Documentos de Académico
Documentos de Profesional
Documentos de Cultura
10428-10-01-IIC-ETE-001 Version A
Cargado por
tonkiluDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
10428-10-01-IIC-ETE-001 Version A
Cargado por
tonkiluCopyright:
Formatos disponibles
ESPECIFICACIONES TCNICAS
PROYECTO
: INGENIERA DE DETALLE OO.CC. CH CHUCS
OBRA
: TUBERA EN PRESIN
TTULO
: SUMINISTRO, FABRICACIN Y MONTAJE DE
TUBERA EN PRESIN
FECHA DE EDICIN : SEPTIEMBRE 2011
DOCUMENTO
10428-10-01-IIC-ETE-001
Versin A
EJECUT
MATAS ROS A.
REVIS
JAIME FANDEZ C.
APROB
ENRIQUE PONCE DE LEON A.
1 de 20
ESPECIFICACIONES TCNICAS
INGENIERA DE DETALLE OO.CC. CH CHUCS
TUBERA EN PRESIN
SUMINISTRO, FABRICACIN Y MONTAJE DE TUBERA EN PRESIN
NDICE
10428-10-01-IIC-ETE-001
Versin A
2 de 20
10428 INGENIERA DE DETALLE OO.CC. CH CHUCS
ESPECIFICACIONES TCNICAS
TUBERA EN PRESIN
1.01
SUMINISTRO, FABRICACIN Y MONTAJE DE TUBERA EN PRESIN
1.1.1
ALCANCE
Las presentes especificaciones son aplicables al suministro de materiales,
fabricacin, pinturas de proteccin, embalaje, transporte y montaje de la tubera en
presin de la Central Hidroelctrica Chucs.
1.1.2
EXTENSIN DEL SUMINISTRO
El suministro de las tuberas debe incluir todos los materiales que se empleen, las
piezas auxiliares, accesorios y todo aquello que sea necesario para el fin
especificado, tales como: planchas, tubos, refuerzos estructurales, anclajes, juntas
de expansin, juntas flexibles tipo Helden, sellos de juntas de expansin, placas
de tefln, pernos, amarras, cubrejuntas, elementos de soportes para los tubos,
atiesadores, arriostramientos para el transporte y montaje, soportes interiores para
las labores de mantenimiento, electrodos, pintura definitiva, embalaje de todo el
material, transporte hasta el sitio de las obras, etc.
1.1.3
SUMINISTRO DE MATERIALES
A ANLISIS Y ENSAYOS DEL ACERO
Para la tubera, la calidad del acero es S275N segn norma EN 10025-03 o en su
defecto acero ASTM A537 Clase 1 segn norma ASTM A537.
La aceptacin del acero se regir por la norma EN 10025 Partes 1 y 3.
El acero se deber someter, como mnimo, a los ensayos indicados a continuacin
y adems a los ensayos que el Contratista considere necesarios de acuerdo a su
experiencia en el uso de este tipo de aceros.
De cada colada del acero se obtendrn muestras para un control completo, que
comprende los siguientes ensayos citados en la norma EN 10025:
Anlisis de composicin qumica. El fabricante debe informar de los
elementos de aleacin agregados al material suministrado.
Ensayo de traccin longitudinal.
Ensayos de impacto Charpy V-Notch en probetas longitudinales a -20C
(veinte grados Celsius bajo cero) y, segn opcin 3 de la norma EN10025,
ensayos para las siguientes temperaturas: -10C, 0C, 10C y 20C.
10428-10-01-IIC-ETE-001
Versin A
3 de 20
Segn opcin 30 de la norma EN 10025, ensayos de impacto Charpy VNotch en probetas transversales a -20C (veinte grados Celsius bajo cero)
y segn opcin 3, ensayos para las siguientes temperaturas: -10C, 0C,
10C y 20C.
Segn opcin 6 de la norma EN 10025, pruebas de ultrasonido a todas las
planchas, realizadas conforme a los requerimientos de la norma EN
10160, para verificar que estn libres de defectos internos.
Ensayo de doblado longitudinal segn opcin 11a de la norma EN 10025.
Si cualquiera de los ensayos da resultados que no cumplan con las normas
establecidas, stos se debern repetir, obtenindose las probetas de las mismas
muestras anteriores.
En caso de que las pruebas nuevamente no cumplan con lo especificado en las
normas, el Contratista podr someter todas las planchas correspondientes a la
colada, junto con las muestras extradas, a un nuevo tratamiento trmico para
repetir enseguida las pruebas, o bien podr ensayar en forma individual cada una
de las planchas obtenidas de la colada. En ambos casos, las pruebas debern
cumplir con lo especificado y sern de cargo del Contratista.
OTROS MATERIALES PARA LA TUBERA DE ACERO EN PRESIN
Los pernos de anclaje de la tubera a los apoyos de hormign sern ASTM A193
grado B7, con absorcin de energa de 27 joules a 0C (cero grados Celsius) en
ensayo de impacto Charpy en probeta estndar tipo A con entalladura en V
segn norma ASTM A370. Estos pernos de anclaje sern galvanizados en
caliente.
B
Los pernos de las entradas de hombre y de las juntas de expansin sern ASTM
A325 tipo 1, galvanizados en caliente segn normas ASTM A143 y ASTM A153.
En apoyos deslizantes se utilizarn placas de tefln PTFE con 15% de grafito y
placas de acero inoxidable ASTM A240 tipo 304.
