También podría gustarte
- Report On Transformer ManufacturingDocumento36 páginasReport On Transformer ManufacturingRaj Moyal89% (57)
- A Project Report On TransformerDocumento4 páginasA Project Report On Transformeramitiar50% (4)
- On Transformer ManufacturingDocumento25 páginasOn Transformer ManufacturingThakur Dhananjay Singh Gaur100% (1)
- A Report On Transfrmer (Part-2)Documento42 páginasA Report On Transfrmer (Part-2)Murshedur Rahman75% (4)
- Svsprasad Engineer (Design), Switchgear Products Division, Vijai Electricals LimitedDocumento52 páginasSvsprasad Engineer (Design), Switchgear Products Division, Vijai Electricals Limitedkrmrps0% (1)
- Vendor documentation for distribution transformersDocumento148 páginasVendor documentation for distribution transformersCu TíAún no hay calificaciones
- Technical Specifications of Transformers 28.6.2020Documento66 páginasTechnical Specifications of Transformers 28.6.2020Sunil GurubaxaniAún no hay calificaciones
- 2016 - A Review On Critical Evaluation of Natural Ester Vs Mineral Oil PDFDocumento8 páginas2016 - A Review On Critical Evaluation of Natural Ester Vs Mineral Oil PDFKONJETI LAKSHMI PRASANNAAún no hay calificaciones
- Spectra Engineering Brochure - TransformerDocumento4 páginasSpectra Engineering Brochure - TransformerAkash VermaAún no hay calificaciones
- Transformer Brochure Minera - SchneiderDocumento4 páginasTransformer Brochure Minera - SchneiderTino HardikaAún no hay calificaciones
- How To Select The Suitable OLTCDocumento23 páginasHow To Select The Suitable OLTCTarun BhatejaAún no hay calificaciones
- AirRIP® Flex Transformer BushingDocumento29 páginasAirRIP® Flex Transformer BushingSandeep BAún no hay calificaciones
- Impact of Oil Parameters On ReliabilityDocumento59 páginasImpact of Oil Parameters On Reliabilitytaufiqishak09Aún no hay calificaciones
- Transformer Oil 1Documento57 páginasTransformer Oil 1Rahman Scholar100% (1)
- CRGO Strips India, CRGO Transformer Laminations, CRGO Core IndiaDocumento4 páginasCRGO Strips India, CRGO Transformer Laminations, CRGO Core IndiaKarthikeyan VkAún no hay calificaciones
- Design of 100 KVA 380 by 220 V Transformer: HV WindingDocumento4 páginasDesign of 100 KVA 380 by 220 V Transformer: HV WindingJemal MusaAún no hay calificaciones
- Transformer Factory Assembly Area LayoutDocumento55 páginasTransformer Factory Assembly Area LayoutTravis Wood100% (2)
- Electrical Insulating Papers Guide for Transformers and MotorsDocumento28 páginasElectrical Insulating Papers Guide for Transformers and Motorsbpd21Aún no hay calificaciones
- AEM BrochureDocumento28 páginasAEM Brochureरमेश सिंहAún no hay calificaciones
- WETI Brochure - ElectrInsulPaperDocumento28 páginasWETI Brochure - ElectrInsulPaperSharin Bin Ab GhaniAún no hay calificaciones
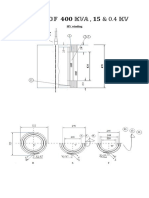
- 400 Kva, 15 & 0.4 KV PDF - Docx TsDocumento8 páginas400 Kva, 15 & 0.4 KV PDF - Docx TsJemal MusaAún no hay calificaciones
- Transformer Winding PracticesDocumento7 páginasTransformer Winding PracticeskshgunawardenaAún no hay calificaciones
- 24 66 11 KV 5 MVA Transformer With Amendment PDFDocumento100 páginas24 66 11 KV 5 MVA Transformer With Amendment PDFNirmal mehtaAún no hay calificaciones
- Rex Distribution Transformer Catalog 2019 (6 19 2019) RegularDocumento36 páginasRex Distribution Transformer Catalog 2019 (6 19 2019) RegularHany NassimAún no hay calificaciones
- Transformer Oil&DgaDocumento70 páginasTransformer Oil&DgaBasudev PatraAún no hay calificaciones
- Transformer Manufacturer EnquiryDocumento26 páginasTransformer Manufacturer EnquiryblaagicaAún no hay calificaciones
- Temperature Indicator of TransformerDocumento4 páginasTemperature Indicator of Transformermayur3dhande100% (1)
- U, Fo - QR Jksèku Rsy Fof'kf"v: HKKJRH EkudDocumento15 páginasU, Fo - QR Jksèku Rsy Fof'kf"v: HKKJRH EkudDIBYENDU DASAún no hay calificaciones
