También podría gustarte
- CG Photo Editing2Documento3 páginasCG Photo Editing2Mylene55% (11)
- 06 Hydraulic PumpingDocumento71 páginas06 Hydraulic PumpingAZDOLMANAún no hay calificaciones
- Report On Artificial Gas Lift 1Documento60 páginasReport On Artificial Gas Lift 1Abhilash Baranwal100% (1)
- Sucker Rods HandbookDocumento14 páginasSucker Rods HandbookJaime Andres Trujillo86% (7)
- Electric Submersible Pump BasicsDocumento146 páginasElectric Submersible Pump BasicsAbhoe Stank100% (6)
- Electric Submersible PumpsDocumento17 páginasElectric Submersible PumpsFranklyn Frank100% (3)
- Rod Pump& PCPDocumento17 páginasRod Pump& PCPsouthliAún no hay calificaciones
- Colfax MR Series CompresorDocumento2 páginasColfax MR Series CompresorinvidiuoAún no hay calificaciones
- Value of Rod Pumped ControlDocumento49 páginasValue of Rod Pumped ControlJefferson VillamizarAún no hay calificaciones
- ESP MonitoringDocumento16 páginasESP Monitoringtrunglqvpi100% (1)
- Artificial Lift MethodsDocumento10 páginasArtificial Lift MethodsMohamed Nazeer Mohd IsmailAún no hay calificaciones
- Spe 178433 Pa PDFDocumento9 páginasSpe 178433 Pa PDFPabloXavierAún no hay calificaciones
- PMP IntakeDocumento23 páginasPMP IntakeRiyan YonathanAún no hay calificaciones
- Electric Submersible PumpDocumento14 páginasElectric Submersible PumpIzzah Ishak100% (1)
- Chapter 01 IntroductionDocumento12 páginasChapter 01 Introductiondewidar1234100% (1)
- Dual Gas Lift PDFDocumento15 páginasDual Gas Lift PDFConnor SailorAún no hay calificaciones
- Artificial Lift Techniques - Part 2Documento7 páginasArtificial Lift Techniques - Part 2Shubham GuptaAún no hay calificaciones
- Artificial Lift: Abdullah Bin ZiadDocumento39 páginasArtificial Lift: Abdullah Bin ZiadGilbertAún no hay calificaciones
- Electric Submersible Pumps For The Petroleum IndustryDocumento20 páginasElectric Submersible Pumps For The Petroleum Industrysouthli100% (1)
- The Production Allocation Utility in Aspentech Hysys and The Myth of Production AllocationDocumento3 páginasThe Production Allocation Utility in Aspentech Hysys and The Myth of Production Allocationnwosu_dixonAún no hay calificaciones
- Artificial Lift PDFDocumento44 páginasArtificial Lift PDFAshraf MansourAún no hay calificaciones
- Dual Gas LiftDocumento15 páginasDual Gas LiftAvinav KumarAún no hay calificaciones
- Electrical Submersible Pumps PDFDocumento4 páginasElectrical Submersible Pumps PDFJokoAún no hay calificaciones
- Tubing Performance VLPDocumento4 páginasTubing Performance VLPDhiaa LaMiAún no hay calificaciones
- Chapter 5 - Gas LiftDocumento57 páginasChapter 5 - Gas LiftFranklyn Frank100% (2)
- Subsea Engineering Flow Assurance: Hold-Up Flow RegimesDocumento56 páginasSubsea Engineering Flow Assurance: Hold-Up Flow RegimesgetmellowAún no hay calificaciones
- A Review of Downhole Separation TechnologyDocumento8 páginasA Review of Downhole Separation TechnologyIbrahim NugrahaAún no hay calificaciones
- Development of Nodal Analysis For Production OptimizationDocumento3 páginasDevelopment of Nodal Analysis For Production OptimizationMbarouk Shaame MbaroukAún no hay calificaciones
- Application Guideline of Elastomer To PCP Stator42Documento16 páginasApplication Guideline of Elastomer To PCP Stator42yorman89Aún no hay calificaciones
- Nodal Analysis IPIMSDocumento80 páginasNodal Analysis IPIMShaiderAún no hay calificaciones
- Gas Seperator PDFDocumento11 páginasGas Seperator PDFshy_boyAún no hay calificaciones
- Plunger LiftDocumento5 páginasPlunger LiftrocacantuAún no hay calificaciones
