También podría gustarte
- Boilers PDFDocumento28 páginasBoilers PDFThulasi RamAún no hay calificaciones
- Boiler Integrity & EfiiciencyDocumento45 páginasBoiler Integrity & EfiiciencySumaira KhanAún no hay calificaciones
- UCH Power Plant 990 MWDocumento17 páginasUCH Power Plant 990 MWAdnan119Aún no hay calificaciones
- Basic Principles of Steam Turbine1Documento141 páginasBasic Principles of Steam Turbine1Durga Prasad PadhyAún no hay calificaciones
- Boiler - Operation and Maintenance of BoilersDocumento57 páginasBoiler - Operation and Maintenance of Boilersdumitrescu viorel80% (5)
- Ulaganath Madan Was The Sales and Commercial Manager of The Bombay Area When He Had Put His Papers in His OfficeDocumento1 páginaUlaganath Madan Was The Sales and Commercial Manager of The Bombay Area When He Had Put His Papers in His OfficeGirinathAún no hay calificaciones
- Boiler Raeding Material - Dec 05Documento66 páginasBoiler Raeding Material - Dec 05Dipali AcharyaAún no hay calificaciones
- Terry Steam Turbine PDFDocumento44 páginasTerry Steam Turbine PDFvcharles100% (1)
- LIMITS FITS Design of GaugesDocumento83 páginasLIMITS FITS Design of GaugesNihar ApteAún no hay calificaciones
- Soot Deposits and Fires in Exhaust Gas BoilersDocumento21 páginasSoot Deposits and Fires in Exhaust Gas BoilersJose G. CastilloAún no hay calificaciones
- Better Understand BoilersDocumento6 páginasBetter Understand BoilersdigecaAún no hay calificaciones
- Fma 1967Documento45 páginasFma 1967John LingAún no hay calificaciones
- Boiler Commissioning ActivitiesDocumento22 páginasBoiler Commissioning ActivitiesSaurabh Kumar100% (1)
- DLT 609-1996 300MW Grade Steam Turbine OperationDocumento40 páginasDLT 609-1996 300MW Grade Steam Turbine OperationAleksandar MilicAún no hay calificaciones
- Troubleshooting Boiler OperationDocumento5 páginasTroubleshooting Boiler OperationRahul ChandrawarAún no hay calificaciones
- Boiler Economizer CalculationDocumento1 páginaBoiler Economizer CalculationSuyog12312350% (2)
- Power Plant EfficiencyDocumento27 páginasPower Plant EfficiencyAnupam XessAún no hay calificaciones
- Ferrocare LVDH Oil Cleaning MachineDocumento2 páginasFerrocare LVDH Oil Cleaning Machinessheart_mindAún no hay calificaciones
- Boiler and Steam BasicsDocumento7 páginasBoiler and Steam BasicsJanneth Herrera FloresAún no hay calificaciones
- Principles of Steam GenerationDocumento30 páginasPrinciples of Steam GenerationAnil KumarAún no hay calificaciones
- 2.5 Lubrication System - NotesDocumento6 páginas2.5 Lubrication System - NotesAustin ChechecheAún no hay calificaciones
- CFBC BoilersDocumento11 páginasCFBC BoilersManoj DesaiAún no hay calificaciones
- Regenerator & RecuperatorDocumento33 páginasRegenerator & RecuperatorDhrubajyoti Das100% (1)
- Commissioning Manual DH-6155: Descon Engineering LTDDocumento102 páginasCommissioning Manual DH-6155: Descon Engineering LTDHammad AhmedAún no hay calificaciones
- ReviewerDocumento7 páginasReviewerAriel Mark Pilotin50% (2)
- 34 - 244Documento208 páginas34 - 244rohithunni100% (1)
- MotorDocumento84 páginasMotorSarath Raghav100% (1)
- Auxiliary BoilerDocumento56 páginasAuxiliary BoilerNirdosh AnanthAún no hay calificaciones
- Condenser & BoilerDocumento33 páginasCondenser & BoilerShaun Patrick Albao100% (1)
- Boiler Module VDocumento23 páginasBoiler Module VdeepanckAún no hay calificaciones
