vio afectado por
la humedad. Segn la experiencia de los tcnicos las fallas se presentan en un
MQUINA BLISTERA AUTOMTICA
Capacidad y Tiempo
de ciclo
35 golpes por minuto, donde un golpe consiste en
el sellado de la tableta en el blister, producindose
3 blisters por golpes en una presentacin de 10
tabletas por cada blster.
Tiempo de set up No est definido
Limpieza peridica 2 horas aprox. se realiza luego de haber procesado
4 lotes.
Temperatura del
moldeador
200C
Merma 700 g
Pgina | 14
promedio de 6 a 8 meses.
Para la tableteadora de carbonato de calcio o tableteadora Automtica:
Nos han indicado que hace aproximadamente hace 4 meses se rompi y
movi la gua que regula la presin ejercida por los punzones en la matriz,
despus de ello se presentaron problemas con los sensores de la mquina, por
lo que el mantenimiento es correctivo y se realiza cada 6 a 8 meses segn
experiencias de los tcnicos tomndose un tiempo de 8 horas.
Molinos:
No se han presentado fallas.
Amasadora/mezcladora:
Se present un problema hace un ao por un retn sucio, por lo que se realiz
un mantenimiento preventivo por mquina el ao pasado con una duracin
de 4 horas. Por otro lado, el mantenimiento correctivo se realiza
aproximadamente una vez cada dos meses.
Secadoras:
No se ha considerado un mantenimiento preventivo para el este ao. Se nos
indic que su mantenimiento suele durar entre dos a cuatro horas y los
problemas principales que se presentan son en el ventilador y en el motor
elctrico. La ltima actividad realizada fue aadir intercambiadores de calor a
la mquina para dinamizar el proceso.
Bombos de recubrimiento:
Estos son equipos relativamente nuevos; se adquirieron aproximadamente
hace un ao. Cuando recin se adquirieron se tuvieron que ajustar y
personalizar ciertas funciones del equipo para que pueda procesar
adecuadamente las componentes en cuestin. El mantenimiento es preventivo
y se realizar cada ao, en el mes de Noviembre.
Blisteras:
Se realiza mantenimiento correctivo cada dos das por problemas asociados a
la parte elctrica (tableros, sensores). Sin embargo, la mquina no se detiene,
ya que produccin tiene que cumplir con los pedidos. Su mantenimiento dura
entre seis a ocho horas.
Pgina | 15
Hace algunos aos, de acuerdo a las afirmaciones del jefe del rea de slidos,
se presentaron algunas fallas en todas las tableteadora, por lo que todas se
encontraban inoperativas, esto retraso la produccin alrededor de un da, por
ese motivo, dado la complejidad de reparacin e importancia en la
produccin se ha considerado como una mquina critica a analizar con mayor
detalle. Asimismo, otra mquina que es necesaria a estudiar son las
mezcladoras en especial las que se utilizan para realizar la lubricacin, la
complejidad en este sistema se encuentra que si no se realiza una buena
mezcla con el lubricante (talco), dicha mezcla no podra flui o ser procesada
correctamente en los procesos posteriores, por lo que las tableteadoras no
lograran tener tabletas segn las especificaciones pactadas, adems de daar
los equipos posteriores.
OEE DE LA LNEA DE SLIDOS
A continuacin, se va a evaluar la situacin actual acerca del indicador OEE
en la lnea de slidos de la empresa, es necesario sealar que la empresa no
cuenta con este indicador, debido a ello, se procedi a realizarlo con la
informacin brindada.
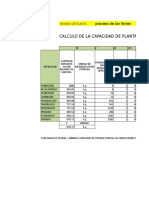
Esta tabla muestra las mquinas y sus tiempos de funcionamiento estndares,
tomando en cuenta set up y la limpieza regular que a estas se les realiza (la
limpieza en cada mquina se ejecuta despus de producir 4 lotes)
Mquina
Tiempo
de
proces
o de 1
lote
Tiemp
o de
Set Up
Limpieza
de la
mquin
a
Nmero
de
mquina
s
Tiempo
total con 4
lotes de
produccin
, Set Up y
limpieza
Amasadora/Mezclador
a
40 10 300 2 500
Molino 40 10 15 2 215
Secadora 300 25 240 2 1,540
Mezcladora para
lubricacin
20 55 300 2 600
Pgina | 16
Tableteadora 360 60 480 10 2,160
Bombos de
Recubrimiento
30 30 600 2 840
Blisteras 120 60 120 4 840
Se puede observar, que se ha incluido una columna con los tiempos totales el
cual servir para la determinar algunos tiempos.
La tabla siguiente muestra una tabla indicando los tiempos totales por tipo de
mquina en horas de los mantenimientos preventivos y correctivos de la lnea
de produccin de slidos. Esto servir para mostrar los tiempos tales como
tiempo de paradas no planificadas y tiempos de paradas planificadas.
Pgina | 17
MQUINA MANTENIMIENTO
PREVENTIVO
TOTAL
MANTENIMIENTO
CORRECTIVO
TOTAL
OBSERVACIONES
Amasadora/Mezcladora 8 96 Existe tanto
mantenimiento
preventivo y
correctivo
Molino No ha
presentado falla
ni est
establecido el
mantenimiento
preventivo.
Secadora - 64 Solo est
establecido el
mantenimiento
correctivo de 8
horas, 4 veces a
aos.
Mezcladora para
lubricacin
6 48 Presenta falla
cada 6 meses
aprox. El
mantenimiento
preventivo dura
aprox 6 horas y
es 1 vez al ao
Tableteadora 1 - 240 Mantenimiento
correctivo de 8
horas 3 veces al
ao.
Bombos de
Recubrimiento
9 72 Mantenimiento
preventivo 1 vez
al ao,
correctivo cada
2 meses aprox y
6 horas de
correctivo.
Blisteras 24 - Existe
mantenimiento
Pgina | 18
correctivo pero
la mquina no
para
Con esta informacin establecida se presentar los tiempos necesarios para
determinar el OEE de la lnea de produccin de slidos de Cifarma.
VARIABLES TIEMPO ( MIN )
Tiempo disponible 525,600
Tiempo de parada
planificada
178,020
Tiempo de preparacin del
equipo
57,930
Tiempo de parada no
planificada
31,200
Tiempo perdido por operacin -
Tiempo perdido por defectos 2,329
La empresa indic que existe un 0.67% de reprocesos en el proceso de
produccin siendo aproximadamente 1 kg de 150 kg que se procesan.
Con los resultados obtenidos, se presenta a continuacin la distribucin de
tiempos de la planta:
Pgina | 19
Por ltimo el OEE:
Como se puede observar, el valor del indicador est un poco por debajo de lo
establecido como estndar internacional (85%). Sin embargo, se resalta el
hecho de que existe gran cantidad de tiempo de parada planificada. Este
factor ser tomado en cuenta para la elaboracin de las propuestas de mejora
al sistema de gestin de mantenimiento.
DETERMINACIN DE LA MQUINA CRTICA
Para el reconocimiento de las mquinas crticas se va a realizar un balance de
dos factores. El primer factor consiste en una determinacin acerca del inters
que tiene cada mquina en el proceso de elaboracin. Para ello, se estn
tomando en cuenta el tiempo de proceso de cada mquina, siendo la ms
crtica aquella que tenga mayor tiempo de proceso.
