También podría gustarte
- La Fabrica de HiladosDocumento9 páginasLa Fabrica de Hiladossimonvega100% (1)
- Simbologia en Planos de InstalacionesDocumento8 páginasSimbologia en Planos de InstalacionesChristian DíazAún no hay calificaciones
- 08 - Ramón Gutierrez - Arq y Urbanismo en IberoamericaDocumento6 páginas08 - Ramón Gutierrez - Arq y Urbanismo en IberoamericaIri LovAún no hay calificaciones
- La Arquitectura y La Revoluciòn IndustrialDocumento6 páginasLa Arquitectura y La Revoluciòn IndustrialCoronado IsraelAún no hay calificaciones
- Diferencia Entre Altos Hornos y Hornos de AceríaDocumento5 páginasDiferencia Entre Altos Hornos y Hornos de AceríaDale Leon33% (3)
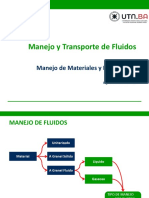
- Manejo de Fluidos: Tipos y Elementos ClaveDocumento85 páginasManejo de Fluidos: Tipos y Elementos ClavegiulianogjAún no hay calificaciones
- Deteminacion Del Caudal y Tecnicas de Muestreo en Agua SuperficialDocumento76 páginasDeteminacion Del Caudal y Tecnicas de Muestreo en Agua SuperficialRodolfo Jose KAún no hay calificaciones
- Informe TécnicoDocumento24 páginasInforme TécnicoDAVID PAZAún no hay calificaciones
- Manual Instalacion de GasDocumento40 páginasManual Instalacion de GasYaneliGarciaAún no hay calificaciones
- Aislamiento Térmico en La EdificaciónDocumento13 páginasAislamiento Térmico en La EdificaciónDAVIDTEKAún no hay calificaciones
- Admon de Proyectos de Construccion - Apunte - 1Documento54 páginasAdmon de Proyectos de Construccion - Apunte - 1abraham_agm83Aún no hay calificaciones
- Diferencia Entre Diseño y PlanificaciónDocumento2 páginasDiferencia Entre Diseño y PlanificaciónJosé Gerardo Jaramillo UlloaAún no hay calificaciones
- Normas de VentilacionDocumento17 páginasNormas de VentilacionRicardoo ReyessAún no hay calificaciones
- Ficha #3 - Gas Envasado o LicuadoDocumento8 páginasFicha #3 - Gas Envasado o LicuadoJosefina ZuttionAún no hay calificaciones
- Tesis MachacaDocumento83 páginasTesis MachacaGerardo CrialesAún no hay calificaciones
- Tema 4 - La Ética ProfesionalDocumento11 páginasTema 4 - La Ética ProfesionalAlan Rodríguez Carrillo100% (1)
- Resumen La Integracion de Las Artes Carlos Raul VillanuevaDocumento4 páginasResumen La Integracion de Las Artes Carlos Raul VillanuevaScarlettVelasquez100% (1)
- Norma Iso 15489Documento3 páginasNorma Iso 15489Jorge Luis JulioAún no hay calificaciones
- Cañerias de GasDocumento18 páginasCañerias de GasJoaquin UlianaAún no hay calificaciones
- Cómo Pedir y Recibir Hormigón Elaborado - Parte 2 UNCDocumento45 páginasCómo Pedir y Recibir Hormigón Elaborado - Parte 2 UNCMaria Lujan CodesidoAún no hay calificaciones
- Manual de Diseno para La Construccion en Acero-AISC-AhmsaDocumento23 páginasManual de Diseno para La Construccion en Acero-AISC-AhmsaSabajj Paucar ChoquepumaAún no hay calificaciones
- Elementos y factores del clima: temperatura, precipitaciones, humedad y másDocumento3 páginasElementos y factores del clima: temperatura, precipitaciones, humedad y másdigrian david romero rojasAún no hay calificaciones