- Effect of Permittivity On Breakdown Characteristic of Transformer Oil Based NanofluidDocumento5 páginasEffect of Permittivity On Breakdown Characteristic of Transformer Oil Based NanofluidEditor IJTSRDAún no hay calificaciones
- CRGODocumento15 páginasCRGOipraoAún no hay calificaciones
- Technical CRGODocumento8 páginasTechnical CRGOAnurag PugaliaAún no hay calificaciones
- Understanding Water in Transformer SystemsDocumento4 páginasUnderstanding Water in Transformer SystemssulemankhalidAún no hay calificaciones
- Transformer Oil TestingDocumento29 páginasTransformer Oil TestingDEADMAN100% (1)
- Designing of Amorphous Core Distribution Transformer and Comparison With CRGO Core Distribution TransformerDocumento5 páginasDesigning of Amorphous Core Distribution Transformer and Comparison With CRGO Core Distribution TransformerIJMERAún no hay calificaciones
- Transformer CastingDocumento10 páginasTransformer CastingJanmejaya MishraAún no hay calificaciones
- Inverter Transformers For Photovoltaic (PV) Power Plants: Generic GuidelinesDocumento9 páginasInverter Transformers For Photovoltaic (PV) Power Plants: Generic GuidelinesChandu GowdaAún no hay calificaciones
- Power TransFormer Project Report by Vipin KumarkushwahaDocumento90 páginasPower TransFormer Project Report by Vipin KumarkushwahaVipin Kumar KushwahaAún no hay calificaciones
- Transformer Design-SBPDocumento31 páginasTransformer Design-SBPsameerpatel15770100% (1)
- Transformer BIL and Surge Arrester Coordination StudyDocumento15 páginasTransformer BIL and Surge Arrester Coordination Studyrajfab100% (1)
- Transformer DesignDocumento26 páginasTransformer DesignVinay KumarAún no hay calificaciones
- Transformer Design PDFDocumento72 páginasTransformer Design PDFSujon MiaAún no hay calificaciones
- Liquid-Filled Transformers: Tests of Transformer OilDocumento1 páginaLiquid-Filled Transformers: Tests of Transformer OilNaeemrindAún no hay calificaciones
- 132kV Power TransformerDocumento7 páginas132kV Power TransformerblaagicaAún no hay calificaciones
- Dover Electric Department 2010 Transformer SpecificationDocumento9 páginasDover Electric Department 2010 Transformer SpecificationRick DownerAún no hay calificaciones
- Distribution Transformer Manufacturing Process ManualDocumento64 páginasDistribution Transformer Manufacturing Process ManualGaurav Sagar100% (2)
- Cast Resin Transformers Power Taipei 101Documento21 páginasCast Resin Transformers Power Taipei 101Oggie Kent Castillo100% (1)
- On TransformerDocumento20 páginasOn TransformerMurshedur Rahman100% (7)
- Dissolved Gas Analysis (DGA) : Basic Theory Sample Collection Extraction of Gases Analysis of Gases ActionDocumento45 páginasDissolved Gas Analysis (DGA) : Basic Theory Sample Collection Extraction of Gases Analysis of Gases Actionsantoshnarinoi241100% (1)
- Core Laminations SelectionDocumento10 páginasCore Laminations SelectionJavo CoreAún no hay calificaciones
- A Comparison of Liquid-Filled and Dry-Type Transformer Technologies (2000)Documento8 páginasA Comparison of Liquid-Filled and Dry-Type Transformer Technologies (2000)kankokwahAún no hay calificaciones
- All Designs of TransDocumento3068 páginasAll Designs of TransJemal MusaAún no hay calificaciones
- Loss Reduction in Distribution TransformersDocumento37 páginasLoss Reduction in Distribution Transformerstapas_kbAún no hay calificaciones
- Drying of TransformerDocumento9 páginasDrying of TransformerL P KUSHWAHA100% (7)
- Project Report On Power Transformer RepairDocumento8 páginasProject Report On Power Transformer RepairEIRI Board of Consultants and Publishers100% (1)
- Transformers Yesterday, Today & TomorrowDocumento48 páginasTransformers Yesterday, Today & TomorrowFaiz Ahmed100% (2)