Pgina | 20
Luego, como otro factor se va tener en cuenta la dificultad del proceso de
mantenimiento, tomndose en cuenta para la dificultad los tiempos para la
reparacin, experiencia necesaria para realizarlo, necesidad de partes, entre
otros. Informacin que se nos facilit en la visita realizada a la empresa. A
continuacin, el cuadro con la priorizacin por mquina:
Con esta informacin se propone un cuadro donde se cruzan ambas
priorizaciones que se muestra a continuacin:
Pgina | 21
Como terminacin de este cruce de priorizaciones se pueden distinguir dos
mquinas crticas, la tableteadora y la mezcladora para lubricacin. Los
planteamientos de solucin que se darn ms adelante, van a ser centrados
tanto en estas dos mquinas en especfico como con el proceso de
mantenimiento en general.
ANLISIS COSTO VS. PARADAS DE PRODUCCIN
A continuacin un anlisis del costo por parada por tipo de mantenimiento de
la empresa en el ltimo ao.
Datos:
Produccin: 20 millones de tabletas por mes.
Horario de trabajo: 24 horas del da y 30 das al mes.
Pgina | 22
Con ellos, podemos analizar que se producen alrededor de 27 778 tabletas por
hora.
Considerando un valor de 80 cntimos por tableta se puede extraer que los
soles/hora de produccin es S/. 22 222/hora.
Total de horas de mantenimiento correctivo total= 520 horas/ao
Costo por parada para realizar mantenimiento correctivo = S/. 11 555 554/ao.
Costo por parada para realizar mantenimiento preventivo = S/. 1 044 434/ao.
Con respecto a la limpieza, esta dura 1 168 horas/ao.
Costo por parada para realizar limpieza = S/. 25 955296/24= S/. 1 081 471/ao
MQUINARIA CRTICA
Pgina | 23
A continuacin, se realizar el estudio de la maquinaria crtica en funcin al
Mantenimiento Centrado en Confiabilidad (RCM, por sus siglas en ingls de
Realibility Centered Manteinance), y por el centro del empleo de la
herramienta AMEF.
RCM
Esta filosofa se da a partir de la formacin de un equipo multidisciplinario de
trabajo que se enfocar en un establecido sistema, en este caso sera la
produccin de pastillas en el rea de slidos de la empresa.
El RCM tiene un proceso de implantacin que cuenta con los siguientes pasos:
Formacin del equipo:
Este equipo se encargar de optimizar la confiabilidad operacional
de un sistema que acta usualmente bajo condiciones ya
establecidas, y apuntando a realizar las actividades ms seguras de
mantenimiento.
La conformacin, tomando en cuenta el personal existente en la
empresa sera de la siguiente manera:
Operador: Jefe de rea de Produccin Slidos, ya que l es
el maestro en el manejo y Operatividad de todos los Sistemas
y Equipos, adems del manejo de los tiempos y recursos.
Mantenedor: Jefe de rea de Mantenimiento, pues es el
maestro en Reparacin y Mantenimiento de todos los
Sistemas y Equipos.
Especialistas: son los maestros en reas especficas,
tratndose del rea de slidos, los maestros son todos
aquellos con amplia experiencia en su produccin, tanto los
operadores como el mismo Jefe de rea de Produccin
Slidos.
Se necesitara entonces la presencia de un programador,
aquel que tiene la visin sistmica de la Actividad. Tambin
de un Asesor Metodolgico, quien sera el facilitador para
Pgina | 24
que todos logren trabajar conjuntamente y apuntando hacia
el mismo objetivo. Asimismo, es imprescindible un Ingeniero
de Procesos, ya que l tendra la Visin Global de los
Procesos.
Seleccin del Sistema y definicin del contexto operacional:
Para escoger el sistema hemos tomado en cuenta que tenga un alto
contenido de tareas de Mantenimiento Preventivo como tambin
costos de Materia Prima.
Asimismo, al consultar con el Jefe de Mantenimiento se confirm que
el Sistema del rea de slidos ha tenido acciones correctivas en casi
todas sus mquinas en los ltimos 2 aos.
En anlisis hechos en puntos anteriores de este trabajo, se ha
demostrado que los activos que ms fallas han tenido y mayores
acciones correctivas han necesitado son las tableteadoras, por lo que
es el activo elegido para el anlisis.
El rea de slidos cuenta tambin con equipos genricos de un
elevado costo global de mantenimiento y adquisicin.
En cuanto al contexto operacional, el ambiente es sistematizado,
cada proceso tiene su propio espacio establecido, cumplen con los
estndares de calidad aplicados a las empresas farmacuticas, todos
sus espacios cuentan con medidas de seguridad.
Tras haber elegido el activo a analizar, se proceder a desarrollar los siguientes
pasos:
Definicin de funciones, o estndar de ejecucin: especifica, cuantifica y
evala de forma clara la funcin de un activo.
Determinar fallas funcionales: es el estado en el tiempo en el que un
activo no puede lograr cumplir con el estndar de ejecucin
cabalmente, por lo que las funciones no pueden ser cumplidas (Fallas
totales) o son ineficaces (Fallas parciales).
Reconocer modos de fallas: son las causas de las fallas funcionales.
Efectos y consecuencias de las fallas
Pgina | 25
Aplicacin de la hoja de decisin, sugiere las tareas propuestas para
resolver los problemas detectados, pueden ser preventivos, o correctivos.
Estos pasos tambin pueden hacerse formulndose las siguientes preguntas:
Por medio de estas 7 preguntas, es posible orientar el anlisis de mejor manera
para obtener la implantacin del CRM. Este anlisis ser desarrollado en los
siguientes puntos, especficamente en la matriz AMEF.
AMEF
La Matriz AMEF es una metodologa aplicada del CRM para poder reconocer o
describirlas fallas o potenciales fallas funcionales del activo elegido, con el
propsito de eliminarlos, o minimizar el riesgo asociado, como paradas
imprevistas de produccin o incluso posibles accidentes. Se realizar la matriz
AMEF de una tableteadora, cuya funcin es la de comprimir y dar forma a las
pastillas. Ver Anexos.
Pgina | 26
GESTIN DE MANTENIMIENTO ACTUAL
Cifarma tiene un rea de Mantenimiento encargada de ejecutar las acciones
correctivas y preventivas a la maquinaria y equipo utilizados en la elaboracin
de los productos. Las acciones preventivas son realizadas para maquinarias de
procesos crticos, y se hacen de manera insistente, esta frecuencia depende
del tipo de mquina (incluso se cuentan con polticas de mantenimiento
preventivo). Por otro lado, las acciones correctivas son para maquinarias
pequeas y que no son tan esenciales para el proceso. La cantidad de veces
que pueden llevarse a cabo puede variar dependiendo del uso de la
maquinaria y equipo, aunque puede llegar a hacerse hasta una vez al ao.
Las principales interacciones que tiene Mantenimiento son con Produccin y
Logstica. Un inconveniente que se ha observado es que ha habido casos en
que una mquina empieza a presentar fallas que son detectadas, pero
Produccin, a modo de formalizar con la demanda, sigue produciendo con la
misma exigencia e intenta mantener el mismo ritmo de produccin porque
resulta caro parar la produccin tener que aplazar los pedidos a entregar. Esto
puede provocar que en algn momento la mquina empeore su estado y el
tiempo necesario para su reparacin sea mayor, ya que se estara incidiendo
Pgina | 27
en un costo de calidad de correccin. Actualmente, gracias a las polticas de
mantenimiento preventivo, estos problemas se han reducido.
Polticas de mantenimiento por tipo de mantenimiento:
Mantenimiento Preventivo: La empresa realiza este tipo de
mantenimiento a diferentes mquinas dentro de la lnea de produccin
que tengan un tiempo de uso mayor a un ao. Es as que se puede decir
que una de las reglas de la empresa es la de solo realizar un
mantenimiento preventivo a las mquinas que tienen un uso mayor o
igual al de un ao. Por otro lado, el mantenimiento preventivo que se
realiza a las distintas mquinas tiene un intervalo de tiempo de ejecucin
especfica.