- Layout of Condensate Return LinesDocumento8 páginasLayout of Condensate Return Linessimran_99Aún no hay calificaciones
- Fluidized Bed SystemsDocumento300 páginasFluidized Bed SystemshexbiAún no hay calificaciones
- Boiler Feedwater - WikipediaDocumento4 páginasBoiler Feedwater - Wikipediacepong89Aún no hay calificaciones
- ENSYN RTP Description (2011)Documento25 páginasENSYN RTP Description (2011)iboukis100% (1)
- Power Plant Emergency InsructionDocumento14 páginasPower Plant Emergency InsructionbatporaAún no hay calificaciones
- The Concept of AlkalinityDocumento12 páginasThe Concept of AlkalinityDimas Eko PrasetyoAún no hay calificaciones
- Iiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Documento3 páginasIiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Shivam Kumar RaiAún no hay calificaciones
- Online Remote Condition Monitoring, Case Study Thermal Power Plant in ZimbabweDocumento15 páginasOnline Remote Condition Monitoring, Case Study Thermal Power Plant in ZimbabweLeanmark MayahleAún no hay calificaciones
- 22.7.4 Yuanda 150 Kg Medical Waste Incinerator Quotation医疗垃圾含湿式除尘Documento9 páginas22.7.4 Yuanda 150 Kg Medical Waste Incinerator Quotation医疗垃圾含湿式除尘Ahlam BelaroussiAún no hay calificaciones
- Boiler Report PDFDocumento36 páginasBoiler Report PDFsaikumarvavillaAún no hay calificaciones
- 34 Boiler AccessoriesDocumento21 páginas34 Boiler AccessoriesSwaraj TodankarAún no hay calificaciones
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Documento32 páginasCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- Gas Turbine Power Plant: By: Ms. Monika DeshwalDocumento19 páginasGas Turbine Power Plant: By: Ms. Monika DeshwalKeshantSharma100% (1)
- HEI-IMS-CHEM-SOP05 HRSG and CCCW Chemical Dosing and PreparationDocumento7 páginasHEI-IMS-CHEM-SOP05 HRSG and CCCW Chemical Dosing and Preparationrizwan chAún no hay calificaciones
- How Car Engines Work PDFDocumento3 páginasHow Car Engines Work PDFMiguel Campusano RodriguezAún no hay calificaciones
- Servo Grade OilsDocumento29 páginasServo Grade OilsChandra Kaladhara Rao KuntamukkalaAún no hay calificaciones
- Training ReportPDF PDFDocumento42 páginasTraining ReportPDF PDFAman RajAún no hay calificaciones
- 8.chapter 5 Compressed Air SystemDocumento17 páginas8.chapter 5 Compressed Air SystemAbdullah TalibAún no hay calificaciones
- 57-62 1m809 - Eng72dpiDocumento6 páginas57-62 1m809 - Eng72dpiAbhinav TewariAún no hay calificaciones
- Pump Manual - Single Plunger AmbicaDocumento24 páginasPump Manual - Single Plunger AmbicaHimTex /JaswinderAún no hay calificaciones
- Distillation Application in PetroleumDocumento46 páginasDistillation Application in Petroleumamirthalingam_b671Aún no hay calificaciones
- Soot Sticks-Soot RemoverDocumento2 páginasSoot Sticks-Soot Removeravm4343Aún no hay calificaciones
- Hydraulic Actuator SpecificationsDocumento3 páginasHydraulic Actuator SpecificationsRizky RamadhaniAún no hay calificaciones
- Mechanical Interview Questions and AnswersDocumento7 páginasMechanical Interview Questions and AnswersAkesh KakarlaAún no hay calificaciones
- A Research Paper On Design and Analysis of Shaftless Steam TurbineDocumento5 páginasA Research Paper On Design and Analysis of Shaftless Steam TurbineEditor IJTSRDAún no hay calificaciones
- What Is Lamont Boiler?Documento3 páginasWhat Is Lamont Boiler?Muhammad Fahmi HidayatullohAún no hay calificaciones
- Cornish BoilerDocumento4 páginasCornish BoilerKhuram IqbalAún no hay calificaciones
