También podría gustarte
- Bowel Mill Inspection Guide LineDocumento10 páginasBowel Mill Inspection Guide Linesen_subhasis_58Aún no hay calificaciones
- Clinker FormationDocumento4 páginasClinker Formationanon_301652875Aún no hay calificaciones
- Ball Mill Training Program For Operations Engineers Ball Mills PDFDocumento70 páginasBall Mill Training Program For Operations Engineers Ball Mills PDFsrikanthAún no hay calificaciones
- BOE PaperDocumento3 páginasBOE PaperAnand Swami100% (2)
- Quality Bowl MillsDocumento3 páginasQuality Bowl MillsJimit ShahAún no hay calificaciones
- Coal MillDocumento40 páginasCoal MillRaja VigneshAún no hay calificaciones
- Ball and Race MillDocumento76 páginasBall and Race Millsandeep19861986100% (2)
- Coal MillDocumento60 páginasCoal MillNurun Nadjihah0% (1)
- Mill & Mill Rejects WriteupDocumento10 páginasMill & Mill Rejects WriteupEXECUTIVE ENGINEEER BOILER MAINTENANCEAún no hay calificaciones
- Mill RejectDocumento26 páginasMill Rejectnetygen1100% (2)
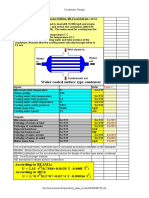
- Condenser DesignDocumento2 páginasCondenser DesignRahul ChandrawarAún no hay calificaciones
- Air Distribution SystemDocumento77 páginasAir Distribution SystemRohit JainAún no hay calificaciones
- Features & Working of Bowl MillsDocumento64 páginasFeatures & Working of Bowl Millssatendra_gangwarAún no hay calificaciones
- MilsDocumento97 páginasMilsKomma Ramesh100% (1)
- Paper4 Mill RejectDocumento39 páginasPaper4 Mill Rejectnetygen1Aún no hay calificaciones
- Coal Mill and Coal FeedersDocumento97 páginasCoal Mill and Coal Feederspartha halder67% (3)
- Presentation ON Pulveriser: Presented by Debasis MahapatraDocumento27 páginasPresentation ON Pulveriser: Presented by Debasis MahapatraRavi SatyapalAún no hay calificaciones
- SKF BRGDocumento22 páginasSKF BRGVijeth99Aún no hay calificaciones
- Cryogenic Air Separation Safe Design and Operation of An ASUDocumento18 páginasCryogenic Air Separation Safe Design and Operation of An ASUMohamed JalalaAún no hay calificaciones
- Physical Science Lesson 2Documento6 páginasPhysical Science Lesson 2api-384482519Aún no hay calificaciones
- The Storage of High Volatile CoalDocumento2 páginasThe Storage of High Volatile CoalcoalspotAún no hay calificaciones
- Bowl Mill Study 1Documento10 páginasBowl Mill Study 1DSG100% (1)
- Flue Gas Heat Recovery in Power Plants, Part IDocumento12 páginasFlue Gas Heat Recovery in Power Plants, Part IknsaravanaAún no hay calificaciones
- Pressurization Unit Pressure Vessel CalculationDocumento1 páginaPressurization Unit Pressure Vessel Calculationsheetalnath100% (1)
- PKR MillsDocumento37 páginasPKR Millsnetygen1Aún no hay calificaciones
- 07 - Combustion - Optimisation PDFDocumento90 páginas07 - Combustion - Optimisation PDFLakshmi NarayanAún no hay calificaciones
- KKP Boiler Training Material - Vol 1Documento92 páginasKKP Boiler Training Material - Vol 1parthi20065768Aún no hay calificaciones
- Operation Aspects & Boiler EmergenciesDocumento54 páginasOperation Aspects & Boiler EmergenciesPravivVivpraAún no hay calificaciones
- Coal Combustion Optimisation Gyanendra Sharma NPTI DelhiDocumento48 páginasCoal Combustion Optimisation Gyanendra Sharma NPTI DelhiNPTIAún no hay calificaciones
- Ash Handling System For EET-r3Documento49 páginasAsh Handling System For EET-r3netygen1Aún no hay calificaciones
- Mill - PerformanceDocumento51 páginasMill - PerformanceRavi Satyapal100% (1)
- 02.case Study On Boiler Tube Failure at JPLDocumento8 páginas02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84Aún no hay calificaciones
- Inerting Steam For Coal Mill Fire PDFDocumento12 páginasInerting Steam For Coal Mill Fire PDFparveen100% (1)