Mantenimiento Correctivo: Se realiza a todas las mquinas que fallen en
un momento no previsto. El tiempo de mantenimiento vara de mquina
a mquina y por desperfecto. Sin embargo, ya existen tiempos
aproximados de mantenimiento por cada uno de estos.
En cuanto a la organizacin del mantenimiento, la empresa establece un plan
de mantenimiento anual, tomando en consideracin factores histricos as
como nuevas adquisiciones. Ms adelante en el documento se detallar en
qu consiste especficamente el plan de mantenimiento.
En cuanto el control que realiza la empresa, no posee indicadores de
mantenimiento que se realicen en la actualidad, es decir, no existe un sistema
de control establecido para el mantenimiento
PLAN DE MANTENIMIENTO ACTUAL
Cifarma no cuenta con un Plan de Mantenimiento bien definido y
documentado. Si bien se realiza un Plan de Mantenimiento preventivo anual,
este no especfica qu actividades se van a realizar por tipo de mquina, tan
solo se referirn a las mquinas que sern mantenidas y el mes en el que se
realizar el mantenimiento. Por otro lado, no existe una integracin entre las
reas de Mantenimiento, Logstica y Produccin para poder realizar
adecuadamente el Plan de Mantenimiento y para que este cumpla su
Pgina | 28
propsito. Existen motivos en las que Produccin no permite que se realicen los
mantenimientos programados a las mquinas por la necesidad de seguir
produciendo para atender los pedidos de los clientes, haciendo que estos se
reprogramen. Asimismo, tanto Produccin como Mantenimiento tienen una
definicin diferente sobre el nivel de criticidad de las mquinas, lo que
imposibilita la planificacin para darles mantenimiento por la disponibilidad de
estas, manejadas por Produccin. Produccin lo designa segn la vitalidad de
la mquina en el proceso de produccin y Mantenimiento segn la
complejidad del tipo de reparacin y mantenimiento de la mquina.
Por otro lado, muchas veces Logstica no entrega las piezas necesarias para
realizar el mantenimiento en las fechas definidas, generando un retraso y
planificando un futuro mantenimiento a las mquinas.
Ahora, en cuanto a la no documentacin del Plan de Mantenimiento, al
ejecutar el mantenimiento a las mquinas, los tcnicos especialistas no
cuentan con un procedimiento o un documento que disponga las actividades,
tareas y pasos que debe realizar. Estos tcnicos especialistas solo utilizan su
juicio de expertos, lo cual podra mejorar en cuanto a tiempos y calidad de
servicio entregado si se tuviera un procedimiento o un rbol de mantenimiento.
El presente trabajo estar orientado a reorganizar un Plan de Mantenimiento
para Cifarma, delimitndose por el tipo y nmero de mquinas que tiene en la
lnea de produccin de slidos, definicin estndar de la criticidad de las
mquinas para la compaa, estimaciones de fechas y horarios para llevarlo a
cabo, frecuencia de las actividades de mantenimiento a realizar, entre otros
factores.
Pgina | 29
PROPUESTA DE MEJORA
OBJETIVOS DEL TRABAJO
Objetivo principal: Mejorar el Plan de Mantenimiento actual de los activos de la
lnea de slidos.
Objetivos especficos:
Establecer indicadores para un mejor seguimiento.
Realizar la documentacin (gua de procedimientos, instructivos, check list,
etc.) de las actividades de mantenimiento.
Fortalecer la relacin y coordinacin entre el rea de Mantenimiento,
Produccin y Logstica.
Costear las actividades de mantenimiento y llevar un control de costos de los
repuestos adquiridos o a adquirir.
REESTRUCTURACIN DEL PLAN DE MANTENIMIENTO
De lo expuesto anteriormente, existe la necesidad de mejorar y reorganizar el
plan de mantenimiento actual, para obviar todos los problemas mencionados.
Dicha reorganizacin se har siguiendo el crculo de Deming, donde se
detallarn en cada una de las fases (Planificar, Hacer, Verificar y Actuar) los
elementos necesarios para que el plan de mantenimiento sea un progreso
sostenible en el tiempo.
PLANIFICAR
Pgina | 30
En esta fase se determinaron cules son las reglas, estrategias, objetivos y
cadena de valor del mantenimiento de activos de la empresa, enfocado en la
lnea de slidos.
Poltica de mantenimiento
La empresa Cifarma S.A. Establece la siguiente poltica cuyo objetivo principal
es mantener los equipos y activos de la lnea de solidos operativos y en ptimas
condiciones.
Dicha regla debe fomentar la integracin y comunicacin de todo el personal
de la empresa, tanto personal de mantenimiento como personal encargado
de operar las mquinas y el rea de produccin en general, de manera que el
plan de mantenimiento pueda llevarse a cabo.
Esta se sustenta en los siguientes puntos:
Priorizar los trabajos de mantenimiento segn los requisitos de produccin y las
actividades de mantenimiento, para cumplir con los requerimientos de la
empresa.
Mejorar continuamente los principios de eficiencia, efectividad, confiabilidad y
operatividad de los activos.
Para realizar sus labores, el personal de mantenimiento llevar el uniforme
autorizado y las vestimentas de seguridad necesarias
Mantener al personal de mantenimiento y partes interesadas actualizado y
preparados en aspectos tcnicos, avances tecnolgicos, as como
herramientas y tcnicas para ejecutarlas y evitar errores en los activos.
El rea de mantenimiento elaborar el programa de mantenimiento preventivo
peridico a los activos necesarios de la lnea de slidos.
Realizar inspecciones peridicas para detectar anomalas o verificar
necesidades de mantenimiento preventivo o correctivo.
1. POLITICA DE MANTENIMIENTO
Pgina | 31
La empresa farmacutica Cifarma S.A. establece la siguiente poltica
cuyo objetivo principal es mantener los equipos y activos de la lnea
de solidos operativos y en ptimas condiciones.
Dicha poltica debe promover la integracin y comunicacin de todo
el personal de la empresa, tanto personal de mantenimiento como
personal encargado de operar las mquinas y el rea de produccin
en general, de manera que el plan de mantenimiento pueda llevarse
a cabo.
Esta se sustenta en los siguientes puntos:
Priorizar los trabajos de mantenimiento segn los requerimientos de
produccin y las actividades de mantenimiento, para cumplir con
los requerimientos de la empresa.
Mejorar continuamente los criterios de eficiencia, efectividad,
confiabilidad y operatividad de los activos.
Para realizar sus labores, el personal de mantenimiento portar el
uniforme autorizado y las vestimentas de seguridad necesarias
Mantener al personal de mantenimiento y partes interesadas
actualizado y capacitado en aspectos tcnicos, avances
tecnolgicos, as como herramientas y tcnicas para ejecutarlas y
evitar fallas en los activos.
El rea de mantenimiento elaborar el programa de
mantenimiento preventivo anual a los activos necesarios de la
lnea de slidos.
Realizar inspecciones peridicas para detectar anomalas o
verificar necesidades de mantenimiento preventivo o correctivo.
2. ESTRATEGIA DE MANTENIMIENTO
El rea de mantenimiento propone las siguientes estrategias
funcionales:
Brindar todas las facilidades para que el personal pueda instruirse y
capacitarse de acuerdo a sus necesidades y de la empresa.
Planificar anualmente las actividades de mantenimiento
Pgina | 32
Medir el desempeo del personal de mantenimiento
Elaborar reportes.
Realizar reuniones con todas las partes interesadas para
establecer objetivos
Proponer nuevos mtodos de trabajo.
3. OBJETIVOS ESPECFICOS
Disponer de manuales, catlogos, checklist y documentacin con
las especificaciones necesarias de las maquinarias.
Disponer de un historial con las estadsticas de fallas y accidentes
de los activos.