- ESP Design & Analysis With Pressure GradientADocumento16 páginasESP Design & Analysis With Pressure GradientAAldi RiyaldiAún no hay calificaciones
- Study On Downhole Multi-Sensor Monitoring and Data Transmission of Electric Submersible PumpDocumento4 páginasStudy On Downhole Multi-Sensor Monitoring and Data Transmission of Electric Submersible PumpRishal AliAún no hay calificaciones
- ESP SystemsDocumento22 páginasESP SystemsNabila GhaisaniAún no hay calificaciones
- ESP Reliability Theory and Failure AnalysisDocumento1 páginaESP Reliability Theory and Failure Analysisazareiforoush100% (1)
- Reservoir Rock Properties and Fluid FlowDocumento2 páginasReservoir Rock Properties and Fluid Flowtassili17Aún no hay calificaciones
- GAS LIFT TROUBLESHOOTING GUIDE Oilproduction PDFDocumento20 páginasGAS LIFT TROUBLESHOOTING GUIDE Oilproduction PDFSteve MarfissiAún no hay calificaciones
- Spontaneous Potential (SP) LogDocumento14 páginasSpontaneous Potential (SP) LogMuhammad NursalamAún no hay calificaciones
- Basic Artificial LiftDocumento9 páginasBasic Artificial LiftlabrujisAún no hay calificaciones
- Wellhead Choke Manifold (WCM)Documento2 páginasWellhead Choke Manifold (WCM)Anonymous yWgZxGW5dAún no hay calificaciones
- Introduction To Plunger LiftDocumento6 páginasIntroduction To Plunger LiftMiguel Urzagaste CruzAún no hay calificaciones
- ESP Design ProjectDocumento26 páginasESP Design ProjectOloum UshoAún no hay calificaciones
- Well Test Tools - PPTDocumento46 páginasWell Test Tools - PPTkartikeyAún no hay calificaciones
- Section 10, Conducting The Well TestDocumento24 páginasSection 10, Conducting The Well TesthammamiAún no hay calificaciones
- AMT Module 1 - PartB-1Documento12 páginasAMT Module 1 - PartB-1PrathikAún no hay calificaciones
- Composition Measurement of Multiphase FlowDocumento17 páginasComposition Measurement of Multiphase FlowsalemAún no hay calificaciones
- Pigging System PDFDocumento4 páginasPigging System PDFeka resmanaAún no hay calificaciones
- Module 14 - Submersible Pump - LectDocumento40 páginasModule 14 - Submersible Pump - LectmahmoudAún no hay calificaciones
- Dynamic Flow Performance Modeling of A Gas-Lift ValveDocumento11 páginasDynamic Flow Performance Modeling of A Gas-Lift Valvemohamed fathyAún no hay calificaciones
- SPE-184215 - Hybrid System - ESP and GL - Aplication From Conceptual To Pilot TestDocumento13 páginasSPE-184215 - Hybrid System - ESP and GL - Aplication From Conceptual To Pilot TestDede PratamaAún no hay calificaciones
- Abstract - Water ShutoffDocumento1 páginaAbstract - Water ShutoffMahesh MeenaAún no hay calificaciones
- Permanent Dowhole GuageDocumento14 páginasPermanent Dowhole Guagemrjohnston37Aún no hay calificaciones
- Esp Reda SLB - VSDDocumento33 páginasEsp Reda SLB - VSDneoamnAún no hay calificaciones
- Pressure Transient PDFDocumento11 páginasPressure Transient PDFenriqueg_53Aún no hay calificaciones
- Kal War 2017Documento10 páginasKal War 2017khusnul9Aún no hay calificaciones
- Increasing The Profits & Production of Mature Fields Through Optimized Jet Pump Design & Operational ConsiderationsDocumento9 páginasIncreasing The Profits & Production of Mature Fields Through Optimized Jet Pump Design & Operational ConsiderationsIndra BayuAún no hay calificaciones
- SPE-177990-MS Electric Submersible Pump Installation and Commissioning - Challenges and Lesson Learned From Field DevelopmentDocumento17 páginasSPE-177990-MS Electric Submersible Pump Installation and Commissioning - Challenges and Lesson Learned From Field Developmentmahmoud korieshAún no hay calificaciones
