También podría gustarte
- Optimization Tools for LogisticsDe EverandOptimization Tools for LogisticsCalificación: 3 de 5 estrellas3/5 (2)
- Introduction To Supply ChainDocumento6 páginasIntroduction To Supply ChainAlexisAún no hay calificaciones
- Supply Chain ReviewerDocumento7 páginasSupply Chain ReviewerAlexisAún no hay calificaciones
- Escrito - Inventoy Routing - ProblemaDocumento7 páginasEscrito - Inventoy Routing - Problemapablo reyesAún no hay calificaciones
- INTT 356 Spring 2021 Ch11 HandoutsDocumento26 páginasINTT 356 Spring 2021 Ch11 HandoutsbbilgicberkAún no hay calificaciones
- Integrated Inventory Valuation in Multi-Echelon Production/distribution SystemsDocumento16 páginasIntegrated Inventory Valuation in Multi-Echelon Production/distribution SystemsIsabel Zanella ZancaAún no hay calificaciones
- Logistics ManagementDocumento8 páginasLogistics Managementmadhvendra99Aún no hay calificaciones
- Layout Design of Multiple Blocks Class-Based Storage Strategy WarehousesDocumento10 páginasLayout Design of Multiple Blocks Class-Based Storage Strategy WarehousesAnna LusianaAún no hay calificaciones
- SCMDocumento20 páginasSCMifaAún no hay calificaciones
- Partcipacion 3..Documento11 páginasPartcipacion 3..Ivonne CMAún no hay calificaciones
- Case Paper Inventory ManagementDocumento28 páginasCase Paper Inventory ManagementkintanAún no hay calificaciones
- A Bi-Objective Supply Chain Design Problem With Uncertainty by Cardona-Valdes (2011)Documento12 páginasA Bi-Objective Supply Chain Design Problem With Uncertainty by Cardona-Valdes (2011)jerc1324Aún no hay calificaciones
- Revised Strategy AssignmentDocumento21 páginasRevised Strategy Assignmentebrahim.mohammadiAún no hay calificaciones
- lựa chọn vị trí kho đa tiêu chí bằng tích phân ChoquetDocumento10 páginaslựa chọn vị trí kho đa tiêu chí bằng tích phân ChoquetVo Thi Hong Suong B2003525Aún no hay calificaciones
- (2015) The Production Routing Problem A Review of Formulations and Solution Algorithms PDFDocumento12 páginas(2015) The Production Routing Problem A Review of Formulations and Solution Algorithms PDFJota Mike MikeAún no hay calificaciones
- Swarm IntelliginceDocumento17 páginasSwarm IntelliginceTu LienAún no hay calificaciones
- Transportation Cost in Multi-Item Economic Order Quantity: Full Length Research PaperDocumento9 páginasTransportation Cost in Multi-Item Economic Order Quantity: Full Length Research PaperAkshay ThoratAún no hay calificaciones
- A Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsDocumento18 páginasA Multi-Objective Evolutionary Optimization Approach For An Integrated Location-Inventory Distribution Network Problem Under Vendor-Managed Inventory SystemsLuis Carlos Gonzales RengifoAún no hay calificaciones
- Author: Baker, P An Exploratory Framework of The Role of Inventory and Warehousing in International Supply ChainsDocumento14 páginasAuthor: Baker, P An Exploratory Framework of The Role of Inventory and Warehousing in International Supply ChainsKapil MittalAún no hay calificaciones
- POS Goetschalckx2002Documento18 páginasPOS Goetschalckx2002LudovikAún no hay calificaciones
- Lateral Transshipment PDFDocumento13 páginasLateral Transshipment PDFAbhishek Pratap SinghAún no hay calificaciones
- The 7 Balkan Conference On Operational Research Constanta, May 2005, RomaniaDocumento11 páginasThe 7 Balkan Conference On Operational Research Constanta, May 2005, RomaniabhargavAún no hay calificaciones
- Info SharingDocumento22 páginasInfo Sharingamostan27Aún no hay calificaciones