- Erickson Transformer DesignDocumento23 páginasErickson Transformer DesigndonscogginAún no hay calificaciones
- Transformer Oil AnalysisDocumento10 páginasTransformer Oil Analysishemantshah1Aún no hay calificaciones
- Power TransformerDocumento26 páginasPower TransformerCocobo PokemiAún no hay calificaciones
- Bushings for Power Transformers: A Handbook for Power EngineersDe EverandBushings for Power Transformers: A Handbook for Power EngineersCalificación: 1 de 5 estrellas1/5 (1)
- Switching in Electrical Transmission and Distribution SystemsDe EverandSwitching in Electrical Transmission and Distribution SystemsAún no hay calificaciones
- Analysis of The Performance of Three Phase Induction Motor Under Supply Source UnbalanceDocumento8 páginasAnalysis of The Performance of Three Phase Induction Motor Under Supply Source UnbalancePathum SudasingheAún no hay calificaciones
- Non Oriented A677Documento1 páginaNon Oriented A677Pathum SudasingheAún no hay calificaciones
- Style References Manual PDFDocumento18 páginasStyle References Manual PDFdrekec pekecAún no hay calificaciones
- Current Transformer OperationDocumento4 páginasCurrent Transformer OperationPathum SudasingheAún no hay calificaciones
- Adjustable Speed Induction Motor DriveDocumento20 páginasAdjustable Speed Induction Motor DrivePathum SudasingheAún no hay calificaciones
- Advanced Power ElectronicsDocumento16 páginasAdvanced Power ElectronicsPathum SudasingheAún no hay calificaciones
- Biomass Power GenerationDocumento5 páginasBiomass Power GenerationPathum SudasingheAún no hay calificaciones
- Artficial LightingDocumento18 páginasArtficial LightingPathum SudasingheAún no hay calificaciones
- Thyristor Switch ApplicationsDocumento7 páginasThyristor Switch ApplicationsPathum SudasingheAún no hay calificaciones
- Nuclear ReactorsDocumento5 páginasNuclear ReactorsPathum SudasingheAún no hay calificaciones
- Assignment 1: EE 2052 Control Systems - IDocumento10 páginasAssignment 1: EE 2052 Control Systems - IPathum SudasingheAún no hay calificaciones
- Synchronous GeneratorDocumento9 páginasSynchronous GeneratorPathum SudasingheAún no hay calificaciones
- CEB Transmission NetworkDocumento1 páginaCEB Transmission NetworkPathum SudasingheAún no hay calificaciones
- Analog Sensors Guide for Electrical MeasurementsDocumento7 páginasAnalog Sensors Guide for Electrical MeasurementsPathum SudasingheAún no hay calificaciones
- Upper KotmaleDocumento9 páginasUpper KotmalePathum Sudasinghe50% (2)
- Induction GeneratorDocumento24 páginasInduction GeneratorPathum SudasingheAún no hay calificaciones
- Leco ChartDocumento1 páginaLeco ChartPathum SudasingheAún no hay calificaciones
- Upper KotmaleDocumento9 páginasUpper KotmalePathum Sudasinghe50% (2)
- Series & Shunt CapacitanceDocumento9 páginasSeries & Shunt CapacitancePathum SudasingheAún no hay calificaciones
- CEB GridDocumento1 páginaCEB GridPathum SudasingheAún no hay calificaciones
- Energy Efficient Artificial LightingDocumento17 páginasEnergy Efficient Artificial LightingPathum SudasingheAún no hay calificaciones
- Breakdown of OilsDocumento14 páginasBreakdown of OilsPathum Sudasinghe50% (2)
- Breakdown of Air GapsDocumento9 páginasBreakdown of Air GapsPathum SudasingheAún no hay calificaciones
- 2011 Circuit TheoryDocumento4 páginas2011 Circuit TheoryPathum SudasingheAún no hay calificaciones
- Mechanical Design of Transmission LinesDocumento9 páginasMechanical Design of Transmission LinesPathum SudasingheAún no hay calificaciones
- Distribution SystemsDocumento13 páginasDistribution SystemsPathum SudasingheAún no hay calificaciones
- Relay IndicationDocumento7 páginasRelay IndicationAbu MuhammadAún no hay calificaciones
- Differential Protection of Transformer Using ArduinoDocumento19 páginasDifferential Protection of Transformer Using ArduinoMahammad Muneer60% (5)