- ZJD Series Lubricant Oil Purifier 2020Documento14 páginasZJD Series Lubricant Oil Purifier 2020Alex100% (1)
- Power Generation by Bagasse FuelDocumento48 páginasPower Generation by Bagasse FuelShawala AzharAún no hay calificaciones
- Chemicalcleaning For BoilerDocumento16 páginasChemicalcleaning For Boilerak_thimiriAún no hay calificaciones
- Boiler InspectionDocumento43 páginasBoiler InspectionAndy ChongAún no hay calificaciones
- Daily Maintenance BoilerDocumento3 páginasDaily Maintenance BoilerAppleuk SudarAún no hay calificaciones
- H2 Type Direct Fire Chiller Operation Manual PDFDocumento79 páginasH2 Type Direct Fire Chiller Operation Manual PDFUmar Majeed100% (2)
- MH BOE 2014 Paper 1 SolutionDocumento15 páginasMH BOE 2014 Paper 1 SolutionPratima MondalAún no hay calificaciones
- BoilersDocumento46 páginasBoilersGurvir Singh MaviAún no hay calificaciones
- The Dead Weight Safety Valve Consists of A ValveDocumento4 páginasThe Dead Weight Safety Valve Consists of A ValveAsif Saleem0% (1)
- Exergy Analysis of Organic Rankine CycleDocumento9 páginasExergy Analysis of Organic Rankine CycleMukul GoyalAún no hay calificaciones
- 2 (1) 2boilerDocumento31 páginas2 (1) 2boileraakashtrivediAún no hay calificaciones
- حسين عباس22Documento14 páginasحسين عباس22احمد كريم خلفAún no hay calificaciones
- Boiler Steam Generation Distribution 1712008851Documento37 páginasBoiler Steam Generation Distribution 1712008851sukhvinderAún no hay calificaciones
- English Language Arts Curriculum: GRADE 5 Module 3B Unit 1Documento54 páginasEnglish Language Arts Curriculum: GRADE 5 Module 3B Unit 1Hassan Funsho AkandeAún no hay calificaciones
- g5 M2a U1 Revised2Documento38 páginasg5 M2a U1 Revised2Hassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 5 Module 3A Unit 3Documento68 páginasEnglish Language Arts Curriculum: GRADE 5 Module 3A Unit 3Hassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 5 Module 3A Unit 2Documento54 páginasEnglish Language Arts Curriculum: GRADE 5 Module 3A Unit 2Hassan Funsho AkandeAún no hay calificaciones
- g5 3A U1 Revised2Documento28 páginasg5 3A U1 Revised2Hassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 7 Module 3A Unit 3Documento64 páginasEnglish Language Arts Curriculum: GRADE 7 Module 3A Unit 3Hassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 8 Module 3A Unit 3Documento43 páginasEnglish Language Arts Curriculum: GRADE 8 Module 3A Unit 3Hassan Funsho AkandeAún no hay calificaciones
- g8 m1 U3 Revised2Documento24 páginasg8 m1 U3 Revised2Hassan Funsho AkandeAún no hay calificaciones
- ELA g8 m2b U2 FinishedDocumento83 páginasELA g8 m2b U2 FinishedHassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 8 Module 3A Unit 3Documento43 páginasEnglish Language Arts Curriculum: GRADE 8 Module 3A Unit 3Hassan Funsho AkandeAún no hay calificaciones
- g3 m2b U1 Workbook ElaDocumento63 páginasg3 m2b U1 Workbook ElaHassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 3 Module 2B Unit 3Documento42 páginasEnglish Language Arts Curriculum: GRADE 3 Module 2B Unit 3Hassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 3 Module 3A Unit 2Documento55 páginasEnglish Language Arts Curriculum: GRADE 3 Module 3A Unit 2Hassan Funsho AkandeAún no hay calificaciones
- g3m3b U3 Workbook ElaDocumento29 páginasg3m3b U3 Workbook ElaHassan Funsho AkandeAún no hay calificaciones
- g8m3b U3 Workbook ElaDocumento20 páginasg8m3b U3 Workbook ElaHassan Funsho AkandeAún no hay calificaciones
