También podría gustarte
- Asselin, Alfantazi - Corrosion of Ni-Cr Alloys, SS and Niobium at SCW Oxidation ConditionsDocumento7 páginasAsselin, Alfantazi - Corrosion of Ni-Cr Alloys, SS and Niobium at SCW Oxidation ConditionsingjorgeveraAún no hay calificaciones
- Insam - Recycling of Biomass Ashes PDFDocumento173 páginasInsam - Recycling of Biomass Ashes PDFingjorgeveraAún no hay calificaciones
- Instrucciones de Uso Intercambiadores de CalorDocumento80 páginasInstrucciones de Uso Intercambiadores de CaloringjorgeveraAún no hay calificaciones
- Di Blasi - Dynamic Behaviour of Stratifierd Downdraft Gasifiers PDFDocumento14 páginasDi Blasi - Dynamic Behaviour of Stratifierd Downdraft Gasifiers PDFingjorgeveraAún no hay calificaciones
- A First Course in Turbulence (Tennekes H., Lumley J.L)Documento310 páginasA First Course in Turbulence (Tennekes H., Lumley J.L)ingjorgeveraAún no hay calificaciones
- Scaling Up Biomass Gasifier Use Applications Barriers and InterventionsDocumento126 páginasScaling Up Biomass Gasifier Use Applications Barriers and InterventionsingjorgeveraAún no hay calificaciones
- DioxinDocumento318 páginasDioxiningjorgeveraAún no hay calificaciones
- Clark - Measuring The CosmosDocumento216 páginasClark - Measuring The Cosmosingjorgevera100% (1)
- Elhanafy - Modified Method of Characteristics For The Shallow Water EqDocumento10 páginasElhanafy - Modified Method of Characteristics For The Shallow Water EqingjorgeveraAún no hay calificaciones
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Technical Services Bulletin: Scope: Purpose BackgroundDocumento2 páginasTechnical Services Bulletin: Scope: Purpose BackgroundCampaign MediaAún no hay calificaciones
- Commercial Gas Meter G25: Measurement Accuracy and SafetyDocumento1 páginaCommercial Gas Meter G25: Measurement Accuracy and Safetyali_rifai76Aún no hay calificaciones
- Oisd STD-150 PDFDocumento27 páginasOisd STD-150 PDFanshuljainy1100% (4)
- Mfiv-II Mechanically Controlled Isolation Valve PsDocumento2 páginasMfiv-II Mechanically Controlled Isolation Valve PsalainestorAún no hay calificaciones
- Modular Crude Oil ToppingDocumento11 páginasModular Crude Oil Toppingstimayo010809Aún no hay calificaciones
- The Anaesthesia Viva Vol 2, Physics, Clinical Measurement, Safety and Clinical Anaesthesia 2nd EdDocumento170 páginasThe Anaesthesia Viva Vol 2, Physics, Clinical Measurement, Safety and Clinical Anaesthesia 2nd EdAbdulRhman Ibnouf100% (2)
- Global Stability of A Lid-Driven Cavity With Throughflow: Flow Visualization StudiesDocumento12 páginasGlobal Stability of A Lid-Driven Cavity With Throughflow: Flow Visualization StudiesDebendra Nath SarkarAún no hay calificaciones
- Reservoir EngineeringDocumento147 páginasReservoir Engineeringjohn ngandouAún no hay calificaciones
- Selecting Screw CompressorsDocumento3 páginasSelecting Screw Compressorsli xianAún no hay calificaciones
- To System & Barring GearDocumento22 páginasTo System & Barring GearPrudhvi RajAún no hay calificaciones
- Pumps Catalog enDocumento36 páginasPumps Catalog enJoão Paulo FogarolliAún no hay calificaciones
- Introduction To Chemical Process Design EngineeringDocumento4 páginasIntroduction To Chemical Process Design Engineeringankur2061100% (1)
- Pelton Wheel Optimal Performance - Third Year LabDocumento10 páginasPelton Wheel Optimal Performance - Third Year LabGary SchwartzennerAún no hay calificaciones
- Boiler Construction and Detail 210 MW: Nashik Generation Training Center, NashikDocumento22 páginasBoiler Construction and Detail 210 MW: Nashik Generation Training Center, NashikAhemadAún no hay calificaciones
- LPG Ops Manual March-2014-R2Documento611 páginasLPG Ops Manual March-2014-R2Arnab Sankar Tah86% (7)
- Gas Laws Phet Lab 2021Documento8 páginasGas Laws Phet Lab 2021C IAún no hay calificaciones
- Stator CW SOP - Docx-1Documento12 páginasStator CW SOP - Docx-1SonratAún no hay calificaciones
- Q and A Problem Solving ReliefDocumento3 páginasQ and A Problem Solving ReliefCharlotte Bacani SamilinAún no hay calificaciones
- Tut-Sheet - 04 - NewDocumento1 páginaTut-Sheet - 04 - NewAditi GoyalAún no hay calificaciones
- Water Gas - Shift ReactionDocumento2 páginasWater Gas - Shift ReactionShanmugam RameshAún no hay calificaciones
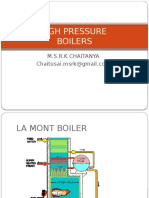
- High Pressure BoilersDocumento15 páginasHigh Pressure BoilersChaitanya MsrkAún no hay calificaciones
- Chapter-3 - Reservoir Fluid Flow Semisteady FlowDocumento9 páginasChapter-3 - Reservoir Fluid Flow Semisteady FlowOmer IkhlasAún no hay calificaciones
- Steam Systems Design - Pipes and ValvesDocumento160 páginasSteam Systems Design - Pipes and Valvesgladiatork00794% (53)
- Hid Chapter 3 Lect. EDocumento34 páginasHid Chapter 3 Lect. Eahmed jemalAún no hay calificaciones
- Relief Study GuidelinesDocumento10 páginasRelief Study GuidelinesAsad RazaAún no hay calificaciones
- Turbulence Modeling Resource: Langley Research CenterDocumento8 páginasTurbulence Modeling Resource: Langley Research CenterSãröj ShâhAún no hay calificaciones
- Floating Bodies PDFDocumento8 páginasFloating Bodies PDFQSQFAún no hay calificaciones
- Chapter 3 - Francis and Kaplan Turbine - Fluid MachineryDocumento26 páginasChapter 3 - Francis and Kaplan Turbine - Fluid Machineryamanpreet2190100% (6)
- Additel 918 ManualDocumento2 páginasAdditel 918 ManualAnonymous ffje1rpaAún no hay calificaciones