Los sellos de juntas de expansin sern de empaquetadura de fibra sinttica
trenzada impregnada con PTFE o de fibra de carbn, en formato de cordn
trenzado de seccin cuadrada.
Se emplearn juntas flexibles tipo Helden, Dresser o similar que permitan
movimiento relativo de los tubos conectados de acuerdo a lo indicado en los
planos del proyecto.
Cuando los planos del proyecto lo indiquen se utilizar como material compresible
una lmina de 20mm de espuma de polietileno reticular de celda cerrada con una
10428-10-01-IIC-ETE-001
Versin A
4 de 20
reduccin mxima de 50% de espesor para presin de 0.97 kgf/cm 2 en ensayo de
compresibilidad segn norma ISO-844.
1.1.4
FABRICACIN
A GENERALIDADES
La fabricacin comprende la ejecucin de todos los trabajos necesarios para
fabricar la tubera, incluyendo lo siguiente:
La confeccin de los planos de fabricacin y montaje de todas las piezas
de la tubera.
La fabricacin total o parcial de elementos en talleres del fabricante y la
fabricacin que se ejecute en obra.
La calificacin de los procedimientos de soldadura.
La calificacin de los soldadores
La ejecucin de las pruebas y ensayos especificados para el control de la
fabricacin (rayos X, impacto, traccin, etc.).
Todos los otros trabajos necesarios para dejar los tubos en condiciones
de ser transportados y montados en el sitio definitivo.
En el caso que se ejecute fabricacin en obra, sta se efectuar en un solo lugar,
desde el cual se enviarn los tubos terminados al sitio de montaje.
El lugar de fabricacin en obra se determinar de comn acuerdo entre el
Contratista y el Inspector Jefe.
Los elementos que forman la tubera se fabricarn de manera que en el montaje
sean mnimos los trabajos de ajuste adicionales, tales como: cortes de material,
preparacin y reparacin de biseles de soldadura o semejantes.
El Contratista deber disponer en obra de todos los materiales y equipos y
herramientas necesarios para la ejecucin de sus trabajos, tales como: oxgeno,
acetileno, winches, prensas, rodilladoras, mquinas soldadoras, elementos de
carga, descarga y transporte de tubos, estructuras auxiliares, refuerzos
provisionales, etc.
La instalacin, operacin, mantencin y retiro de los equipos de fabricacin, ser
de exclusiva responsabilidad y cargo del Contratista. Deben considerarse todos
los trabajos normales y eventuales que sea necesario realizar.
Los operadores y el personal del Contratista a cargo de estos equipos debern
tener los conocimientos necesarios del idioma espaol.
B
SOLDADURA
a) Disposiciones Generales
10428-10-01-IIC-ETE-001
Versin A
5 de 20
El Inspector Jefe deber estar informado en todo momento y con la debida
anticipacin de los procedimientos de soldadura que se emplearn, los
que debern someterse a su aprobacin.
Todos los procedimientos de ejecucin de los cordones de soldadura
deben ser calificados previamente, considerando los diferentes espesores
de planchas.
Todas las soldaduras sern hechas por soldadores calificados con
certificacin al da. Las calificaciones de procedimientos y de soldadores
debern ser hechas de acuerdo a las normas ASME seccin IX y
acreditadas mediante certificados y/o protocolos.
Las secuencias de soldadura quedarn previamente establecidas en los
planos aprobados por el Inspector Jefe.
El refuerzo de los cordones de soldadura estar limitado a 2,0 mm. No se
aceptarn concavidades en los cordones de soldadura.
En el caso que se presenten aspectos no considerados en estas
especificaciones tcnicas y sobre los cuales se produzcan discrepancias
entre el Inspector Jefe y el Contratista, regirn las normas ASME, Seccin
VIII, ltima edicin, o en su defecto decidir el Inspector Jefe.
b)
Control de los Cordones de Soldadura
Todos los cordones de soldadura sern sometidos a exmenes
consistentes en pruebas destructivas y no destructivas.
Los cordones de soldadura en general debern ser examinados por el
Contratista utilizando mtodos no destructivos como radiografas,
ultrasonido, partculas magnticas u otro.
La calificacin de las pruebas se har de acuerdo con las normas
establecidas en esta especificacin. En caso de que la norma no indique
de manera inequvoca la calificacin que debe darse a los resultados, el
Inspector Jefe se reserva el derecho de calificarlos.
Todos los cordones de soldadura debern estar libres de defectos
superficiales, tales como socavaciones, grietas, poros, traslapos, rebabas,
etc. En caso de existir, estos defectos superficiales sern reparados por
cuenta del Contratista y a entera satisfaccin del Inspector Jefe.
El Inspector Jefe podr solicitar la colocacin de cupones al trmino de
cualquier cordn de soldadura. De este cupn podrn obtenerse tres
probetas para efectuar ensayos de traccin, doblado y tenacidad. Los
10428-10-01-IIC-ETE-001
Versin A
6 de 20
ensayos se realizarn segn las normas
especificacin y sern de cargo del Contratista.
establecidas
en
esta
c) Ensayos no destructivos
El Contratista deber ejecutar, a lo menos, los siguientes exmenes:
Cordones longitudinales o helicoidales de los tubos:
100% de la longitud del cordn se examinar con radiografa. Estas
radiografas cumplirn con lo especificado en el prrafo UW51 de
la norma ASME, seccin VIII.