- English Language Arts Curriculum: GRADE 3 Module 4 Unit 3Documento52 páginasEnglish Language Arts Curriculum: GRADE 3 Module 4 Unit 3Hassan Funsho AkandeAún no hay calificaciones
- Math 7 Life Science: Lesson Plans 4 Quarter Week 8Documento1 páginaMath 7 Life Science: Lesson Plans 4 Quarter Week 8Hassan Funsho AkandeAún no hay calificaciones
- Word Familes - Ing RevDocumento1 páginaWord Familes - Ing RevHassan Funsho AkandeAún no hay calificaciones
- H - R - CL - : Name - DateDocumento1 páginaH - R - CL - : Name - DateHassan Funsho AkandeAún no hay calificaciones
- RS 310-410-510-610/M MZ SERIES: Modulating Gas BurnersDocumento11 páginasRS 310-410-510-610/M MZ SERIES: Modulating Gas Burnersaegean227Aún no hay calificaciones
- Thermal Power PlantDocumento14 páginasThermal Power PlantAkiraAún no hay calificaciones
- Instructions For Use Installation and Servicing: Themaclassic F24E Plus Themaclassic F30E PlusDocumento56 páginasInstructions For Use Installation and Servicing: Themaclassic F24E Plus Themaclassic F30E PlusaurasAún no hay calificaciones
- ABS SVR - Part4 - 2006Documento748 páginasABS SVR - Part4 - 2006kman548Aún no hay calificaciones
- EKG Class4 Questions OnlyDocumento6 páginasEKG Class4 Questions OnlyVyas SrinivasanAún no hay calificaciones
- BECIS DANONE Projectboard 2x1.5 CDocumento1 páginaBECIS DANONE Projectboard 2x1.5 CKita MediaAún no hay calificaciones
- JBT White Paper Continuous SterilizersDocumento15 páginasJBT White Paper Continuous SterilizersRaghu RamAún no hay calificaciones
- Thermal Power PlantDocumento42 páginasThermal Power PlantAravind C.KAún no hay calificaciones
- HOVAL Dati Tecnici Caldaie IngleseDocumento57 páginasHOVAL Dati Tecnici Caldaie Ingleseosama alabsiAún no hay calificaciones
- 2001 01 Practical Guide - Avoiding Boiler Problems - ReevesDocumento7 páginas2001 01 Practical Guide - Avoiding Boiler Problems - ReevesmeomeportabAún no hay calificaciones
- WM 10 Burners Ca2011 12Documento36 páginasWM 10 Burners Ca2011 12faizal rizkiAún no hay calificaciones
- CV - Mohd Nadim - 01-06-2017Documento6 páginasCV - Mohd Nadim - 01-06-2017Mohammad NadimAún no hay calificaciones
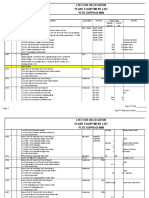
- PLTD Suppa Equipment List For Relokasi Review Rev1Documento112 páginasPLTD Suppa Equipment List For Relokasi Review Rev1'PeRsona NoUn GraTa'Aún no hay calificaciones
- HGR B9020 Is01 PlateworkDocumento27 páginasHGR B9020 Is01 PlateworkPaul PridhamAún no hay calificaciones
- Asme Certification ProgDocumento12 páginasAsme Certification ProgLai Mei EeAún no hay calificaciones
- Boiler+Survey+Sheet+ (2) Abcdpdf PDF To WordDocumento2 páginasBoiler+Survey+Sheet+ (2) Abcdpdf PDF To WordAhmadSulistyoAún no hay calificaciones
- TERMOHIDRAULIKA CEVNIH SISTEMA KOTLOVA NA BLOKOVIMA B1 I B2 TERMOELEKTRANE „NIKOLA TESLA B” _ THERMALHYDRAULICS OF TUBE SYSTEMS IN STEAM BOILERS AT UNITS B1 AND B2 OF THERMAL POWER PLANT „NIKOLA TESLA B“Documento10 páginasTERMOHIDRAULIKA CEVNIH SISTEMA KOTLOVA NA BLOKOVIMA B1 I B2 TERMOELEKTRANE „NIKOLA TESLA B” _ THERMALHYDRAULICS OF TUBE SYSTEMS IN STEAM BOILERS AT UNITS B1 AND B2 OF THERMAL POWER PLANT „NIKOLA TESLA B“Nikola MilovanovićAún no hay calificaciones
- Ibr FormsDocumento117 páginasIbr FormsAkhilesh KumarAún no hay calificaciones
- U.S. Steam Boiler MarketDocumento80 páginasU.S. Steam Boiler MarketnikhilpampatwarAún no hay calificaciones