- Ray Bowl MillDocumento10 páginasRay Bowl Milldnageshm4n244Aún no hay calificaciones
- Power Station FansDocumento70 páginasPower Station FansShubham Verma100% (1)
- Coal Mill Performance OptimisationDocumento11 páginasCoal Mill Performance OptimisationSaurabh KumarAún no hay calificaciones
- Clinker Formation in BoilersDocumento2 páginasClinker Formation in BoilersArivu100% (3)
- Mill 1003Documento86 páginasMill 1003Arvind Kumar Kushwaha100% (3)
- Coal Mill Ball Tube Detailed InfoDocumento37 páginasCoal Mill Ball Tube Detailed Infobanukiran sambojuAún no hay calificaciones
- Blow Down Calculation For BoilerDocumento3 páginasBlow Down Calculation For BoilerCarla RodriguesAún no hay calificaciones
- CombustionDocumento38 páginasCombustionRajeevAgrawal100% (1)
- Pulverizers: By: G. RamachandranDocumento140 páginasPulverizers: By: G. Ramachandranshivshankar prajapatiAún no hay calificaciones
- Coal MillDocumento84 páginasCoal MillPartha MisraAún no hay calificaciones
- Mill Performance: Ravi Satyapal Mohammad Javed Pratik SinghDocumento39 páginasMill Performance: Ravi Satyapal Mohammad Javed Pratik SinghRavi Satyapal100% (1)
- Physical Metallurgy-18 Heat Treatment of SteelDocumento7 páginasPhysical Metallurgy-18 Heat Treatment of SteelDSGAún no hay calificaciones
- Paper 4 Dynamic Operating Regimes of Ball and Tube MillDocumento28 páginasPaper 4 Dynamic Operating Regimes of Ball and Tube MillAmitava Pal100% (1)
- Mill PerformanceDocumento21 páginasMill PerformanceSam100% (2)
- Ball & Tube Mill Manual 1Documento5 páginasBall & Tube Mill Manual 1Rakesh KiranAún no hay calificaciones
- Shree Cement - WHR PPT 15.6.16 - SCLDocumento22 páginasShree Cement - WHR PPT 15.6.16 - SCLSivakumaran RajuAún no hay calificaciones
- Battery Charger Manual - HBL PDFDocumento12 páginasBattery Charger Manual - HBL PDFDSG0% (1)
- Coal Mill SafetyDocumento17 páginasCoal Mill SafetyJoko Dewoto100% (4)
- Coal Pulverising in Boilers 1Documento96 páginasCoal Pulverising in Boilers 1Babu AravindAún no hay calificaciones
- Mill Dirty Air Flow - Ch-8.6Documento11 páginasMill Dirty Air Flow - Ch-8.6Gopal Chandra Sahu100% (1)
- 21-Application of Phoscst 90 RefractoryDocumento6 páginas21-Application of Phoscst 90 RefractorysonuAún no hay calificaciones
- Coal Mill Safety K ChandaDocumento12 páginasCoal Mill Safety K Chandanarasimhamurthy414Aún no hay calificaciones
- Introduction To Bowl MillsDocumento8 páginasIntroduction To Bowl MillsUtkarsh SinghAún no hay calificaciones
- Combustion Optimization-Technology Developments ExperiencesDocumento60 páginasCombustion Optimization-Technology Developments ExperiencesAnonymous gr5Pr9AV100% (1)
- Flue Gas System-2Documento56 páginasFlue Gas System-2SamAún no hay calificaciones
- Chapter 8 Fuel Firing SystemDocumento6 páginasChapter 8 Fuel Firing SystemBineet Kumar VarmaAún no hay calificaciones
- Milling Systems Milling Systems: PRB Users GroupDocumento42 páginasMilling Systems Milling Systems: PRB Users Groupvesridhar@yahoo.comAún no hay calificaciones
- Combustion Optimization Study in U#2 (By Ex BHEL Boiler Expert M. Somasundaram)Documento44 páginasCombustion Optimization Study in U#2 (By Ex BHEL Boiler Expert M. Somasundaram)karikalcholan m100% (1)
- Factors That Affect CFBC Panel Erosion by K.K.Parthiban PDFDocumento34 páginasFactors That Affect CFBC Panel Erosion by K.K.Parthiban PDFparthi20065768100% (1)
- Coal Mill OptimizationDocumento10 páginasCoal Mill OptimizationAdnan NawazAún no hay calificaciones
- NTPC PMI OFF AshHandlingSystemDocumento24 páginasNTPC PMI OFF AshHandlingSystemAshish UppuAún no hay calificaciones