- IT Artefactos Instalados - DOÑIHUEDocumento4 páginasIT Artefactos Instalados - DOÑIHUEFelipe Lagos ReyesAún no hay calificaciones
- Proyectos de InversionDocumento54 páginasProyectos de InversionArq Eliel GomezAún no hay calificaciones
- Diseño y cálculo de chimeneasDocumento4 páginasDiseño y cálculo de chimeneasJulio SolórzanoAún no hay calificaciones
- Arte ColonialDocumento8 páginasArte Colonialrociorugamas100% (1)
- Arquitectura Propia. Cubiertas de Ladrillo RecargadoDocumento12 páginasArquitectura Propia. Cubiertas de Ladrillo RecargadoDani de BarroAún no hay calificaciones
- TapcoSpanish2006 PDFDocumento104 páginasTapcoSpanish2006 PDFRicardo MestaAún no hay calificaciones
- Calculo de Ductos Norma Em040Documento2 páginasCalculo de Ductos Norma Em040victorAún no hay calificaciones
- Supervisor de ObraDocumento5 páginasSupervisor de ObraLuis angel BohórquezAún no hay calificaciones
- Manual de Organizacion IndustrialDocumento27 páginasManual de Organizacion IndustrialJonathan Hernandez Sanchez100% (1)
- Tipos de Materiales de Una Instalación HidráulicaDocumento3 páginasTipos de Materiales de Una Instalación HidráulicaDamian CFAún no hay calificaciones
- Manual 75-76 Y100-83cx-WebDocumento21 páginasManual 75-76 Y100-83cx-WebRingo100% (1)
- Presentación Cementos AsfalticosDocumento27 páginasPresentación Cementos AsfalticosEmmanuel Usm ConstrucciónAún no hay calificaciones
- Simbologia de Planos de Las Instalaciones SanitariasDocumento3 páginasSimbologia de Planos de Las Instalaciones SanitariasDavid Rodríguez CatalánAún no hay calificaciones
- El Edificio, Los Depósitos y Otras Instalaciones de ArchivoDocumento37 páginasEl Edificio, Los Depósitos y Otras Instalaciones de ArchivoanyslyAún no hay calificaciones
- Analisis Arquitectonico Palacio InquicisionDocumento22 páginasAnalisis Arquitectonico Palacio InquicisionEricka SánchezAún no hay calificaciones
- Filtración y separación de gas: principios y equipos clave enDocumento13 páginasFiltración y separación de gas: principios y equipos clave enSady SalazarAún no hay calificaciones
- Linea Del TiempoDocumento30 páginasLinea Del TiempoADRIANA PAOLA ALVAREZ DELGADOAún no hay calificaciones
- Instalación de Gas DomiciliarioDocumento6 páginasInstalación de Gas DomiciliarioAlma Ortega100% (1)
- Instalación sanitaria: tipos, clasificación y componentesDocumento2 páginasInstalación sanitaria: tipos, clasificación y componentesLilia EchemendiaAún no hay calificaciones
- Informe Del TrabajoDocumento20 páginasInforme Del TrabajoAlvaro Ivan Irala BarriosAún no hay calificaciones
- Beneficios control modulante alimentación calderaDocumento13 páginasBeneficios control modulante alimentación calderaJuan Carlos Salas CespedezAún no hay calificaciones
- Poste de PalmaDocumento27 páginasPoste de PalmaRoberto GiménezAún no hay calificaciones
- Proyecto de Gas y Calefacción Educación - 0Documento148 páginasProyecto de Gas y Calefacción Educación - 0bernalAún no hay calificaciones
- Aberturas - ColocaciónDocumento3 páginasAberturas - ColocaciónSebastián Olivera BassadoneAún no hay calificaciones