Realizar la programacin de actividades de mantenimiento (tanto
preventivo como correctivo).
Mejorar la calidad del servicio de mantenimiento.
Establecer indicadores que midan el desempeo de manera
continua de la lnea.
Mantener un registro de los costos incurridos por las actividades de
mantenimiento
Realizar un seguimiento continuo a las actividades de
mantenimiento y activos.
4. CADENA DE VALOR DE MANTENIMIENTO
Pgina | 33
5. PLANES DE GESTIN DE ACTIVOS
PLANTA N1 DE L EMPRESA FARMACEUTICA CIFARMA S.A.
ACTIVIDADES PRIMARIAS (MODELO DE GESTIN DEL MANTENIMIENTO DE CIFARMA S.A.
Pgina | 34
Se comenzar por enunciar las mquinas utilizadas en la
lnea de slidos y se le asociar a cada una, una
codificacin determinada tal como sigue:
La codificacin de mquina se realiz de la siguiente forma
x-yyy-123
ZONA LINEA DE SLIDOS
CDIGO S
ITEM TIPO
MAQUINA
CARACTERSTICAS ZONA CDIG
1
Mezcladora Amasadora S S-MEZ-001
2
Molino A base de cuchilla S S-MOL-
001
3
Molino Por extrusin S S-MOL-
002
4
Secadora Estufa Esttica,
Capacidad
mx. 30Kg
S S-SEC-001
5
Secadora Estufa Dinmica,
Capacidad mx. 60Kg
S S-SEC-002
6
Mezcladora Para lubricacin , tipo
doble cono
S S-MEZ-002
7
Mezcladora Para lubricacin, tipo V S S-MEZ-003
8
Tableteadora Ajustada para procesar
carbonato de calcio
S S-TAB-001
9
Tableteadora Automtica S S-TAB-002
10
Tableteadora Manual S S-TAB-003
11
Tableteadora Manual S S-TAB-004
12
Tableteadora Manual S S-TAB-005
13
Bombo de
recubrimiento
Capacidad 400 Kg/0.5h S S-BOR-001
14
Bombo de
recubrimiento
Capacidad 150 Kg/h S S-BOR-002
15
Blstera Autmatica S S-BLI-001
16
Blstera Manual S S-BLI-002
Pgina | 35
Zona: El primer digito corresponde a la zona donde se encuentra
la maquinaria. Como en este caso es la zona de slidos, se le
asigna la letra S.
Tipo de mquina: Los siguientes tres dgitos corresponde a una
codificacin de acuerdo al tipo de maquinaria. Si la mquina es
una Tableteadora se le asigna el cdigo TAB, si es una Mezcladora,
el cdigo MEZ.
Nmero: Los ltimos tres dgitos corresponden a la codificacin del
nmero de tipos de mquinas. Por ejemplo, S-BLI-002, corresponde
a la segunda blstera, la automtica.
De acuerdo al tipo de mquinas, se deben definir el tipo de
actividades de mantenimiento a realizar. La empresa si bien es
cierto tiene un programa de mantenimiento preventivo anual, este
ltimo no especifica el tipo de actividades a realizar ni quien las
har, son inspecciones que se hacen segn el criterio del
mecnico o trabajador de mantenimiento asignado. Por lo tanto,
es conveniente detallar dichas actividades.
Actividades de Mantenimiento para tableteadoras-MP-S-TAB
Mquinas tableteadoras (S-TAB-001, -Desmontar y revisar dureza de los punzones y
S-TAB-002, S-TAB-003, S-TAB-004, riel de punzones.
S-TAB-005)
-Revisar y cambiar cabezal.
ZONA
TIPO DE MQUINA
NMERO
Pgina | 36
-Desmontar y Limpiar con agua y jabn de la
tolva de alimentacin
-Limpiar matriz con alcohol etlico 90C.
-Medir revoluciones del motor.
-Revisar y ajustar variador de velocidad.
-Medir voltaje y corriente de entrada y salida
-Revisar estado de los tableros y sensores
electrnicos.
-Revisar el nivel de grasas y lubricar
-Desmontar y limpiar con agua y jabn canaleta
de salidas de tabletas. Luego rociar alcohol
90C.
-Aspirar granulado sobrante
-Limpiar superficie exterior de la tableteadora
con un wippe con alcohol etlico.
Insertar estado aceite del motor reductor.
m -Revisar y ajustar controles de peso, dureza y
espesor de las tabletas.
(Ver lista de chequeo, Anexo 8 )
Pgina | 37
Actividades de Mantenimiento pAra mezcladoras MO-S-MEZ
Mquinas secadoras (S-SEC-001, S-SEC-002) -Verificar pozo a tierra, resistencias calefactoras
y circuito elctrico en general.
-Reemplazar el sello mecnico cada ao.
-Revisar las bisagras de la puerta.
-Limpiar superficie exterior de la tableteadora con
un wippe con alcohol etlico.
-Revisar las mediciones de temperatura del
termmetro y las sondas del termmetro.
-Revisar el empaque de la puerta.
-Revisar y los tableros electrnicos.
-Limpieza de la superficie exterior.
- Revisin general del equipo.
Pgina | 38
(Ver lista de chequeo, Anexo 10 )
(VER LISTA DE CHEQUEO, AANEXO 12)
6. PROGRAMA DE MANTENIMIENTO: LNEA DE SLIDOS
Pgina | 39
De acuerdo a las actividades de mantenimiento preventivo
establecidas, se procede a elaborar el programa de mantenimiento:
HACER
Pgina | 40
En esta fase, se proceder a ejecutar los planes de gestin de activos
detallados anteriormente siguiendo las tablas de actividades de
mantenimiento y la lista de chequeos que se encuentran en anexos.
Asimismo, se desea implementar el mantenimiento autnomo el cual
fortalecer las habilidades del personal en aspectos tcnicos y disminuir
los tiempos de mantenimiento.
Restructuracin del Organigrama.
Matriz AMEF
Implementacin del mantenimiento autnomo.
VERIFICAR
En base a las hojas de chequeo (ver anexos 8 al 13) y los indicadores
propuestos (ver anexos 2 al 7) e inciso 5.5), el rea de mantenimiento
realizar el monitoreo y seguimiento del desempeo del plan propuesto.
Dichos resultados deben ser analizados adems por las partes interesadas
como el rea de planeamiento, produccin para alinearlos con los
objetivos de la empresa.
ACTUAR
La alta gerencia revisa conjuntamente con el rea de mantenimiento los
resultados y conclusiones obtenidas. En esta fase, se procedern a
estandarizar los mtodos de trabajo y distribuirlos e instruirlos a todo el
personal. Se volvern a analizar problemas, fallas en los activos para
establecer objetivos y repetir el ciclo nuevamente. De ser necesario, se
tomarn acciones correctivas.
REESTRUCTURACIN DEL ORGANIGRAMA
Pgina | 41
Como se mencion en el anlisis de la situacin actual, existe un problema de
coordinacin entre las reas de Produccin y Gestin de Mantenimiento.
Actualmente, Gestin del Mantenimiento pertenece al rea de Gestin de
Aseguramiento de Calidad. Como primera proposicin de mejora, se tiene la
reestructuracin del Organigrama, colocando a Gestin del Mantenimiento
dentro de Produccin, reportndole directamente los Planes de Mantenimiento
definidos. A continuacin, se presenta el Organigrama propuesto:
Para poder lograr la reestructuracin del Organigrama se debern realizar
reuniones con la Gerencia General, presentando los problemas, mencionados
anteriormente, y los beneficios que generara implementar esta mejora.
