También podría gustarte
- PPT-Torres de Alta Tensión PDFDocumento23 páginasPPT-Torres de Alta Tensión PDFIrvin Jürgen Ospina EspinozaAún no hay calificaciones
- 0013 Acido BenzoicoDocumento4 páginas0013 Acido Benzoicolfrago6Aún no hay calificaciones
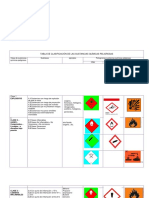
- Tabla de Clasificación de Las Sustancias Químicas PeligrosasDocumento6 páginasTabla de Clasificación de Las Sustancias Químicas Peligrosasxiomygut100% (1)
- Capacidad ProductivaDocumento8 páginasCapacidad ProductivaJhans LeeAún no hay calificaciones
- Rodamientos - Cuestionario GuíaDocumento5 páginasRodamientos - Cuestionario GuíaJhans LeeAún no hay calificaciones
- Tesis MantenimientoDocumento23 páginasTesis MantenimientoMichael UnzuetaAún no hay calificaciones
- Diagrama de Pareto PDFDocumento20 páginasDiagrama de Pareto PDFMau BlancoAún no hay calificaciones
- Tema 15Documento4 páginasTema 15Oscar SalazarAún no hay calificaciones
- Programacion de Mantenimiento PreventivoDocumento37 páginasProgramacion de Mantenimiento PreventivoJhans LeeAún no hay calificaciones
- El Hilo de CoserDocumento45 páginasEl Hilo de CoserSocorro Fajardo67% (3)
- Ficha Tecnica R404ADocumento4 páginasFicha Tecnica R404AIngme CarlosAún no hay calificaciones
- Secadora de Grano SUNCUE A GASDocumento2 páginasSecadora de Grano SUNCUE A GASalfredopinillos0% (1)
- Examen I Unidad - Tecnologia de ConcretoDocumento10 páginasExamen I Unidad - Tecnologia de ConcretoMarco Solorzano Alba100% (1)
- SKF ManualDocumento196 páginasSKF ManualEduardo Antonio Castro Sierra100% (2)
- Extraccion de TalcoDocumento10 páginasExtraccion de TalcoMarduk Manturano100% (1)
- Tema 04Documento14 páginasTema 04jesusAún no hay calificaciones
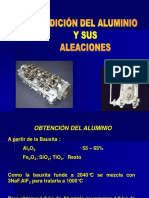
- 9.fundición Del Aluminio - CLASE 10Documento61 páginas9.fundición Del Aluminio - CLASE 10Freddy SucuytanaAún no hay calificaciones
- Especificaciones Tecnicas Agua y Alcantarillado RomeralDocumento7 páginasEspecificaciones Tecnicas Agua y Alcantarillado RomeralAlexis ValenciaAún no hay calificaciones
- Orillos en El Tejido Plano - Valderrama F.Documento24 páginasOrillos en El Tejido Plano - Valderrama F.Hugo Eduardo Ipiales Mesa100% (1)
- Colocación de TejasDocumento11 páginasColocación de Tejascerrense22Aún no hay calificaciones
- Aplicaciones Tecnicas de La SoldaduraDocumento35 páginasAplicaciones Tecnicas de La SoldaduraAlexi SanjinésAún no hay calificaciones
- 4.2 Elementos Alcalino - TérreosDocumento9 páginas4.2 Elementos Alcalino - TérreosMichelle CañizaresAún no hay calificaciones
- Análisis Cualitativo Elemental OrgánicoDocumento4 páginasAnálisis Cualitativo Elemental OrgánicoNegrito87Aún no hay calificaciones
- Voladura Con PlasmaDocumento1 páginaVoladura Con PlasmaCui JhamAún no hay calificaciones
- Manual de Protocolo de Construccion Nuevos Rellenos Sanitarios Con RevestimientosDocumento123 páginasManual de Protocolo de Construccion Nuevos Rellenos Sanitarios Con RevestimientosGallos MuaythaillésAún no hay calificaciones
- Problemas de Tuberias Curso 2018Documento7 páginasProblemas de Tuberias Curso 2018joseAún no hay calificaciones
- AD-POE-02 Procedimiento de Aseo, Limpieza y Desinfección REALIZADODocumento10 páginasAD-POE-02 Procedimiento de Aseo, Limpieza y Desinfección REALIZADOAlejandra DiazAún no hay calificaciones
- Cojinetes y Rodamientos. Tecnologia MecanicaDocumento19 páginasCojinetes y Rodamientos. Tecnologia MecanicaKevin MartinAún no hay calificaciones
- Morteros ExpansivosDocumento38 páginasMorteros ExpansivosKevin Gustavo PantojaAún no hay calificaciones
- Calderas RecuperativasDocumento4 páginasCalderas RecuperativasJorge Andres Pavón100% (1)
- Manual Mantenimiento Camiones Servicio Pesado Fla FLL Coe FreightlinerDocumento232 páginasManual Mantenimiento Camiones Servicio Pesado Fla FLL Coe FreightlinerChiko Melodia80% (5)
- Ficha Panel LosaDocumento2 páginasFicha Panel LosaVictorBMAún no hay calificaciones
- Historia de La IngenieríaDocumento21 páginasHistoria de La IngenieríaDinastíaAún no hay calificaciones
- GL XX Mobilgear XMP SeriesDocumento4 páginasGL XX Mobilgear XMP SeriesDiegoAún no hay calificaciones
- Ciencia e Ingeniería de Los MaterialesDocumento4 páginasCiencia e Ingeniería de Los MaterialesBrendaJhocelynAún no hay calificaciones
- AsadorDocumento5 páginasAsadorcasalhnAún no hay calificaciones