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocumento30 páginasA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- Clean Air Flow TestDocumento4 páginasClean Air Flow TestLakshminarayanAún no hay calificaciones
- Coal AnalysisDocumento55 páginasCoal Analysisvinod kumar100% (1)
- TATA Power Scaffold Safety StandardDocumento7 páginasTATA Power Scaffold Safety StandardDSG100% (1)
- Best Practices in Thermal Power Plant - EEC Technical Workshop - CompressedDocumento63 páginasBest Practices in Thermal Power Plant - EEC Technical Workshop - CompressedThe SWANAún no hay calificaciones
- DVC Combustion Modification Package August 2019Documento31 páginasDVC Combustion Modification Package August 2019Amitava PalAún no hay calificaciones
- Flue Gas SystemDocumento56 páginasFlue Gas SystemAmit PrajapatiAún no hay calificaciones
- Liquid Petroleum Gas (LPG) Systems: Installation NotesDocumento3 páginasLiquid Petroleum Gas (LPG) Systems: Installation NotesSamaila Anthony MalimaAún no hay calificaciones
- Data Sheet For Synchronous Generators: Company Job. Country RevisionDocumento5 páginasData Sheet For Synchronous Generators: Company Job. Country Revisionbrome2014Aún no hay calificaciones
- UntitledDocumento1 páginaUntitledAnubhav SinghAún no hay calificaciones
- How To Use This Severity Chart: Example Fan 625 Um (25 Mils)Documento2 páginasHow To Use This Severity Chart: Example Fan 625 Um (25 Mils)Aminul Haque SaikiaAún no hay calificaciones
- Chapter Outline:: Heat Treatment (And Temperature)Documento24 páginasChapter Outline:: Heat Treatment (And Temperature)DSGAún no hay calificaciones
- EPRI Materials Degradation - Aging 2008 - P041.01Documento44 páginasEPRI Materials Degradation - Aging 2008 - P041.01DSGAún no hay calificaciones
- DSR Aor For Wet Riser and Sprinkler System 2019Documento110 páginasDSR Aor For Wet Riser and Sprinkler System 2019Sambit Pattanaik50% (2)
- Science From 2-Chapter5Documento21 páginasScience From 2-Chapter5Kalvin Ng Chong YuAún no hay calificaciones
- Hunting Problems On Ind Drive TurbinesDocumento3 páginasHunting Problems On Ind Drive TurbinesDSGAún no hay calificaciones
- L18 Lecture 18 Wear 1 PDFDocumento6 páginasL18 Lecture 18 Wear 1 PDFDSGAún no hay calificaciones
- @ M/S.N.R.Agarwal Industries LTD Unit 3&4, Gidc, Phase-3, Vapi, GujratDocumento28 páginas@ M/S.N.R.Agarwal Industries LTD Unit 3&4, Gidc, Phase-3, Vapi, GujratDSGAún no hay calificaciones
- Cladding Technology Processes and ImagesDocumento7 páginasCladding Technology Processes and ImagesDSGAún no hay calificaciones
- Novajet: Multipurpose Self-Adhesive LabelsDocumento1 páginaNovajet: Multipurpose Self-Adhesive LabelsKartik Maheshwari HolaniAún no hay calificaciones
- 3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDocumento15 páginas3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDSGAún no hay calificaciones
- Fighting Fire With CO: by Dominique Dieken, P.E., Starr Technical Risks Agency IncDocumento6 páginasFighting Fire With CO: by Dominique Dieken, P.E., Starr Technical Risks Agency IncDSGAún no hay calificaciones
- Assignment 1 Mech 321 Properties and Failure of Materials Jan 2009Documento2 páginasAssignment 1 Mech 321 Properties and Failure of Materials Jan 2009DSGAún no hay calificaciones
- SS - PR - PWR - PRB Guidelines P-Rod PicsDocumento47 páginasSS - PR - PWR - PRB Guidelines P-Rod PicsDSGAún no hay calificaciones
- Running Hrs of Tungsten Carbide Grinding RollerDocumento1 páginaRunning Hrs of Tungsten Carbide Grinding RollerDSGAún no hay calificaciones
- Running Hrs of Tungsten Carbide Grinding RollerDocumento1 páginaRunning Hrs of Tungsten Carbide Grinding RollerDSGAún no hay calificaciones
- Installation and Maintenance of SwitchgearDocumento12 páginasInstallation and Maintenance of SwitchgearcharzreeAún no hay calificaciones