Cordones circunferenciales de los tubos:
25 % de la longitud del cordn se examinar con radiografa. Estas
radiografas cumplirn, como mnimo, con lo especificado en el
prrafo UW52 de la norma ya citada y adems, no presentarn
falta de fusin ni poros rechazables.
Cordones de la bifurcacin:
100% de la longitud del cordn se examinar con radiografa. Estas
radiografas cumplirn, como mnimo, con lo especificado en el
prrafo UW51 y UW52 de la norma ASME seccin VIII, no
presentarn falta de fusin ni poros rechazables.
Las caractersticas del examen radiogrfico como densidad, tipo y calidad
de la pelcula, energa de radiacin e indicadores de calidad de imagen,
debern ser sometidas a la aprobacin del Inspector Jefe antes de realizar
los ensayos.
Para la interpretacin de las radiografas se utilizarn las cartas de
porosidad admisibles de la norma ASME citada, pero considerando las
correspondientes al grupo de espesor inmediatamente superior al que
corresponde a la plancha de menor espesor de la unin examinada.
El Inspector Jefe podr autorizar el reemplazo del examen radiogrfico de
las soldaduras circunferenciales por un examen de ultrasonido, que deje
registro grfico, del 100% de la longitud del cordn. El Inspector Jefe
calificar la experiencia del personal que realice el examen de ultrasonido
y podr solicitar su reemplazo si la experiencia no est suficientemente
acreditada. Los exmenes de ultrasonido se efectuarn de acuerdo a lo
indicado en las secciones V y VIII del ASME para este tipo de examen.
Las zonas cuyas radiografas sean dudosas sern examinadas
adicionalmente por el Contratista con radiografas tomadas en distintas
condiciones de ngulo, intensidad, etc., adems de una investigacin
mediante ultrasonido y otros mtodos.
Para las zonas rechazadas se aplicar, con cargo al Contratista, el criterio
de investigacin de falla de la norma citada.
10428-10-01-IIC-ETE-001
Versin A
7 de 20
Adems de los exmenes citados en estas especificaciones tcnicas, el
Inspector Jefe se reserva el derecho de realizar los exmenes que estime
conveniente y, en caso de detectar fallas, exigir la reparacin de ellas
cargando al Contratista los costos de los ensayos y de las reparaciones.
El Contratista deber reparar los defectos constatados por los exmenes
de los cordones de soldadura, a satisfaccin del Inspector Jefe, y volver a
radiografiar las zonas reparadas.
d) Ensayos destructivos
Para realizar los ensayos destructivos se debern obtener muestras, lo
que se har de acuerdo con las normas establecidas en esta
especificacin tcnica o, en su defecto, con los mtodos indicados por el
Inspector Jefe.
Las muestras se debern obtener de los tubos fabricados de modo que
permitan extraer de ellas las probetas necesarias para ejecutar los
ensayos que se detallan ms adelante.
El Contratista tomar muestras de a lo menos un tubo de cada tipo
diferente, ya sea por cambio de espesor, de calidad de acero, etc.
Las probetas obtenidas de las muestras se sometern a ensayos no
destructivos, antes de continuar los exmenes. Se permitir al Contratista
subsanar los defectos que se encuentren en las probetas en la misma
forma como se disponga para las tuberas.
Una vez aceptadas las probetas segn los exmenes no destructivos, el
Contratista proceder a efectuar los exmenes destructivos, sobre estas
mismas probetas.
En caso de falla en cualquier ensayo, el Inspector Jefe podr rechazar la
produccin representada por las muestras y solicitar la recalificacin del
operario y/o del procedimiento de soldadura.
El Contratista realizar los ensayos segn las normas que se indican en
esta especificacin y sern como mnimo los siguientes:
Dos ensayos de traccin sobre probetas de caras paralelas.
Un ensayo de traccin sobre probeta de seccin reducida.
Dos ensayos de doblado de la soldadura, doblando la probeta en un caso
en el sentido de aumentar la curvatura original de la pieza y el otro, en el
sentido contrario.
10428-10-01-IIC-ETE-001
Versin A
8 de 20
Tres ensayos de tenacidad a la temperatura de 0C en la zona de
transicin, en la raz y en la parte superior de la soldadura.
Cinco ensayos para determinar el descenso brusco de la tenacidad en la
soldadura, entalle en el lado de cara de la soldadura, y con temperaturas
entre + 20C y -20C. Los ensayos se harn cada 10C.
Cinco ensayos para determinar el descenso brusco de la tenacidad en la
zona de transicin, entalle en el lado de cara de la soldadura, y con
temperaturas entre +20C y -20C. Los ensayos se harn cada 10C.
Un ensayo para determinar la dureza Brinell en las siguientes zonas de un
cordn de soldadura:
o en la raz,
o en el metal de aporte,
o en la parte superior de la soldadura,
o en la zona de transicin,
o en el metal base no afectado trmicamente,
Un examen macroscpico de una seccin transversal de la soldadura
esmerilada.
MARCAS
Cada elemento ser claramente marcado de acuerdo con el plano de montaje
correspondiente. Las marcas sern dobles, una ser hecha con marca de golpe de
8 a 10 mm de altura y la otra con pintura blanca de 100 mm. La marca de golpe se
rodear con un crculo de pintura blanca que permita ubicarla fcilmente.
C
Las marcas deben corresponder a una nomenclatura que permita ubicar al
elemento con facilidad dentro del conjunto.