Al implementar esta propuesta, se presentan como beneficios los siguientes
puntos:
Integrar las reas de Mantenimiento y Produccin, alinendolas a un
mismo objetivo, el cual deber responder al Planeamiento Estratgico de
la empresa.
Enfoque propuesto para Produccin: Brindar a los clientes
productos de alta calidad y con un servicio de entrega a tiempo,
gracias al adecuado funcionamiento de las mquinas y
coordinacin conjunta entre Operaciones, Mantenimiento y
Almacenes.
Enfoque propuesto para Mantenimiento: Planificar, organizar,
dirigir y controlar las actividades necesarias para optimizar el
ciclo de vida de los activos, y as responder eficientemente las
necesidades de produccin.
Pgina | 42
Manejar un nico concepto acerca del nivel de criticidad de las
mquinas, para poder planificar adecuadamente el mantenimiento de
estas.
Establecer un Programa de Mantenimiento dentro del Plan de
Mantenimiento que responda a las necesidades de produccin y de
mantenimiento de las mquinas, segn su ndice de criticidad, y as evitar
reprogramaciones futuras. Esta propuesta de Programa de
Mantenimiento se detallar ms adelante.
Medir en conjunto el desempeo de produccin, a travs de indicadores
tales como OEE, MTBF, MTTR, % de re-procesos, % de utilizacin del equipo
y # de paradas que causan detencin de la produccin. Estos
indicadores sern definidos ms adelante.
IMPLEMENTACIN DEL MANTENIMIENTO AUTNOMO
Despus de la reunin con el jefe de mantenimiento, se notific el inters de la
implementacin del mantenimiento autnomo en la empresa. A pesar de ello,
no hay un acuerdo de este tipo de mantenimiento en el rea de produccin.
Dicha rea tiene la poltica que el operario no debe tocar la mquina, slo es
para su uso de produccin. Por otro lado, en la lnea de slidos s se mostraba
inters por el mantenimiento y ya tenan algunas bases que ayudaran a su
implementacin. A continuacin, se presentar una serie de pasos que se
deben seguir para implementar el mantenimiento autnomo de la empresa.
Paso 1: Limpieza inicial (5Ss)
Con respecto a este punto, la empresa s realiza limpiezas a las mquinas con el
objetivo de eliminar polvo, suciedad y posibles residuos que pueden quedar del
material procesado anteriormente. El proceso de limpieza y setup lo puede
realizar el mismo operario y se tiene que hacer cada vez que se procesan
cuatro lotes de productos.
La actividad de lubricacin de las mquinas tambin se realiza en Cifarma
pero solo el personal capacitado es permitido para esta operacin. Al personal
de trabajo no se le permite realizar la lubricacin por ms que pueda tener la
capacidad de realizarla. De la misma forma, en caso el operario de trabajo
Pgina | 43
descubra problema u oportunidades de mejora no existe un proceso formal
donde pueda reportar esto para poder ser tomado en cuenta.
Para poder cumplir con este paso, Cifarma debe considerar la opinin de sus
trabajadores tomando en cuenta, con el uso de una hoja de registro, las
mejoras que puede plantear y los problemas encontrados.
Paso 2: Acciones en la fuente de problemas
Para poder lograr este paso, se deben establecer en el plan de mantenimiento
actividades orientadas a la prevencin del polvo y suciedad. Esto se puede
lograr con la utilizacin de filtros aire en los diferentes cuartos donde se
encuentran las mquinas operando. Esto ayudar a mantener el ambiente
limpio por una mayor cantidad de tiempo.
Con respecto a las actividades de prevencin, Cifarma es muy estricto con
respecto a la vestimenta que se debe utilizar para entrar a la planta, de la
misma forma, como el proceso que deben seguir el personal para ingresar.
Antes de ingresar a la planta, todo el personal debe pasar por el vestidor
donde tienen disponible una vestimenta especializada, duchas, y lquidos
desinfectantes que deben colocarse en las manos.
Paso 3: Estndares de limpieza y lubricacin
Cifarma solo maneja tiempo estimados por la experiencia con respecto a la
limpieza y lubricacin de las mquinas. Para poder cumplir con este paso, es
necesario que se documente, en primer lugar, la secuencia de actividades que
se deben realizar para la limpieza y lubricacin. De esta forma, en caso el
personal tenga alguna duda, podra recurrir a este documento y se reducira el
tiempo de realizacin de estas actividades.
Una vez que se tenga el proceso de limpieza y lubricacin documentado, se
deben programar capacitaciones de mantenimiento general de las mquinas.
Esto reducir los fallos que pueda cometer el personal que opere las mquinas
y tambin reducir el tiempo de limpieza y lubricacin. Por ltimo, todo lo
anterior mencionado, permitir establecer tiempos estndar de limpieza y
lubricacin y, con ello, se puede evaluar la efectividad de las mejoras.
Paso 4: Inspeccin general
En este paso, Cifarma ya podra aumentar las responsabilidades a los operarios,
otorgndole el permiso para corregir fallas pequeas que se presenten en los
equipos siempre y cuando se sientan capaces de lograrlo sin ningn riesgo. En
un primer lugar, se podra trabajar en grupos de operarios para evaluar su
Pgina | 44
desenvolvimiento en la correccin de pequeos defectos. En base a los
resultados de la evaluacin, se puede verificar si las capacitaciones estn
siendo efectivas y si est contribuyendo a la reduccin de los tiempos de
limpieza, lubricacin y correccin de pequeas fallas en general.
En el caso de presentar resultados positivos, ya se le podra dar a todos los
operarios el poder de corregir los pequeos defectos y de, esta manera,
prepararlos para el siguiente paso de la implementacin del mantenimiento
autnomo.
Paso 5: Inspeccin autnoma
Para este paso, se pueden usar las listas chequeos mostrados en los anexos o
bien se pueden crear listas de chequeos para evaluar que se estn realizando
cada actividad que ha sido documentada para los procedimientos. Se puede
utilizar una lista chequeos tanto para las actividades de mantenimiento como
para la planificacin e inspeccin del equipo. A continuacin, se mostrar listas
de chequeos que incluso podra ser personalizada por el personal de
mantenimiento para que sigua la siguiente estructura.
- Lista de chequeo para las actividades de mantenimiento:
Donde:
ITEM: La mquina involucrada.
Instruccin: Accin a realizar
Mantenimiento: Conjunto de actividades que se deben seguir para
realizar la accin de manera efectiva.
- Lista de chequeos para la planificacin:
Pgina | 45
Donde:
Planificacin: Orden de la actividad a planificar.
Actividad: Procedimiento que se debe seguir para realizar la
planificacin.
Observacin: Alguna irregularidad encontrada o anotaciones que se
considere necesarias.
- Lista de chequeos para la inspeccin:
Donde:
Inspeccin: Orden de la inspeccin a realizar.
Actividad: Procedimiento que se debe seguir para realizar la inspeccin.
Observacin: Alguna irregularidad encontrada o anotaciones que se
considere necesarias.
Paso 6: Organizacin y orden
El rea de produccin no cuenta con reas de trabajo totalmente definidas. La
materia prima es colocada en el almacn, pero, en el caso de que este
almacn est lleno, la materia prima se ubica en los lugares de trnsito del rea
de lnea de slidos. Caso similar ocurre con los productos terminados.
Para cumplir este paso, es necesario determinar reas fijas donde se colocar
cada producto con el fin de disminuir el tiempo gastado en movimientos
excesivos. Adems, ya se debe contar con registros de controles de
mantenimiento como tiempo estndar de inspeccin, limpieza y lubricacin.
Paso 7: Mantenimiento autnomo pleno
Pgina | 46
Por ltimo, se debe incluir metas y logros para mejorar el sistema de
mantenimiento autnomo continuamente. Para poder medir el rendimiento se
han planteado indicadores mostrados en el siguiente punto del trabajo. Cabe
resaltar, que la alta direccin debe brindar apoyo al rea de mantenimiento a
lo largo del desarrollo de los pasos para la implementacin de esta propuesta.