- LA IMPORTANCIA DE LA LECTURA DE COMPRENSIÓN EN EL IDIOMA INGLESDocumento6 páginasLA IMPORTANCIA DE LA LECTURA DE COMPRENSIÓN EN EL IDIOMA INGLESFiliph GolbergAún no hay calificaciones
- Infocal - Texto Guía Desarrollo Laboral y EmprendimientoDocumento62 páginasInfocal - Texto Guía Desarrollo Laboral y EmprendimientoTrébol GroupAún no hay calificaciones
- Instalación de GasDocumento17 páginasInstalación de GasNatalia RodriguezAún no hay calificaciones
- Catalogo RaweltDocumento28 páginasCatalogo Raweltlalo_edu25Aún no hay calificaciones
- Redes y elevación de aguas servidasDocumento10 páginasRedes y elevación de aguas servidasMatias MontecinosAún no hay calificaciones
- Taller 2, Tabique de Vidrio y Poliestireno.Documento27 páginasTaller 2, Tabique de Vidrio y Poliestireno.Deisi MadrigalAún no hay calificaciones
- Diseño y Cálculo de Instalaciones de Gases CombustiblesDocumento418 páginasDiseño y Cálculo de Instalaciones de Gases CombustiblesHéctorDavidValdésPastrana100% (3)
- Coso Final de Producción. - Diseño de Tubería ProducciónDocumento31 páginasCoso Final de Producción. - Diseño de Tubería ProducciónÉllica StoccoAún no hay calificaciones
- Técnicas de MontajeDocumento8 páginasTécnicas de MontajeAndrés Andretich100% (1)
- 6 Tipos de Proceso de Fabricacion de Tubos Huecos Sin CosturaDocumento11 páginas6 Tipos de Proceso de Fabricacion de Tubos Huecos Sin Costurastratokoaster100% (1)
- Tuberías Con CosturaDocumento2 páginasTuberías Con CosturaGerson Delgado FarfanAún no hay calificaciones
- EXPOSICION Tema Laminación de Planchas GruesasDocumento34 páginasEXPOSICION Tema Laminación de Planchas GruesasDiego Bellido LavadoAún no hay calificaciones
- Presentación ConducciónDocumento137 páginasPresentación ConducciónDaniel CamposAún no hay calificaciones
- Procesos de Fabricación de Tubos y Tuberías de Acero PDFDocumento16 páginasProcesos de Fabricación de Tubos y Tuberías de Acero PDFEva Hermosilla50% (2)
- TP3 - Grupo 3 - 2014Documento39 páginasTP3 - Grupo 3 - 2014julianrearteAún no hay calificaciones
- TP2 - Grupo 3Documento43 páginasTP2 - Grupo 3julianrearteAún no hay calificaciones
- Anteproyecto 1Documento17 páginasAnteproyecto 1julianrearteAún no hay calificaciones
- TP4 - Grupo 3 - 2014Documento43 páginasTP4 - Grupo 3 - 2014julianrearteAún no hay calificaciones
- Verificacion Topografica-Alineamiento de Main frame-2211-FO-136Documento1 páginaVerificacion Topografica-Alineamiento de Main frame-2211-FO-136Alex DE LA CruzAún no hay calificaciones
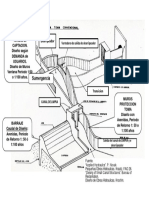
- Diseño de BocatomasDocumento1 páginaDiseño de BocatomasLG Bim RevitAún no hay calificaciones
- Direccion Hidraulica ManualDocumento0 páginasDireccion Hidraulica Manualgeorgeus2967% (3)
- Mecanica de MaterialesDocumento17 páginasMecanica de Materialesfajuso GGAún no hay calificaciones
- IACC Investigacion de Operacionestarea Semana4Documento6 páginasIACC Investigacion de Operacionestarea Semana4Toledo Miguel50% (2)
- Mantenimiento Milagros Jimenez DiscusionDocumento19 páginasMantenimiento Milagros Jimenez Discusionvanessa marcanoAún no hay calificaciones