1.1.5
PINTURA DE PROTECCIN
A GENERALIDADES
Los tubos y las piezas especiales de acero sern protegidas contra la corrosin y
la erosin por el interior y exterior de la tubera.
La aplicacin de la pintura interior y exterior se har en los talleres del fabricante o
en el lugar de fabricacin en obra.
La pintura de proteccin comprende, adems de la preparacin de las superficies
y la colocacin de la pintura, lo siguiente:
La entrega de los antecedentes tcnicos que acrediten las caractersticas
de la pintura.
El suministro de los materiales.
10428-10-01-IIC-ETE-001
Versin A
9 de 20
Las instalaciones y equipo necesario para el tratamiento de superficies y
para la ventilacin durante la ejecucin del trabajo.
La ejecucin de las pruebas necesarias para controlar la adecuada
aplicacin de la pintura.
El Contratista deber entregar especificaciones detalladas, indicando los
procedimientos y equipos que se emplearn en estos trabajos, el tipo de pintura
que emplear, el espesor de cada capa, las condiciones ambientales necesarias
para la aplicacin de la pintura, etc.
Estas especificaciones tcnicas debern someterse a la aprobacin del Inspector
Jefe.
La preparacin de las superficies para pintar ser de acuerdo con lo establecido
en la norma sueca SIS 05 5900, ltima edicin.
Las superficies de las tuberas se sometern a un arenado o granallado para
lograr su limpieza. La preparacin de la superficie incluye la remocin de xido,
capa de laminacin, salpicaduras de soldadura y la eliminacin de las rebabas y
bordes angulosos.
La superficie interior tendr un grado de terminacin SA3 y la superficie exterior
SA2.5.
Durante todo el tiempo que dure el proceso de limpieza con chorro de arena y
hasta que la pintura se haya completado, el Contratista deber mantener una
ventilacin forzada dentro de la tubera. La ventilacin deber mantener la
concentracin de vapores txicos bajo el nivel en que hay peligro de intoxicacin o
explosin.
Una vez arenadas las superficies metlicas se retirarn todas las materias sueltas
y el polvo mediante aire, escobillas o escobillones de fibra vegetal, terminndose
con una succionadora al vaco para obtener una superficie adecuada para la
aplicacin de la pintura.
Todos los bordes de piezas que debern ser soldadas en obra debern
protegerse, posterior a la limpieza, mediante cinta o papel adhesivo en un ancho
de 50mm.
APLICACIN DE LA PINTURA
Las condiciones ambientales permitidas para la aplicacin de los sistemas de
pinturas son los siguientes:
Temperatura ambiente: mn 10C, mx 38C
Temperatura superficie: mn 10C , mx 38C
B
10428-10-01-IIC-ETE-001
Versin A
10 de 20
Humedad ambiente:
85% HR mxima.
Deber mantenerse la humedad relativa y la temperatura dentro de los lmites
aceptables, mediante una adecuada climatizacin, para evitar el riesgo de
condensacin sobre la superficie interior de la tubera.
Todas las instalaciones elctricas que disponga el Contratista para suministrar
energa elctrica a los diferentes equipos e instalaciones, debern ser a prueba de
chispas para evitar riesgos de explosin.
PINTURA
La pintura de proteccin interior de los tubos y piezas especiales de la tubera
puede ser del tipo:
Amertube 6 de Amercoat, con una capa de espesor 250 micrones
Sistema Ultra High Solid Epoxy Duraplate de Sherwin-Williams, con una
capa de Duraplate UHS Primer de espesor 100 micrones y una capa de
terminacin de Ultra High Solid Epoxy Duraplate UHS Color de espesor
250 micrones.
Un esquema equivalente, propuesto por el Contratista, que deber
someter a la aprobacin del Inspector Jefe.
C
Para la pintura de proteccin exterior de las tuberas en las zonas indicadas en
1.01.05A, se aplicar una capa de anticorrosivo epxico rico en zinc IPONZINC
331-250 de espesor 75 micrones y una capa de esmalte poliuretano opaco
ACROLIN 218 HS COLOR de espesor 100 micrones. El contratista podr
proponer esquemas equivalentes, que deber someter a la aprobacin del
Inspector Jefe.
La aplicacin de las pinturas se har segn instrucciones del fabricante de la
pintura, sobre superficies limpias y secas que hayan sido aprobadas por el
Inspector Jefe.
En cada capa de pintura se deber considerar los siguientes aspectos:
La pintura deber ser aplicada en forma pareja y continua en su
superficie, la terminacin deber ser suave y libre de defectos, manchas,
chorreaduras o huellas de pinceladas. Las capas de pintura debern ser
aplicadas en forma cruzada, respetando los tiempos de aplicacin entre
capas y las condiciones ambientales estipuladas.
Se deber conservar diferente color entre capas facilitando el control de
aplicacin de cada capa de pintura. Los colores por capa sern definidos
previamente por el Inspector Jefe en caso de que no hayan sido
especificadas para el proyecto.
Se deben conservar los tiempos de aplicacin, espesores por capas y
curado que se indiquen en la hoja tcnica del producto a aplicar.
10428-10-01-IIC-ETE-001
Versin A
11 de 20
Toda pelcula de pintura cuya terminacin presente defectos deber ser
removida o lijada segn indique el Inspector Jefe y vuelta a pintar hasta
lograr una buena formacin de la pelcula y buena terminacin.