El mantenimiento autnomo debe estar presente en la poltica de
mantenimiento de la empresa.
IMPLEMENTACIN DE INDICADORES
Como se ha mencionado a lo largo del desarrollo de la presentacin, Cifarma
no cuenta con indicadores formales que midan el desempeo de su
produccin y de mantenimiento de sus activos. Como propuesta de mejora se
tiene definir los siguientes indicadores: OEE, MTBF, MTTR, % de re-procesos, % de
utilizacin del equipo y # de paradas que causan detencin de la produccin.
La definicin de estos indicadores sern presentados ms adelante. Cabe
recalcar que para seguir el ciclo de Mejora Continua, luego de analizar los
resultados de los indicadores, segn el criterio establecido, se deben
determinar oportunidades de mejora continuamente y as asegurar el xito de
la Gestin de Mantenimiento en Cifarma. (Para ms detalle ver anexos 2 al 7)
ANLISIS COSTO VS. BENEFICIO DE PROPUESTA
Datos:
Objetivo: Mximo dos fallas por ao.
Produccin: 20 millones de tabletas por mes.
Horario de trabajo: 24 horas del da y 30 das al mes.
Con ellos podemos sacar que se producen alrededor de 27 778 tabletas por
hora.
Considerando un valor de 80 cntimos por tableta se puede sacar que los
soles/hora de produccin es S/. 22 222/hora.
Pgina | 47
Total de horas de mantenimiento correctivo total= 176 horas/ao
Costo por parada para realizar mantenimiento correctivo = S/. 3 911 072/ao.
Total de horas de mantenimiento preventivo al ao= 175 horas/ao
Costo por parada para realizar mantenimiento preventivo = S/. 3 888 850 /ao.
Costo total por mantenimiento preventivo y correctivo = S/. 7 799 922/ao
Estado actual
Total de horas de mantenimiento correctivo total= 520 horas/ao
Costo por parada para realizar mantenimiento correctivo = S/. 11 555 554/ao.
Total de horas de mantenimiento preventivo al aos= 47 horas/ao
Costo por parada para realizar mantenimiento preventivo = S/. 1 044 434/ao.
Costo total por mantenimiento preventivo y correctivo = S/. 12 599 988/ao
Resultado de las mejoras
- Ahorro = S/. 4 800 066. Equivale a una reduccin del 38% de los costos de
mantenimiento.
Pgina | 48
- Mayor equilibro entre el mantenimiento preventivo y correcto (50% cada uno)
CONCLUSIONES
El problema de la gestin inadecuada de mantenimiento de Cifarma
parte de la mala coordinacin e ineficiente interaccin entre las reas
de Produccin y Mantenimiento, lo cual hace que se reprogramen
constantemente actividades de mantenimiento a las mquinas incluso,
en muchas ocasiones, tener que hacer mantenimiento correctivo.
Al realizar el anlisis OEE actual de la empresa llegamos a la conclusin
que con el puntaje de 82.3% se encuentra por debajo de lo esperado.
Debido principalmente a un excesivo tiempo de limpieza a las mquinas
y que fue evaluado y corregido con las propuestas de mejora.
La eleccin de las dos mquinas crticas se bas en una comparacin de
dos factores. El primero es la criticidad de la mquina en el proceso,
tomando en cuenta si existe holgura en sus tiempos de produccin. Y por
ltimo, la dificultad de la realizacin del mantenimiento de cada
mquina. El resultado final fue la eleccin de la mezcladora para
lubricacin y las tableteadoras.
Como se vio en la estructura organizativa de Cifarma, Mantenimiento
pertenece actualmente al rea de Gestin de Aseguramiento de la
Calidad. Como propuesta se tuvo reubicar a Mantenimiento debajo del
rea de Produccin, para que le reporte directamente y se puedan
planificar todas las actividades de mantenimiento sin realizar paradas de
produccin inesperadas.
Se deben implementar indicadores que midan el desempeo de la
gestin de la Produccin y Mantenimiento de Cifarma, tales como los
propuestos durante el desarrollo del trabajo. De esta manera, determinar
oportunidades de mejora segn los resultados obtenidos bajo los criterios
establecidos.
Pgina | 49
ANEXOS
Anexo 1: Diagrama de Flujo-ANSI de la interaccin de los procesos de Cifarma
Pgina | 50
Pgina | 51
Pgina | 52
Pgina | 53
Pgina | 54
Pgina | 55
Pgina | 56
Pgina | 57
Pgina | 58
También podría gustarte
- Coca ColaDocumento16 páginasCoca ColaLIDA YESENIA CALSIN BERNABELAún no hay calificaciones
- Requisitos para apertura de laboratorios farmacéuticosDocumento11 páginasRequisitos para apertura de laboratorios farmacéuticosBeckham LopezAún no hay calificaciones
- Produccion Tal S.A.Documento31 páginasProduccion Tal S.A.kevin valladares leon100% (1)
- Empresas Productoras de Harina de Pan en El Salvador y Tipo de Estructura en El MercadoDocumento17 páginasEmpresas Productoras de Harina de Pan en El Salvador y Tipo de Estructura en El MercadoKatherine Vanessa Marroquín Henríquez100% (1)
- Procedimientos de limpieza y desinfección en IMPERIO DE URABADocumento11 páginasProcedimientos de limpieza y desinfección en IMPERIO DE URABACARLOS ALBERTO RESTREPO MORALESAún no hay calificaciones
- FT Ficha TecnicaDocumento6 páginasFT Ficha TecnicaShecko Arroyo NuñezAún no hay calificaciones
- MERCADOTECNIADocumento34 páginasMERCADOTECNIAKATIA LIZZET MENESES TAYPEAún no hay calificaciones
- Amoxicilina 500Documento1 páginaAmoxicilina 500Enalys García MenaAún no hay calificaciones
- Requisitos para proveedores y medios de comunicación de AlicorpDocumento6 páginasRequisitos para proveedores y medios de comunicación de AlicorpCesar MaqueraAún no hay calificaciones
- FORMATO - PPT ModificadoDocumento11 páginasFORMATO - PPT ModificadoJorge Condor AguilarAún no hay calificaciones
- Plan de MarketingDocumento32 páginasPlan de Marketingleidy escantaAún no hay calificaciones
- Calibración de EquiposDocumento2 páginasCalibración de EquiposJazmin Arenas FaustinoAún no hay calificaciones
- Iso 9004Documento2 páginasIso 9004Luis Angel Hernandez CastroAún no hay calificaciones
- S04.s04 Sesion 04 Planillas de InspecciónDocumento41 páginasS04.s04 Sesion 04 Planillas de InspeccióngilmerAún no hay calificaciones
- Matriplast S.A.Documento18 páginasMatriplast S.A.Felix Americo QuispeAún no hay calificaciones
- Prueba 2 RRHH 2020Documento6 páginasPrueba 2 RRHH 2020DiegoTorresAún no hay calificaciones
- Ficha Tecnica de Producto Terminado..Documento2 páginasFicha Tecnica de Producto Terminado..dayis leonAún no hay calificaciones
- Organigrama Aseguramiento Calidad Fabrica El VigiaDocumento1 páginaOrganigrama Aseguramiento Calidad Fabrica El Vigiaezequiel uzcateguiAún no hay calificaciones