- Group Assignment Due Date 11.01.2023 Student Name(s)Documento5 páginasGroup Assignment Due Date 11.01.2023 Student Name(s)Duygu AghazadehAún no hay calificaciones
- Literature Review On WarehouseDocumento4 páginasLiterature Review On Warehousec5pjg3xh100% (1)
- Understanding Supply Chain RobustnessDocumento6 páginasUnderstanding Supply Chain RobustnessGuilherme VieiraAún no hay calificaciones
- Frito-Lay - Logistics ModelDocumento16 páginasFrito-Lay - Logistics ModelGopal ArunachalamAún no hay calificaciones
- Cross Docking Literature ReviewDocumento4 páginasCross Docking Literature Reviewea3j015d100% (1)
- Distribution, Warehousing and Material Handling Learning ObjectivesDocumento8 páginasDistribution, Warehousing and Material Handling Learning Objectivesstudentcare mtnAún no hay calificaciones
- A Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory OptimizationDocumento57 páginasA Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory Optimization刘向阳Aún no hay calificaciones
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocumento14 páginasEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselSơn Trần BảoAún no hay calificaciones
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocumento14 páginasEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselQuỳnh NguyễnAún no hay calificaciones
- Supply Chain DriversDocumento37 páginasSupply Chain DriversHarsh ThakurAún no hay calificaciones
- 11 - Chapter 2 PDFDocumento37 páginas11 - Chapter 2 PDFFavor OchiengAún no hay calificaciones
- 011-0161 An Integrated Inventory Control and Facility Location System With Capacity Constraints: A Multi-Objective Evolutionary ApproachDocumento25 páginas011-0161 An Integrated Inventory Control and Facility Location System With Capacity Constraints: A Multi-Objective Evolutionary ApproachomkarbhaskarAún no hay calificaciones
- Merge in TransitDocumento29 páginasMerge in TransitMauricio FurtadoAún no hay calificaciones
- References: Informs Management ScienceDocumento18 páginasReferences: Informs Management ScienceFabian EstebanAún no hay calificaciones
- Ondemand Warehousing2Documento52 páginasOndemand Warehousing2Gaurav SinghAún no hay calificaciones
- The Study of Li & Fung LimitedDocumento19 páginasThe Study of Li & Fung LimitedJames James ChowAún no hay calificaciones
- CostsrelationDocumento26 páginasCostsrelationManprita BasumataryAún no hay calificaciones
- An Emergency LSCMDocumento10 páginasAn Emergency LSCMSoujanya KanagalaAún no hay calificaciones
- An Introduction To Supply Chain ManagementDocumento5 páginasAn Introduction To Supply Chain Managementsukhbir24Aún no hay calificaciones
- Impact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2Documento18 páginasImpact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2newview111Aún no hay calificaciones
- Mahjoob (2021) Multi Product Multi Period (Genetic Algorithm)Documento15 páginasMahjoob (2021) Multi Product Multi Period (Genetic Algorithm)Mouna MonmonAún no hay calificaciones
- SCMDocumento5 páginasSCMSenai21dragoAún no hay calificaciones
- Term Paper OF Operation Management (O.M) : TopicDocumento15 páginasTerm Paper OF Operation Management (O.M) : TopicreyazmbaAún no hay calificaciones
- Introduction To LogisticsDocumento38 páginasIntroduction To LogisticsVivekanand SinghAún no hay calificaciones
- Mixed Integer PROGRAMMINGDocumento11 páginasMixed Integer PROGRAMMINGSumit DhallAún no hay calificaciones
- Third Party Logistics A Literature Review and Research AgendaDocumento9 páginasThird Party Logistics A Literature Review and Research AgendaafdtbbhtzAún no hay calificaciones