Cada pintor debe poseer un medidor de espesor de capa hmeda para
comprobar la aplicacin de espesores correctos de pintura.
Cada mano de pintura deber ser inspeccionada y recibida por el
Inspector Jefe. No se podr repintar sin la aprobacin previa del Inspector
Jefe.
No se podr pintar si no se cuenta con un termmetro ambiental y de
contacto e higrmetro en el sitio de trabajo. Ambos deben estar en buen
estado de funcionamiento. El higrmetro debe calibrarse peridicamente,
y al iniciar la faena debe chequearse su estado. Deber llevarse un control
estricto de las temperaturas de punto de roco.
1.1.6
EMBALAJE Y TRANSPORTE
El Contratista deber someter a la aprobacin del Inspector Jefe, previo a su
realizacin, el embalaje y el mtodo de transporte.
Los tubos sin anillos debern ser atiesados internamente, de modo que no se
produzca ovalizacin u otras deformaciones durante el transporte.
El Contratista deber embalar los diversos elementos del suministro de modo que
no sufran deformaciones ni daos durante el transporte. Adems, deber entregar
una lista y descripcin de los bultos en que efectuar el suministro.
Una vez desocupados los embalajes, el Contratista deber hacerse cargo del
traslado de los elementos sobrantes al lugar de disposicin final y definitiva, lugar
que deber contar con la respectiva autorizacin.
1.1.7
MONTAJE
El montaje comprende el transporte de los elementos de la tubera desde el lugar
de fabricacin hasta el sitio definitivo y la ejecucin de todos los trabajos
necesarios para dejar estos elementos soldados en su ubicacin definitiva.
El Contratista deber presentar especificaciones tcnicas indicando su
metodologa de montaje. Estas especificaciones debern establecer la
coordinacin entre las diferentes faenas, como el montaje de las tuberas, etc.
Esta coordinacin deber ser compatible con los programas de construccin de
las obras civiles y de montaje de otros equipos. Estos programas sern
entregados oportunamente por el Inspector Jefe al Contratista, antes de iniciar las
faenas.
10428-10-01-IIC-ETE-001
Versin A
12 de 20
La soldadura de montaje, para empalmar los tubos entre s en su posicin
definitiva, deber ser hecha por personal calificado y segn procedimientos
tambin calificados. Las calificaciones debern hacerse de acuerdo a las normas
ASME antes citadas, y acreditadas mediante certificados y/o protocolos.
Las soldaduras de montaje debern controlarse con examen de ultrasonido, que
deje registro grfico, del 100% de la longitud del cordn. Durante el montaje no se
realizarn soldaduras longitudinales en los tubos, a excepcin de las piezas que
conforman la bifurcacin. Todos los cordones de soldadura de los mantos de
tubos y de los atiesadores que forman las piezas de la bifurcacin debern
controlarse 100% con examen de ultrasonido.
El Inspector Jefe calificar la experiencia del personal que realice el examen de
ultrasonido y podr solicitar su reemplazo si la experiencia no est suficientemente
acreditada. Los exmenes de ultrasonido se efectuarn de acuerdo a lo indicado
en las secciones V y VIII del ASME para este tipo de examen.
Despus de ejecutar la soldadura de montaje se deber reparar la pintura interior
y exterior de los tubos. El esquema de pintura de reparacin debe ser igual al de la
pintura original aplicada en taller. La aplicacin de la pintura debe cumplir con las
mismas condiciones indicadas para la aplicacin de pintura en taller de
fabricacin.
El Contratista ser responsable por daos, fallas y perjuicios producidos en
cualquier instalacin o equipo durante el traslado, montaje de la tubera y hasta la
puesta en servicio, debidos a la intervencin de su personal, aun cuando el equipo
afectado no sea de su suministro.
El Contratista deber considerar la ejecucin de un pre-armado de la bifurcacin
para revisar el ajuste entre las piezas y el alineamiento correcto de los ejes
convergentes al punto de bifurcacin. El montaje final de la bifurcacin slo podr
realizarse luego que el Inspector Jefe apruebe el pre-armado.
1.1.8
HORMIGN
El hormigonado de sillas y machones se har en forma alternada con el montaje
de los elementos que constituyen la tubera.
Los trabajos se ejecutaran de acuerdo a lo indicado en la Seccin XX
ESPECIFICACIONES GENERALES PARA OBRAS DE HORMIGN
10428-10-01-IIC-ETE-001
Versin A
13 de 20
1.1.9
INSPECCIN
La Inspeccin abarcar todas las fases correspondientes a la realizacin de las
obras.
INSPECCIN EN FBRICA
La Inspeccin del suministro se har en los talleres o instalaciones del Contratista,
el cual deber proporcionar, sin cargo, el equipo y personal necesarios para
facilitar la ejecucin de la inspeccin de los materiales y de cada una de las piezas
o elementos que formarn parte del suministro.
A
El Contratista entregar al Inspector Jefe toda la informacin relativa a las
mediciones, ensayos, radiografas realizadas durante la fabricacin, informes de
produccin de soldaduras y todo otro antecedente solicitado por el Inspector Jefe.
Adems, entregar quincenalmente al Inspector Jefe un programa detallado de los
trabajos por realizar.
Los controles se efectuarn durante el proceso de fabricacin o inmediatamente
antes del despacho y los har el Inspector Jefe o bien la persona o entidad a quin
ste autorice.