- Simulacion EeffDocumento11 páginasSimulacion EeffgeraldinAún no hay calificaciones
- Cotización de etiquetadora semiautomática para envases cilíndricos LT-50Documento4 páginasCotización de etiquetadora semiautomática para envases cilíndricos LT-50ericAún no hay calificaciones
- Guia RTCA PDFDocumento53 páginasGuia RTCA PDFcecytilinAún no hay calificaciones
- Capacidad de PlantaDocumento2 páginasCapacidad de PlantaEthel Medali CZAún no hay calificaciones
- Caso Ejemplo Manual Alimentos-Para TrabajarDocumento202 páginasCaso Ejemplo Manual Alimentos-Para TrabajarSeleny Lopez AntonioAún no hay calificaciones
- Acción Del Benzoato de Sodio y Ácido Cítrico en La Conservación de Los Alimentos.Documento11 páginasAcción Del Benzoato de Sodio y Ácido Cítrico en La Conservación de Los Alimentos.Ronald Alexander Jorge RamosAún no hay calificaciones
- Logística de Bienes y ServiciosDocumento5 páginasLogística de Bienes y ServiciosluciomallquiAún no hay calificaciones
- Diagnóstico y plan de mejora para proceso de concentrado aséptico de maracuyáDocumento24 páginasDiagnóstico y plan de mejora para proceso de concentrado aséptico de maracuyáDenis Fernando Latorre DiazAún no hay calificaciones
- Gestion Trabajo Final CompletoDocumento16 páginasGestion Trabajo Final CompletoAngely CalderonAún no hay calificaciones
- Trabajo Final GPF 27 Julio 2015Documento57 páginasTrabajo Final GPF 27 Julio 2015Nath Narváez Villarreal0% (1)
- Zonas de AlmacenajeDocumento12 páginasZonas de AlmacenajeCuyate Larios JhorvyAún no hay calificaciones
- Norma para Lavavajilla LiquidosDocumento7 páginasNorma para Lavavajilla LiquidosJoselyn ReyesAún no hay calificaciones
- Cera Ecowax MSDSDocumento4 páginasCera Ecowax MSDSKarinna Vela LizarragaAún no hay calificaciones
- Responsabilidad Social en El Sector Farmacéutico Del PerúDocumento7 páginasResponsabilidad Social en El Sector Farmacéutico Del PerúCarlos EdgardoAún no hay calificaciones
- Localización de Planta de EmbutidosDocumento4 páginasLocalización de Planta de EmbutidosJeniferYraricaParedes100% (2)
- La Evaporación y El Condensado VegetalDocumento2 páginasLa Evaporación y El Condensado VegetalCristian Correa CastilloAún no hay calificaciones
- Proyecto Exportacion de Productos de PanificacionDocumento18 páginasProyecto Exportacion de Productos de PanificacionYezica Katherine Rondon ObregonAún no hay calificaciones
- Fabricacion de Jabones LaminadosDocumento3 páginasFabricacion de Jabones LaminadosReuben GuzmánAún no hay calificaciones
- AC-MN-002 Manual de Buenas Practicas de Fabricacion BPF (2016)Documento23 páginasAC-MN-002 Manual de Buenas Practicas de Fabricacion BPF (2016)LeoGonzalezAún no hay calificaciones
- Tesis Iso 9001:2015Documento10 páginasTesis Iso 9001:2015alejandra gonzalesAún no hay calificaciones
- Copia de Ejercicio Clase GO Planeación Agregada MODELO MATEMATICODocumento6 páginasCopia de Ejercicio Clase GO Planeación Agregada MODELO MATEMATICOboris velastegui sanchezAún no hay calificaciones
- Gel Termico Por TerminrDocumento13 páginasGel Termico Por TerminrJeffrey AsencioAún no hay calificaciones
- Estudio de Mercado Del ChocolateDocumento28 páginasEstudio de Mercado Del ChocolateDAGNER ALELY PASAPERA CASTILLOAún no hay calificaciones
- Almacenamiento y Distribucion de Chocolate de MesaDocumento1 páginaAlmacenamiento y Distribucion de Chocolate de MesaEucaris Shaik Diaz100% (1)
- 5 Fuerzas de PorterDocumento2 páginas5 Fuerzas de PorterHilleves Danae100% (1)
- Producción camarón calidadDocumento16 páginasProducción camarón calidadCindy ValdiviezoAún no hay calificaciones
- Análisis de factores para la localización de una planta procesadora de café en PerúDocumento45 páginasAnálisis de factores para la localización de una planta procesadora de café en PerúJean Carlos Fabián LeónAún no hay calificaciones
- Informe Pasantias 17 01Documento44 páginasInforme Pasantias 17 01ELIDEZVIVASAún no hay calificaciones
- Envasado de bebidas alcohólicasDocumento20 páginasEnvasado de bebidas alcohólicasAlberto Bastida rojanoAún no hay calificaciones
- Diagrama de Flujo Salsa HawaianaDocumento1 páginaDiagrama de Flujo Salsa HawaianaK. Alexandra CaleroAún no hay calificaciones
- Pulpa de Ajo DMC PDFDocumento1 páginaPulpa de Ajo DMC PDFMax Yanac TelleriaAún no hay calificaciones
- Informe Farmacia ClinicaDocumento3 páginasInforme Farmacia ClinicaR. Daniel Rodríguez0% (1)
- CentrumDocumento17 páginasCentrumFernando Leonardo Páez EspinalAún no hay calificaciones
- Plan de Inocuidad AguacateDocumento16 páginasPlan de Inocuidad AguacateEliana Garcia ValenciaAún no hay calificaciones
- RDP006 Control en Proceso de Llenado V.04Documento1 páginaRDP006 Control en Proceso de Llenado V.04Edinson CuelloAún no hay calificaciones
- Manual FuradorDocumento40 páginasManual FuradorCesar Imba A100% (1)
- Coca ColaDocumento14 páginasCoca Colaalber mejiaAún no hay calificaciones
- Examen Final de Control de CalidadDocumento2 páginasExamen Final de Control de CalidadJuan Fernando Patricio RoldanAún no hay calificaciones
- Proceso elaboración tubos colapsibles aluminioDocumento2 páginasProceso elaboración tubos colapsibles aluminioJimmy ApazaAún no hay calificaciones
- Trabajo Final 2023 InvestigaciónDocumento14 páginasTrabajo Final 2023 InvestigaciónGABRIEL ADRIAN RIVERA RIVASAún no hay calificaciones
- Implementacion de La - Iso - 14001Documento60 páginasImplementacion de La - Iso - 14001Hedyt Paico CastrejónAún no hay calificaciones
- Elaboracion Del Plan EstrategicoDocumento16 páginasElaboracion Del Plan EstrategicoDanielAún no hay calificaciones
- GESTION DE LA TECNOLOGIA TafDocumento32 páginasGESTION DE LA TECNOLOGIA TafDiego MillaAún no hay calificaciones
- MATERIAL DE CLASE Promedio Móvil PonderadoDocumento2 páginasMATERIAL DE CLASE Promedio Móvil PonderadoDiego MillaAún no hay calificaciones
- Caso: Fairview School Board: Presentado PorDocumento11 páginasCaso: Fairview School Board: Presentado PorDiego MillaAún no hay calificaciones
- Historia de Las Batallas Del PerúDocumento13 páginasHistoria de Las Batallas Del PerúDiego MillaAún no hay calificaciones
- Gobierno y Política Del PerúDocumento6 páginasGobierno y Política Del PerúDiego MillaAún no hay calificaciones
- Bizagi PepitoDocumento2 páginasBizagi PepitoReyna Canseco HernandezAún no hay calificaciones