- FANOX TD General CatalogueDocumento56 páginasFANOX TD General CataloguearolnAún no hay calificaciones
- The Bushing Group - Product SpectrumDocumento4 páginasThe Bushing Group - Product SpectrumEric Dondebzanga100% (1)
- Transformer Phase DisplacementDocumento5 páginasTransformer Phase Displacement10rodriguezAún no hay calificaciones
- LAB 06 To Make The Three Phase Transformer Connections ( - Y, - , Y-, Y-Y) and Verify The Line and Phase Voltages and CurrentsDocumento5 páginasLAB 06 To Make The Three Phase Transformer Connections ( - Y, - , Y-, Y-Y) and Verify The Line and Phase Voltages and CurrentsMuhammad MashamAún no hay calificaciones
- NPTEL - Assignment - 7 - CT - CVT (Modified)Documento4 páginasNPTEL - Assignment - 7 - CT - CVT (Modified)AKSH0211Aún no hay calificaciones
- AN555Documento38 páginasAN555Hernan Ortiz EnamoradoAún no hay calificaciones
- 1 Electric Injection System - Chery Tiggo T11Documento87 páginas1 Electric Injection System - Chery Tiggo T11limadacarlosAún no hay calificaciones
- B Power Packs Control SensorsDocumento2 páginasB Power Packs Control SensorsRobertAún no hay calificaciones
- 2d HV Schneider El Training 379Documento379 páginas2d HV Schneider El Training 379Mertoiu Gabriel100% (1)
- Automatic Transformer Winding MachineDocumento74 páginasAutomatic Transformer Winding MachineSamuel GashuraAún no hay calificaciones
- ARC FLASH CalculatorDocumento4 páginasARC FLASH CalculatorrockydarkAún no hay calificaciones
- Emerson - Transformer UPS Vs Transformerless UPSDocumento12 páginasEmerson - Transformer UPS Vs Transformerless UPSadrian_udrescuAún no hay calificaciones
- Performance Evaluation of Transformer Oil Using Uv-Visible SpectrophotometerDocumento7 páginasPerformance Evaluation of Transformer Oil Using Uv-Visible SpectrophotometerAbhishek DubeyAún no hay calificaciones
- Lec.01 - Building Design Concept - SE Sponsor 2021Documento20 páginasLec.01 - Building Design Concept - SE Sponsor 2021moosuhaibAún no hay calificaciones
- Honeywell 5800C2W Installation ManualDocumento2 páginasHoneywell 5800C2W Installation ManualAlarm Grid Home Security and Alarm MonitoringAún no hay calificaciones
- Tiduey 2Documento28 páginasTiduey 2Muzaffar MahmoodAún no hay calificaciones
- 7XG22 2RMLG Catalogue SheetDocumento12 páginas7XG22 2RMLG Catalogue SheetarsalanhamidAún no hay calificaciones
- AMSGB Power Transformer Brochure (Final 27.05.2010)Documento4 páginasAMSGB Power Transformer Brochure (Final 27.05.2010)winston11Aún no hay calificaciones
- Assignment 3 AnsDocumento1 páginaAssignment 3 AnsmariahAún no hay calificaciones
- Shock Absorber Power Generation: A Project ReportDocumento45 páginasShock Absorber Power Generation: A Project ReportRahul Gujjar100% (1)
- Ground Fault LocationDocumento8 páginasGround Fault Locationzbyszko201234Aún no hay calificaciones
- PowerESIM ManualDocumento62 páginasPowerESIM ManualCataAún no hay calificaciones
- Unit III (Transformer)Documento23 páginasUnit III (Transformer)davinciAún no hay calificaciones
- Switchgear - Single Busbar or Double Busbar?: DistributionDocumento1 páginaSwitchgear - Single Busbar or Double Busbar?: DistributionPaul CohoAún no hay calificaciones
- 562 Field Tests For UHV SubstationsDocumento136 páginas562 Field Tests For UHV Substationsasi midobar50% (2)
- Abb Technical Guide No.6 RevcDocumento36 páginasAbb Technical Guide No.6 RevcJr PazAún no hay calificaciones
- Southern Electric Power Distribution Long Term Development Statement Parts 1 and 2Documento40 páginasSouthern Electric Power Distribution Long Term Development Statement Parts 1 and 2Christos ApostolopoulosAún no hay calificaciones
- DC Motor Direction & OperationDocumento22 páginasDC Motor Direction & OperationDewan Olin ChotepadaeAún no hay calificaciones