En el caso de que el Contratista posea instalaciones y laboratorios adecuados
para ejecutar los controles especificados, el Inspector Jefe podr aceptar que
estos controles sean ejecutados por el Contratista, previa inspeccin de las
instalaciones. En todo caso, el Inspector Jefe tendr libre acceso a los laboratorios
y podr supervisar la ejecucin de las pruebas, cuando lo estime conveniente.
La inspeccin previa de los materiales por parte del Inspector Jefe no afecta su
derecho al rechazo posterior por defectos del material, sea ste con o sin
elaboracin.
Se emitirn certificados de inspeccin dejando constancia por escrito del resultado
de todas y cada una de las inspecciones que se efecten.
La aprobacin de los certificados de inspeccin ser primordial y previa a la
recepcin del suministro.
INSPECCIN DE LA FABRICACIN EN OBRA
El Inspector Jefe inspeccionar en la obra los trabajos de terminacin de la
fabricacin.
B
El Inspector Jefe estar ampliamente facultado para tener acceso a todos los
puntos de la faena e instalaciones del Contratista, inspeccionar, calificar y
controlar los materiales, equipos y procesos de trabajo. Podr hacer
observaciones y en caso de duda razonable podr detener las faenas sin que esta
10428-10-01-IIC-ETE-001
Versin A
14 de 20
detencin sea causal de ningn tipo de indemnizacin ni ampliacin de plazos
para el Contratista.
INSPECCIN DEL MONTAJE
El Inspector Jefe inspeccionar en la obra los trabajos de colocacin de los tubos
y piezas especiales en su sitio definitivo, de soldadura, de hormigonado y de
reparacin de pintura.
C
El Inspector Jefe estar ampliamente facultado para tener acceso a todos los
puntos de la faena e instalaciones del Contratista, inspeccionar, calificar y
controlar los materiales, equipos y procesos de trabajo. Podr hacer
observaciones y, en caso de duda razonable, podr detener las faenas sin que
esta detencin sea causal de ningn tipo de indemnizacin ni ampliacin de
plazos para el Contratista.
El Contratista entregar al Inspector Jefe toda la informacin relativa a las
mediciones, ensayos y exmenes realizados durante el montaje, y todo otro
antecedente solicitado por el Inspector Jefe. Adems, entregar quincenalmente al
Inspector Jefe un programa detallado de los trabajos por realizar.
En el caso de que el Contratista posea instalaciones y laboratorios adecuados
para ejecutar los controles especificados, el Inspector Jefe podr aceptar que
estos controles sean ejecutados por el Contratista, previa inspeccin de las
instalaciones. En todo caso, el Inspector Jefe tendr libre acceso a los laboratorios
y podr supervisar la ejecucin de las pruebas, cuando lo estime conveniente.
LIBRO DE CONTROL DE SOLDADURA
Con el objeto de llevar el registro y control de las soldaduras, el Contratista
confeccionar un plano en el cual estar identificado cada cordn de soldadura de
fabricacin y de montaje.
D
En este plano se indicar adems, la categora del examen correspondiente a
cada cordn. Basndose en este plano se llevar un "Libro de Control de
Soldadura" en el cual se anotarn en hojas individuales los resultados de las
pruebas y exmenes, fechas y nombre del soldador calificado que hizo el trabajo o
nmero de la soldadura automtica empleada y las reparaciones hechas en los
cordones.
El Libro de Control de Soldadura se manejar bajo la responsabilidad del
Contratista, y ser controlado por la inspeccin considerndose como documento
indispensable para las recepciones.
El Inspector Jefe tendr amplio acceso a dicho libro y cada hoja deber llevar la
firma del Inspector Jefe.
10428-10-01-IIC-ETE-001
Versin A
15 de 20
El libro podr reemplazarse por hojas individuales para cada tubo. En cada hoja se
dejar constancia, como mnimo, de los siguientes antecedentes:
N de la colada.
N de las planchas.
Pruebas a los cupones.
N de las radiografas.
Las hojas indicadas en el prrafo anterior debern llevar la firma del Inspector Jefe
certificando su conocimiento y aceptacin.
1.1.10
TOLERANCIAS
A ASPECTOS GENERALES
Las tolerancias dimensionales y su verificacin, que se especifican en esta
clusula tienen el carcter de exigencias mnimas.
TOLERANCIAS DE FABRICACIN
Las verificaciones las har el Inspector Jefe o en casos explcitamente
autorizados, el Contratista. Los valores obtenidos al hacer estas verificaciones se
registrarn por escrito, debiendo quedar copia en poder del Inspector Jefe.
B
a) Tolerancias de las Planchas
Los espesores de las planchas tendrn una tolerancia mxima por defecto
de 0,5 mm para espesores hasta 30 mm y 0,7 mm para espesores sobre
30 mm.
El peso de las planchas tendr una tolerancia mxima por defecto de 3,5%
de su peso terico.
b) Tolerancias de los Tubos (Ver esquemas)
01 Circularidad de los tubos:
Los defectos de circularidad se medirn como desviaciones respecto a
una plantilla con la forma de arco de crculo terico del tubo y de una
longitud de cuerda igual a la mitad del radio terico del tubo.
Las desviaciones mximas no debern ser superiores a las obtenidas
de acuerdo con la frmula siguiente:
20
R
h
+
e
2000
En esta frmula:
10428-10-01-IIC-ETE-001
Versin A
(ver Esquema de Tolerancias, Fig.1)
16 de 20
R = radio interior del tubo
e = espesor del tubo
Todas las dimensiones en mm.