- Fortaleza Del Real FelipeDocumento7 páginasFortaleza Del Real FelipeLiliana Flores YoveraAún no hay calificaciones
- Última Milla - Distribución de MercaderíaDocumento21 páginasÚltima Milla - Distribución de MercaderíaDiego MillaAún no hay calificaciones
- Guerra Civil EspañolaDocumento4 páginasGuerra Civil EspañolaDiego MillaAún no hay calificaciones
- Guerra PacificoDocumento4 páginasGuerra PacificoDiego MillaAún no hay calificaciones
- Gestión de Distribución & TransporteDocumento29 páginasGestión de Distribución & TransporteDiego MillaAún no hay calificaciones
- Etimilogía de PerúDocumento2 páginasEtimilogía de PerúDiego MillaAún no hay calificaciones
- Gantt 1Documento1 páginaGantt 1Diego MillaAún no hay calificaciones
- Gantt 3-1Documento1 páginaGantt 3-1Diego MillaAún no hay calificaciones
- Organización Territorial Del PerúDocumento7 páginasOrganización Territorial Del PerúDiego MillaAún no hay calificaciones
- Correct I VosDocumento1 páginaCorrect I VosDiego MillaAún no hay calificaciones
- Perú y Su HistoriaDocumento2 páginasPerú y Su HistoriaDiego MillaAún no hay calificaciones
- Proyecto Gantt 4.2Documento1 páginaProyecto Gantt 4.2Diego MillaAún no hay calificaciones
- MemoDocumento1 páginaMemoDiego MillaAún no hay calificaciones
- Gantt 2 C7obsDocumento1 páginaGantt 2 C7obsDiego MillaAún no hay calificaciones
- Estructura 5s - Modelo #1 Y 2Documento2 páginasEstructura 5s - Modelo #1 Y 2Diego MillaAún no hay calificaciones
- Proyecto Gantt 5 - UucbDocumento1 páginaProyecto Gantt 5 - UucbDiego MillaAún no hay calificaciones
- MemorandumDocumento1 páginaMemorandumDiego MillaAún no hay calificaciones
- Anuncio de MemoDocumento1 páginaAnuncio de MemoDiego MillaAún no hay calificaciones
- PlotoDocumento1 páginaPlotoDiego MillaAún no hay calificaciones
- Estructura 5s - Modelo #1 Y 2Documento2 páginasEstructura 5s - Modelo #1 Y 2Diego MillaAún no hay calificaciones
- Example DashboardDocumento1 páginaExample DashboardDiego MillaAún no hay calificaciones
- Excel BasicoDocumento7 páginasExcel BasicoDiego MillaAún no hay calificaciones
- Estructura 5s - Modelo #1Documento1 páginaEstructura 5s - Modelo #1Diego MillaAún no hay calificaciones
- Diana Carolina Bravo Ramírez PDFDocumento111 páginasDiana Carolina Bravo Ramírez PDFAnaBilvaCJAún no hay calificaciones
- Asociación Cielos Limpios - España - La Pulverización de Chemtrails Es Ilegal Bajo La Ley de EeuuDocumento3 páginasAsociación Cielos Limpios - España - La Pulverización de Chemtrails Es Ilegal Bajo La Ley de EeuuAlberto AdlfAún no hay calificaciones
- Entorno de Desarrollo de Visual BasicDocumento5 páginasEntorno de Desarrollo de Visual BasicYahith Gutierrez GomezAún no hay calificaciones
- MysqlDocumento21 páginasMysqlJesus Alfredo CorreaAún no hay calificaciones
- Sesión 08 - Coeficientes de Asociación Datos Bidimensionales CualitativosDocumento7 páginasSesión 08 - Coeficientes de Asociación Datos Bidimensionales CualitativosRIVER JOSUE OLAECHEA NINAHUAMANAún no hay calificaciones
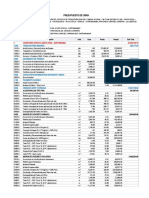
- 12.04 Presupuesto de Obra DesagregadoDocumento3 páginas12.04 Presupuesto de Obra DesagregadoRios Armas Sam100% (1)
- Lista de Cotejo para Evaluar Lluvias de Idea1Documento3 páginasLista de Cotejo para Evaluar Lluvias de Idea1api-254627324Aún no hay calificaciones
- Reporte Practica 4-Marcos Antonio Zazueta RuizDocumento6 páginasReporte Practica 4-Marcos Antonio Zazueta RuizSandra OlivaresAún no hay calificaciones
- Escribimos acrósticosDocumento7 páginasEscribimos acrósticosPily Rt100% (1)
- Influencia de La Tecnología en El Proceso Comunicativo y de La Escritura Sus Ventajas y Desventajas - ELIAS HERNANDEZDocumento8 páginasInfluencia de La Tecnología en El Proceso Comunicativo y de La Escritura Sus Ventajas y Desventajas - ELIAS HERNANDEZElías HernándezAún no hay calificaciones
- Cuaderno de Informe de EletricidadDocumento15 páginasCuaderno de Informe de Eletricidadpatric telloAún no hay calificaciones
- TRABAJO 6 de OperativaDocumento7 páginasTRABAJO 6 de OperativaedithAún no hay calificaciones
- COMUNIDAD RURAL VS URBANADocumento6 páginasCOMUNIDAD RURAL VS URBANAMigdelia AizpruaAún no hay calificaciones
- Especificaciones Tecnicas Parque Recreativo #16 San AntonioDocumento59 páginasEspecificaciones Tecnicas Parque Recreativo #16 San AntonioJuan ArocutipaAún no hay calificaciones
- Estructura de Precios Octubre 2022Documento1 páginaEstructura de Precios Octubre 2022Carlos GarciaAún no hay calificaciones
- Sierra CaladoraDocumento17 páginasSierra CaladoraMario GarciaAún no hay calificaciones
- Tarea de Felix MedinaDocumento6 páginasTarea de Felix MedinaKeny Hans RamosAún no hay calificaciones
- Caratula P2Documento1 páginaCaratula P2api-27020951100% (1)
- Formulario IM-IME 08 PDFDocumento151 páginasFormulario IM-IME 08 PDFmaxangelicdemonAún no hay calificaciones
- Aprendizaje No SupervisadoDocumento67 páginasAprendizaje No Supervisadojorge_actuaryAún no hay calificaciones
- Estructura Urbana - Alison y Peter SmithsonDocumento2 páginasEstructura Urbana - Alison y Peter SmithsonJuan O.100% (4)
- 07 - Guía Electronica Manual PDFDocumento13 páginas07 - Guía Electronica Manual PDFleticiaarbelomarreroAún no hay calificaciones
- Funciones Excel TAEDocumento2 páginasFunciones Excel TAElestherAún no hay calificaciones
- 050 Suelos Norma E050Documento35 páginas050 Suelos Norma E050ArielManriqueCarpioAún no hay calificaciones
- Diseño concreto livianoDocumento11 páginasDiseño concreto livianoCristian Frans XemoxAún no hay calificaciones
- Enfriamiento de cilindros con camisasDocumento15 páginasEnfriamiento de cilindros con camisasElectricidad Practica InicialAún no hay calificaciones
- Métodos de Valuación para Los MaterialesDocumento5 páginasMétodos de Valuación para Los MaterialesGurtz YeyiAún no hay calificaciones
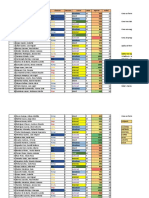
- Listado Productos KatunDocumento55 páginasListado Productos KatunragachilmexAún no hay calificaciones
- Libros 1a 2017 2018 PDFDocumento1 páginaLibros 1a 2017 2018 PDFjudas1432Aún no hay calificaciones
- Cancelería de PVC para Facultad de Arquitectura y DiseñoDocumento21 páginasCancelería de PVC para Facultad de Arquitectura y DiseñoJair RamonAún no hay calificaciones
- Intesel CatalogoDocumento12 páginasIntesel CatalogoSebastián SolisAún no hay calificaciones