- Improved Genetic Algorithm For SCMDocumento14 páginasImproved Genetic Algorithm For SCMThulasi JajendrenAún no hay calificaciones
- Mobile InventoryDocumento15 páginasMobile InventoryclementiAún no hay calificaciones
- Picking Sorting Labeling Packing Loading Units Bill of LadingDocumento3 páginasPicking Sorting Labeling Packing Loading Units Bill of LadingRamanRoutAún no hay calificaciones
- Mathematical Model For WarehouseDocumento13 páginasMathematical Model For WarehouseGhassan SiregarAún no hay calificaciones
- European Journal of Operational ResearchDocumento21 páginasEuropean Journal of Operational ResearchPankaj GoyalAún no hay calificaciones
- A Solution For Cross-Docking Operations Planning For Cross-Docking Operations PlanningDocumento7 páginasA Solution For Cross-Docking Operations Planning For Cross-Docking Operations PlanningCem YuceltenAún no hay calificaciones
- Articol 2 Warehouse DesignDocumento12 páginasArticol 2 Warehouse DesignGabriela Uretu100% (1)
- A Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory OptimizationDocumento59 páginasA Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory OptimizationUmang SoniAún no hay calificaciones
- Optimization in Inventory-Routing Problem With Planned TransshipmentDocumento9 páginasOptimization in Inventory-Routing Problem With Planned TransshipmentSteve DemirelAún no hay calificaciones
- Retailer or E-Tailer JORSDocumento10 páginasRetailer or E-Tailer JORSdaxstarAún no hay calificaciones
- Top 25 Articles of MathematicsDocumento11 páginasTop 25 Articles of MathematicsShahzad AbbasAún no hay calificaciones
- IL Digital June2018Documento116 páginasIL Digital June2018AndresMartinez28Aún no hay calificaciones
- 2016-Q4-Market Analysis Services UpdateDocumento12 páginas2016-Q4-Market Analysis Services UpdateAndresMartinez28Aún no hay calificaciones
- Kata SlidesDocumento85 páginasKata SlidesAndresMartinez28Aún no hay calificaciones
- Introduction To Game Theory (Harvard) PDFDocumento167 páginasIntroduction To Game Theory (Harvard) PDFAndresMartinez28Aún no hay calificaciones
- Tuck EverlastingDocumento82 páginasTuck EverlastingAndresMartinez28100% (2)
- Best Practice Manufacturing NZDocumento1 páginaBest Practice Manufacturing NZAndresMartinez28Aún no hay calificaciones
- Phocos Datasheet Pico EngDocumento2 páginasPhocos Datasheet Pico EngAndresMartinez28Aún no hay calificaciones
- Thesis Weekly PlannerDocumento1 páginaThesis Weekly PlannerAndresMartinez28Aún no hay calificaciones
- FMR August 2023 Shariah CompliantDocumento14 páginasFMR August 2023 Shariah CompliantAniqa AsgharAún no hay calificaciones
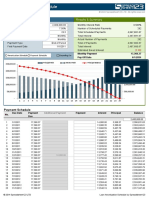
- Loan Amortization Calculator BestDocumento11 páginasLoan Amortization Calculator BestHenok mekuriaAún no hay calificaciones
- BICC Proposal PDFDocumento56 páginasBICC Proposal PDFDhanush JAún no hay calificaciones
- Presenting Furnito - The Next Generation Odoo Ecommerce Theme For Furniture Industry PDFDocumento4 páginasPresenting Furnito - The Next Generation Odoo Ecommerce Theme For Furniture Industry PDFjuanatoAún no hay calificaciones
- Pearson Recommended LinkDocumento3 páginasPearson Recommended LinkHằng ĐỗAún no hay calificaciones
- Banco Filipino Case AnalysisDocumento2 páginasBanco Filipino Case AnalysisReimyer GonzalesAún no hay calificaciones
- Swiping Beginner Guide - Swiping Vocab, & Amazon LinksDocumento3 páginasSwiping Beginner Guide - Swiping Vocab, & Amazon Linksxvcpkfbvg6Aún no hay calificaciones
