También podría gustarte
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1091)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Disposable Razor Blade DraftDocumento66 páginasDisposable Razor Blade Draftmoke100% (1)
- Monopol 456 HBDocumento2 páginasMonopol 456 HBPammy JainAún no hay calificaciones
- P104 Extrusion Final 11Documento16 páginasP104 Extrusion Final 11Yanpiero BalladoresAún no hay calificaciones
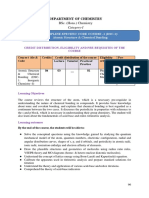
- Syllabus of Chemistry H NEP 96 105 1Documento10 páginasSyllabus of Chemistry H NEP 96 105 1Vijay Kumar VishvakarmaAún no hay calificaciones
- دوسية فيصل عناية كاملة PDFDocumento269 páginasدوسية فيصل عناية كاملة PDFSuhaib TelfahAún no hay calificaciones
- Chapter 8 Solutions (5th Ed.)Documento4 páginasChapter 8 Solutions (5th Ed.)Koe Chien ThongAún no hay calificaciones
- W 03312009004127OaVbjTgyClDocumento89 páginasW 03312009004127OaVbjTgyCllilnunubabyboo100% (1)
- Essay PDFDocumento12 páginasEssay PDFسراء حيدر كاظمAún no hay calificaciones
- Micron Design Rules: Chapter 3 CMOS Processing TechnologyDocumento1 páginaMicron Design Rules: Chapter 3 CMOS Processing TechnologyCarlos SaavedraAún no hay calificaciones
- Tata Hallow Steel SectionsDocumento9 páginasTata Hallow Steel Sectionsrangarajan100% (1)
- Subcooling Flow BoilingDocumento8 páginasSubcooling Flow BoilingBokiAún no hay calificaciones
- Design of Doubly Reinforced BeamsDocumento21 páginasDesign of Doubly Reinforced BeamsBhaskar BabiAún no hay calificaciones
- TERA Joint-Floor Joint System PDFDocumento16 páginasTERA Joint-Floor Joint System PDFClaudioAún no hay calificaciones
- Advanced SDOF Model For Steel Members Subject To Explosion LoadingDocumento35 páginasAdvanced SDOF Model For Steel Members Subject To Explosion LoadingAkhlaq HussainAún no hay calificaciones
- A10. D4767 PDFDocumento14 páginasA10. D4767 PDFFaten Abou ShakraAún no hay calificaciones
- Agitated Nutsche Filter: Chemicals, Food Products, Pharmaceuticals, Drug Intermediates IndustriesDocumento2 páginasAgitated Nutsche Filter: Chemicals, Food Products, Pharmaceuticals, Drug Intermediates IndustrieskiranAún no hay calificaciones
- Gexol: World Class Type P Land & Offshore Oil & Gas CablesDocumento32 páginasGexol: World Class Type P Land & Offshore Oil & Gas CablesMarcela SuarezAún no hay calificaciones
- Sec 09 NickelDocumento31 páginasSec 09 Nickeltravis8zimmermannAún no hay calificaciones
- Metal Air Battery - An Overview - ScienceDirect TopicsDocumento10 páginasMetal Air Battery - An Overview - ScienceDirect TopicsSenen100% (1)
- Melwappt12 07 2018iieslcolDocumento92 páginasMelwappt12 07 2018iieslcolLakshan FonsekaAún no hay calificaciones
- Goulds 3316 BulletinDocumento12 páginasGoulds 3316 BulletinJesús DeveraAún no hay calificaciones
- Astm D 2364-96Documento7 páginasAstm D 2364-96Andy SamyAún no hay calificaciones
- Z99 SDS EVBCHMP5000 2012 09 Safety DatasheetDocumento7 páginasZ99 SDS EVBCHMP5000 2012 09 Safety DatasheetJorge MonteiroAún no hay calificaciones
- Fertilizer Catalogue (UreaN46 & DAP 18:46:0)Documento7 páginasFertilizer Catalogue (UreaN46 & DAP 18:46:0)Ajay PandeyAún no hay calificaciones
- A Recipe For Hydroponic Success PDFDocumento3 páginasA Recipe For Hydroponic Success PDFfshirani7619100% (1)
- HVAC Questions and AnswersDocumento3 páginasHVAC Questions and AnswersAli ShamakhAún no hay calificaciones
- Weight Tables Mild Steel Round Bars and High Tensile Deformed BarsDocumento6 páginasWeight Tables Mild Steel Round Bars and High Tensile Deformed BarsSyed ShareefAún no hay calificaciones
- Cobalt MSDS: Section 1: Chemical Product and Company IdentificationDocumento5 páginasCobalt MSDS: Section 1: Chemical Product and Company IdentificationAnyberta Dwi ListyantiAún no hay calificaciones
- Elastic Dental Prostheses - Alternative Solutions For Patients Using Acrylic Prostheses: Literature ReviewDocumento5 páginasElastic Dental Prostheses - Alternative Solutions For Patients Using Acrylic Prostheses: Literature Reviewannacm97Aún no hay calificaciones
- Column Chromatography 2Documento24 páginasColumn Chromatography 2syed shayanAún no hay calificaciones