02 Longitud de la circunferencia exterior real:
La diferencia entre la longitud exterior real del extremo del tubo y la
longitud terica no podr sobrepasar las magnitudes obtenidas por las
frmulas siguientes:
Por exceso:
2R
L
+ 2 (ereal eterico ) + 4
1000
Por defecto:
2R
L<
+ 2 (ereal eterico )
1000
En ambas frmulas:
R
= radio interior del tubo
e real = espesor real de la plancha
e terico = espesor terico de la plancha
Todas las dimensiones en mm.
03 Diferencia de calce de planchas unidas por soldadura:
Las tolerancias mximas de diferencia de calce de las planchas unidas
por soldadura estarn dadas por las frmulas siguientes:
Para cordn longitudinal:
e
+1
50
(ver Esquema de Tolerancias, Fig. 2)
Para cordn circunferencial:
e
e
+2 +
50
2
(ver Esquema de Tolerancias, Fig. 3)
En ambas frmulas:
e = espesor de la plancha.
e = diferencia entre los espesores de las planchas que se unen.
Todas las dimensiones en mm.
04 Desviacin de la generatriz
La desviacin mxima de la generatriz real respecto a la terica est
dada por la frmula siguiente:
10428-10-01-IIC-ETE-001
Versin A
17 de 20
2L
1000
En esta frmula:
L = longitud del tubo.
Todas las dimensiones en mm.
05 Peso de los tubos:
La tolerancia mxima en el peso de los tubos ser de 3,5% por defecto
respecto al peso terico.
TOLERANCIAS DE MONTAJE
Las verificaciones las har el Inspector Jefe o en casos explcitamente autorizados
el Contratista.
C
Las tolerancias de montaje aqu especificadas, debern incluirse en las
especificaciones de montaje que debe presentar el Contratista.
Excepto en las secciones de unin con otros equipos, las tolerancias mximas de
montaje sern las siguientes:
Alineacin entre los ejes de dos tubos contiguos: 1:500.
Desviacin mxima respecto al eje terico de la tubera: 25 mm.
Circularidad de los tubos:
Los defectos de circularidad se medirn como desviaciones respecto a una
plantilla con la forma de arco de crculo terico del tubo y de una longitud de
cuerda igual a la mitad del radio terico del tubo.
Las desviaciones mximas no debern ser superiores a las obtenidas de
acuerdo con la frmula siguiente:
20
R
h
+
e
2000
(ver Esquema de Tolerancias, Fig.1)
En esta frmula:
R = radio interior del tubo
e = espesor del tubo
Todas las dimensiones en mm.
Diferencia en calce en juntas de soldadura:
Las tolerancias mximas de diferencia de calce de las planchas unidas por
soldadura estarn dadas por las frmulas siguientes:
10428-10-01-IIC-ETE-001
Versin A
18 de 20
Para cordn longitudinal:
e
+1
50
(ver Esquema de Tolerancias, Fig. 2)
Para cordn circunferencial:
e
e
+2 +
50
2
(ver Esquema de Tolerancias, Fig. 3)
En ambas frmulas:
e =
espesor de la plancha
e=
diferencia entre los espesores de las planchas que se unen
Todas las dimensiones en mm.
1.1.11
PRUEBA DE CARGA HIDRULICA
La pieza de bifurcacin ser sometida por el Contratista a una prueba con agua a
presin interior. La pieza de bifurcacin se probar completamente armada, con
sus atiesadores colocados. Las tapas se colocarn en secciones cuyas tensiones
sean solamente anulares al considerar el blindaje en servicio y la bifurcacin
tomando toda la carga sin colaboracin del hormign ni la roca. Es decir, en
dichas secciones, las solicitaciones de flexin, tanto circunferenciales como
longitudinales, estarn claramente amortiguadas.
El Contratista suministrar las tapas todos los elementos adicionales necesarios
para la realizacin de la prueba de presin hidrulica.