- Boiler Plant Mechanical EquipmentDocumento52 páginasBoiler Plant Mechanical EquipmentAriyandiAún no hay calificaciones
- Technical Report On Electrostatic Precipitator: Geeco Enercon PVT LTD Tiruchirapalli - 620015 IndiaDocumento21 páginasTechnical Report On Electrostatic Precipitator: Geeco Enercon PVT LTD Tiruchirapalli - 620015 IndiaDSGAún no hay calificaciones
- Performance Improvement by Expert ConsultancyDocumento19 páginasPerformance Improvement by Expert ConsultancyDSGAún no hay calificaciones
- Technofit Technofit: Geeco Seminar Geeco SeminarDocumento12 páginasTechnofit Technofit: Geeco Seminar Geeco SeminarDSGAún no hay calificaciones
- Application of KKSDocumento18 páginasApplication of KKSrawatbs2020Aún no hay calificaciones
- FAG Bearing SuffixesDocumento4 páginasFAG Bearing SuffixesDSGAún no hay calificaciones
- Transmissionof HeatDocumento61 páginasTransmissionof HeatSudheer RevanthAún no hay calificaciones
- 15 Oil Fired Crucible FurnaceDocumento2 páginas15 Oil Fired Crucible Furnaceudaya kumarAún no hay calificaciones
- Topic 4.1 Psychometry and Air ConditioningDocumento76 páginasTopic 4.1 Psychometry and Air ConditioningCARL IJADE PINOAún no hay calificaciones
- GLASSDocumento1 páginaGLASSGizelle B NuñezAún no hay calificaciones
- ME ThermodynamicsDocumento58 páginasME ThermodynamicsprasobhaAún no hay calificaciones
- PQT LG Lk-0525ccDocumento229 páginasPQT LG Lk-0525ccGerardo Zamorano100% (2)
- Diagnosis and Management of Heatstroke: I Gede Yasa AsmaraDocumento8 páginasDiagnosis and Management of Heatstroke: I Gede Yasa AsmaraputryaAún no hay calificaciones
- Group Profile Eng PDFDocumento24 páginasGroup Profile Eng PDFrajamasaAún no hay calificaciones
- 0304 3894 (84) 85005 0Documento9 páginas0304 3894 (84) 85005 0bugmenot20200311Aún no hay calificaciones
- Curriculum Vitae: K.YeshwanthDocumento5 páginasCurriculum Vitae: K.YeshwanthShankker KumarAún no hay calificaciones
- HMT 7th Sem NIT Raipur QPaperDocumento28 páginasHMT 7th Sem NIT Raipur QPaperShashi Bhushan PatelAún no hay calificaciones
- Construction Issue: Qty. (Nos) AI DI AO DO Hvac System I Water Chilling Units 3Documento11 páginasConstruction Issue: Qty. (Nos) AI DI AO DO Hvac System I Water Chilling Units 3Al Amin Hossain Srabon100% (1)
- Car Hvac Systems: Mark Norman F. Chan Mark Paul C. PeñarroyoDocumento34 páginasCar Hvac Systems: Mark Norman F. Chan Mark Paul C. PeñarroyoJohndelon P. MendozaAún no hay calificaciones
- Appendix A: Conversion FactorsDocumento44 páginasAppendix A: Conversion FactorsZainalAbidinAún no hay calificaciones
- Heat Transfer Characteristics of Fan Coil Unit FCUDocumento6 páginasHeat Transfer Characteristics of Fan Coil Unit FCUShehan WijesingheAún no hay calificaciones
- Denver Id: Registered European Design Patented DesignDocumento11 páginasDenver Id: Registered European Design Patented DesignMekaNo1DAún no hay calificaciones
- Noise Control of Large Wet Cooling TowersDocumento8 páginasNoise Control of Large Wet Cooling TowersMario LopezAún no hay calificaciones
- Cooling Solutions About UsDocumento18 páginasCooling Solutions About UsBlender RemixAún no hay calificaciones
- EP3 Thermostat InstallDocumento18 páginasEP3 Thermostat InstallmiguelAún no hay calificaciones
- Lec 10Documento6 páginasLec 10Anonymous 2BJgxbxJAún no hay calificaciones
- Course Syllabi AE2Documento125 páginasCourse Syllabi AE2Anmar Hamid AliAún no hay calificaciones
- GATE Chemical Engineering 2011Documento20 páginasGATE Chemical Engineering 2011Gaurav SharmaAún no hay calificaciones
- Spiral Duct Manufacturers AssociationDocumento8 páginasSpiral Duct Manufacturers AssociationEduardo GarcíaAún no hay calificaciones