- Manual Aislamiento IndustriaDocumento182 páginasManual Aislamiento IndustriadidapopescuAún no hay calificaciones
- Evaluacion de Sistemas Materiales FqaDocumento1 páginaEvaluacion de Sistemas Materiales FqaDaiana PastorAún no hay calificaciones
- Estructura Filtro LentoDocumento3 páginasEstructura Filtro LentoLouis AlbertAún no hay calificaciones
- Unión de Las Terminales RESUELTODocumento5 páginasUnión de Las Terminales RESUELTOABNER SANTIAGO CAMPOS RAMON0% (1)
- Memoria Descriptiva para SubDocumento2 páginasMemoria Descriptiva para SubCarlos DominguezAún no hay calificaciones
- CO-PE-1PE403-ME-SA-04 Reporte Diario de Producción Cisterna REV 01Documento5 páginasCO-PE-1PE403-ME-SA-04 Reporte Diario de Producción Cisterna REV 01Yesika RiosAún no hay calificaciones
- Estándar de Regulación 29 CFR 1910 Subparte ODocumento144 páginasEstándar de Regulación 29 CFR 1910 Subparte OBryan Orihuela LlanosAún no hay calificaciones
- Control de Aceros de PerforacionDocumento163 páginasControl de Aceros de PerforacionClever Vilca YanaAún no hay calificaciones
- Catalogo Productos ImexoilDocumento6 páginasCatalogo Productos ImexoilEdwin KaNaAún no hay calificaciones
- Manual de Ingenierias en La EdificacionDocumento131 páginasManual de Ingenierias en La EdificacionJorge Abraham DevoAún no hay calificaciones
- Clase #1Documento8 páginasClase #1BENJAMIN EMANUEL ALMEIDA QUILUMBANGOAún no hay calificaciones
- Invent A RiosDocumento9 páginasInvent A RiosYss NarváezAún no hay calificaciones
- IEEE Informe LaboratorioDocumento3 páginasIEEE Informe LaboratorioJavier Esteban LopezAún no hay calificaciones
- Ficha Técnica - Stuko InteriorDocumento2 páginasFicha Técnica - Stuko InteriorParexKlaukol100% (2)
- Conservas de Esparragos Trabajo MejoradoDocumento13 páginasConservas de Esparragos Trabajo Mejoradomaximo palomino rodasAún no hay calificaciones
- Manual lavadora chata OPPICI LC0450Documento13 páginasManual lavadora chata OPPICI LC0450Robert Patricio Medina SarmientoAún no hay calificaciones
- Sistemas de Contención Vial Conceptos y Últimas Tecnologías, Sesión 2Documento94 páginasSistemas de Contención Vial Conceptos y Últimas Tecnologías, Sesión 2Leonardo Sierra TapiasAún no hay calificaciones
- EXT RyS75DZKruJdyHZOVaVlDocumento4 páginasEXT RyS75DZKruJdyHZOVaVlL oAún no hay calificaciones
- Cuestionario de InteresesDocumento9 páginasCuestionario de InteresesjhghfchgjvhvAún no hay calificaciones
- Makrolon® Multi UV Un Programa Con Muchas SolucionesDocumento2 páginasMakrolon® Multi UV Un Programa Con Muchas SolucionesJUAN1995AAún no hay calificaciones
- 7 Espigones de GavionesDocumento15 páginas7 Espigones de GavionesJULIO MONTENEGRO OBANDOAún no hay calificaciones
- Administración de niveles de servicio TIDocumento2 páginasAdministración de niveles de servicio TIAhmed Yamil Chadid EstradaAún no hay calificaciones
- UNIDAD II SEMANA 1 Calculo de La Produccion Horaria de Una MotoniveladoraDocumento7 páginasUNIDAD II SEMANA 1 Calculo de La Produccion Horaria de Una MotoniveladorajoelAún no hay calificaciones
- UnimagDocumento8 páginasUnimagandreaAún no hay calificaciones