10428-10-01-IIC-ETE-001
Versin A
19 de 20
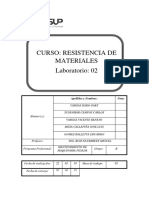
ESQUEMA DE TOLERANCIAS
FIGURA 4.- DESVIACIN DE LA GENERATRIZ
10428-10-01-IIC-ETE-001
Versin A
También podría gustarte
- 1.14.18.2.3.2 Perfil LongitudinalDocumento1 página1.14.18.2.3.2 Perfil LongitudinaltonkiluAún no hay calificaciones
- MC - Vol3 - Instrucciones y Criterios de Diseño - PARTE1Documento438 páginasMC - Vol3 - Instrucciones y Criterios de Diseño - PARTE1Sergio Ruiz93% (27)
- 1.14.18.2.3.5 Piezas Apoyos S3Documento1 página1.14.18.2.3.5 Piezas Apoyos S3tonkiluAún no hay calificaciones
- Vigas Contínuas y Pórticos HiperestáticosDocumento138 páginasVigas Contínuas y Pórticos Hiperestáticoshernan8585% (27)
- Calculos Mecanica Compuertas AcueductosDocumento5 páginasCalculos Mecanica Compuertas Acueductostoni_82_7556Aún no hay calificaciones
- Vigas - Hiperestaticas Universidad de ChileDocumento25 páginasVigas - Hiperestaticas Universidad de ChileLuis OmarAún no hay calificaciones
- 07235-08-03-IPRS-MCA-011 Version 0Documento39 páginas07235-08-03-IPRS-MCA-011 Version 0tonkiluAún no hay calificaciones
- Guia para El Diseño de Pequeñas Centrales Hidroeléctricas PCHDocumento174 páginasGuia para El Diseño de Pequeñas Centrales Hidroeléctricas PCHprofeitmAún no hay calificaciones
- Rollos y Planchas de AceroDocumento2 páginasRollos y Planchas de AceroDiego Mauricio Bernal CastroAún no hay calificaciones
- Catalogo de SoldadurasDocumento18 páginasCatalogo de SoldadurasNana DelgadoAún no hay calificaciones
- 10428-10-01-IIC-CRI-001 Version ADocumento22 páginas10428-10-01-IIC-CRI-001 Version AtonkiluAún no hay calificaciones
- Diseño PlanchaDocumento25 páginasDiseño PlanchatonkiluAún no hay calificaciones
- ISO 5457 Español PDFDocumento17 páginasISO 5457 Español PDFfmtzvargas0% (1)
- Practica 1 Informe IndustrialesDocumento3 páginasPractica 1 Informe IndustrialesPablitoSuntaAún no hay calificaciones
- Metodo Grafico de EstabilidadDocumento34 páginasMetodo Grafico de EstabilidadYssac Yampier Arribasplata MansillaAún no hay calificaciones
- Carcamos de BombeoDocumento11 páginasCarcamos de BombeoAXR12659100% (1)
- Trabajo No 1 MatlabDocumento2 páginasTrabajo No 1 MatlabLina MariaAún no hay calificaciones
- Estadística ClasesDocumento23 páginasEstadística ClasesEduardo E Garcia VAún no hay calificaciones
- Emergencia (Filosofía)Documento12 páginasEmergencia (Filosofía)lautaro_paredes_1Aún no hay calificaciones
- Afinamiento de Grano AluminioDocumento5 páginasAfinamiento de Grano AluminioGuevaraEdwinAún no hay calificaciones
- Laboratorio 02Documento21 páginasLaboratorio 02GJ VargasAún no hay calificaciones
- ONDAS ELASTICAS EN UNA VARILLA ξDocumento4 páginasONDAS ELASTICAS EN UNA VARILLA ξdorr916Aún no hay calificaciones
- DMX EspanolDocumento19 páginasDMX EspanolRonald Cuenta MamaniAún no hay calificaciones
- Sistema Trifasico de Corriente AlternaDocumento2 páginasSistema Trifasico de Corriente Alternaestevan gutierrezAún no hay calificaciones
- Introducción A La Lingüística CognitivaDocumento25 páginasIntroducción A La Lingüística CognitivaDari Ral Maid100% (1)
- Métodos de ajuste automático de controladoresDocumento15 páginasMétodos de ajuste automático de controladoresCarlos Adrián Tenorio RomeroAún no hay calificaciones
- IgnimbritaDocumento29 páginasIgnimbritaJuan LauraAún no hay calificaciones
- Movimiento parabólico de un proyectilDocumento4 páginasMovimiento parabólico de un proyectilingrid fragaAún no hay calificaciones
- Secado DecrecienteDocumento10 páginasSecado DecrecienteGary Anthony Huamán DelgadoAún no hay calificaciones
- Determinacion de FosfatosDocumento6 páginasDeterminacion de FosfatosaaaaanaisAún no hay calificaciones
- Boquillas de InyecciónDocumento3 páginasBoquillas de InyecciónAlarick OohAún no hay calificaciones
- Norma de edificaciones categoría A1Documento29 páginasNorma de edificaciones categoría A1Recomendación De PáginasAún no hay calificaciones
- Informe 3Documento6 páginasInforme 3Carlos EliasAún no hay calificaciones
- Determinación de parámetros físicos del suelo en Cochas y Santa ElenaDocumento8 páginasDeterminación de parámetros físicos del suelo en Cochas y Santa ElenaLeslie Gianella ARAún no hay calificaciones
- 6 Clase - Clasificación de YacimientosDocumento9 páginas6 Clase - Clasificación de YacimientosthedmenaAún no hay calificaciones
- LIXIVIACIÓN (Resumen, McCabe, Perry)Documento5 páginasLIXIVIACIÓN (Resumen, McCabe, Perry)Brenda Maria Monterroso WaightAún no hay calificaciones
- Dinamica de Poblaciones¡¡Documento9 páginasDinamica de Poblaciones¡¡Jake Berryman TannebergerAún no hay calificaciones
- De 82070 0004 BR EsDocumento24 páginasDe 82070 0004 BR EsXimena Delgado SoloagaAún no hay calificaciones
- Pendulo Fisico o CompuestoDocumento19 páginasPendulo Fisico o CompuestoHeyner JCAún no hay calificaciones
- ArmonicosDocumento29 páginasArmonicosDanielsam BorquezAún no hay calificaciones
- CORRELACIÓNDocumento16 páginasCORRELACIÓNAleman Medina JonathanAún no hay calificaciones
- Diseño Estructural de Ampliacion de Vivienda en HowardDocumento52 páginasDiseño Estructural de Ampliacion de Vivienda en HowardAngel Arturo Ortega LopezAún no hay calificaciones