- Livlong WellnessDocumento8 páginasLivlong WellnessShakshi SharmaAún no hay calificaciones
- LoanDocumento7 páginasLoanAnish RIngeAún no hay calificaciones
- My Resume Snehal Bhatkar PDF UpdatedDocumento4 páginasMy Resume Snehal Bhatkar PDF UpdatedSnehal BhatkarAún no hay calificaciones
- Cibil - Report (P - JAYSINGH YADAV - 26 - 05 - 2023 12 - 23 - 04)Documento5 páginasCibil - Report (P - JAYSINGH YADAV - 26 - 05 - 2023 12 - 23 - 04)Geeta MallahAún no hay calificaciones
- Fever Beverages Lead Time Improvement: A Lean Six Sigma Yellow Belt Case Study byDocumento21 páginasFever Beverages Lead Time Improvement: A Lean Six Sigma Yellow Belt Case Study byRojen GalicioAún no hay calificaciones
- JPM European Media Internet 2019 OutlookDocumento77 páginasJPM European Media Internet 2019 OutlookНикита МузафаровAún no hay calificaciones
- Explain Origin of Commercial BankingDocumento6 páginasExplain Origin of Commercial Bankingዳግማዊ ጌታነህ ግዛው ባይህAún no hay calificaciones
- My Billionaire Mom 501-600Documento605 páginasMy Billionaire Mom 501-600Ayodele DinaAún no hay calificaciones
- Case TiktokDocumento12 páginasCase TiktokvdrtAún no hay calificaciones
- A Turnaround Story: Group 8: Yash, Ritu, Bhartesh, Smriti, Rahul, Piyush & JastejDocumento17 páginasA Turnaround Story: Group 8: Yash, Ritu, Bhartesh, Smriti, Rahul, Piyush & JastejPratyush BaruaAún no hay calificaciones
- Exploring CSR and Financial Performance of Full-Service and Low-Cost Air CarriersDocumento25 páginasExploring CSR and Financial Performance of Full-Service and Low-Cost Air CarriersLiteratur 2122Aún no hay calificaciones
- Hyundai D4a d4d Engine Service ManualDocumento13 páginasHyundai D4a d4d Engine Service Manualjoemeadows110401kib100% (137)
- ExpandedAppendixChapter12 PDFDocumento4 páginasExpandedAppendixChapter12 PDFfunam2Aún no hay calificaciones
- (ILM Super Series) Institute of Leadership & Mana - Caring For The Customer Super Series, Fourth Edition - Pergamon Flexible Learning (2002)Documento117 páginas(ILM Super Series) Institute of Leadership & Mana - Caring For The Customer Super Series, Fourth Edition - Pergamon Flexible Learning (2002)bankadhi100% (1)
- Andre Gunder Frank - The Organization of Economic Activity in The Soviet Union - Weltwirtschaftliches Archiv, Bd. 78 (1957) PDFDocumento54 páginasAndre Gunder Frank - The Organization of Economic Activity in The Soviet Union - Weltwirtschaftliches Archiv, Bd. 78 (1957) PDFLarissa BastosAún no hay calificaciones
- 7-Building A Risk Culture Within The Supply ChainDocumento8 páginas7-Building A Risk Culture Within The Supply ChainHenry drago100% (1)
- Cebu Technological University: Main CampusDocumento2 páginasCebu Technological University: Main CampusLeonard Patrick Faunillan BaynoAún no hay calificaciones
- Accounting Cycle of A Service BusinessDocumento17 páginasAccounting Cycle of A Service BusinessAmie Jane Miranda100% (1)
- RFU-STR-060 Validity of CertificatesDocumento13 páginasRFU-STR-060 Validity of CertificatesmmajznerAún no hay calificaciones
- CV Antonio AnnicchiaricoDocumento4 páginasCV Antonio AnnicchiaricoAntonio Annicchiarico RenoAún no hay calificaciones
- Chapter 4 Process SelectionDocumento18 páginasChapter 4 Process Selectionmohammed mohammedAún no hay calificaciones
- Multi Flasindo: Kaspul Anwar (MR)Documento5 páginasMulti Flasindo: Kaspul Anwar (MR)Netty yuliartiAún no hay calificaciones
- Methods Engineering Lecture 1Documento10 páginasMethods Engineering Lecture 1Ahsan ShahAún no hay calificaciones