- Thesis On Centrifugal Pump DesignDocumento6 páginasThesis On Centrifugal Pump Designjessicacannellamanchester100% (2)
- Research Paper On PumpsDocumento4 páginasResearch Paper On Pumpsnikuvivakuv3100% (1)
- ESP 9-Step DesignDocumento31 páginasESP 9-Step Designeng.osama100% (2)
- Total Well Management IIDocumento14 páginasTotal Well Management IIEdgar Tellez100% (1)
- ADocumento54 páginasActyvteAún no hay calificaciones
- (Sat) - 072023Documento7 páginas(Sat) - 072023DhananjayPatelAún no hay calificaciones
- VimDocumento258 páginasVimMichael BarsonAún no hay calificaciones
- Module 5 What Is Matter PDFDocumento28 páginasModule 5 What Is Matter PDFFLORA MAY VILLANUEVAAún no hay calificaciones
- CATaclysm Preview ReleaseDocumento52 páginasCATaclysm Preview ReleaseGhaderalAún no hay calificaciones
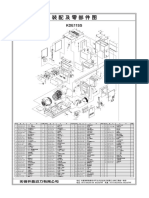
- KDE11SSDocumento2 páginasKDE11SSluisgomezpasion1Aún no hay calificaciones
- Project Quality Plan (JFJS-788)Documento18 páginasProject Quality Plan (JFJS-788)mominAún no hay calificaciones
- 0012 Mergers and Acquisitions Current Scenario andDocumento20 páginas0012 Mergers and Acquisitions Current Scenario andJuke LastAún no hay calificaciones
- Federalist Papers 10 51 ExcerptsDocumento2 páginasFederalist Papers 10 51 Excerptsapi-292351355Aún no hay calificaciones
- Word CountDocumento3 páginasWord CountLeo LonardelliAún no hay calificaciones
- 3400 MD IomDocumento52 páginas3400 MD IomIhabAún no hay calificaciones
- Noise and DB Calculations: Smart EDGE ECE Review SpecialistDocumento2 páginasNoise and DB Calculations: Smart EDGE ECE Review SpecialistLM BecinaAún no hay calificaciones
- Mushroom Project - Part 1Documento53 páginasMushroom Project - Part 1Seshadev PandaAún no hay calificaciones
- Niveshdaily: From Research DeskDocumento53 páginasNiveshdaily: From Research DeskADAún no hay calificaciones
- Introduction To EthicsDocumento18 páginasIntroduction To EthicsMarielle Guerra04Aún no hay calificaciones
- Practice - Test 2Documento5 páginasPractice - Test 2Nguyễn QanhAún no hay calificaciones
- G10 Lesson2 DLPDocumento13 páginasG10 Lesson2 DLPAngeles, Mark Allen CAún no hay calificaciones
- Debate ReportDocumento15 páginasDebate Reportapi-435309716Aún no hay calificaciones
- Virtual WorkDocumento12 páginasVirtual Workdkgupta28Aún no hay calificaciones
- Traditional Perceptions and Treatment of Mental Illness in EthiopiaDocumento7 páginasTraditional Perceptions and Treatment of Mental Illness in EthiopiaifriqiyahAún no hay calificaciones
- The New Order of BarbariansDocumento39 páginasThe New Order of Barbariansbadguy100% (1)
- A P P E N D I X Powers of Ten and Scientific NotationDocumento5 páginasA P P E N D I X Powers of Ten and Scientific NotationAnthony BensonAún no hay calificaciones
- KLA28 ProductsapplicationpresetDocumento2 páginasKLA28 ProductsapplicationpresetcarxmozAún no hay calificaciones
- I M Com QT Final On16march2016Documento166 páginasI M Com QT Final On16march2016Khandaker Sakib Farhad0% (1)
- Yale Revision WorksheetDocumento3 páginasYale Revision WorksheetYASHI AGRAWALAún no hay calificaciones
- 444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16Documento1 página444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16whatisAún no hay calificaciones
- Maths Formulas For IGCSEDocumento2 páginasMaths Formulas For IGCSEHikma100% (1)
- CA21159 MG 8 Digital BookletDocumento5 páginasCA21159 MG 8 Digital BookletcantaloupemusicAún no hay calificaciones