También podría gustarte
- El Libro Más Pequeño Del Mundo Con Las Verdades Más Grandes Del MundoDocumento34 páginasEl Libro Más Pequeño Del Mundo Con Las Verdades Más Grandes Del MundoPao O100% (8)
- SinterizadoDocumento7 páginasSinterizadoMiguel CastañedaAún no hay calificaciones
- Efecto de la velocidad de enfriamiento y el reforzamiento en las propiedades mecánicas de la aleación AlMgSiDocumento0 páginasEfecto de la velocidad de enfriamiento y el reforzamiento en las propiedades mecánicas de la aleación AlMgSiMiguel CastañedaAún no hay calificaciones
- BofDocumento8 páginasBofMiguel CastañedaAún no hay calificaciones
- Tareas IipmmDocumento14 páginasTareas IipmmMiguel CastañedaAún no hay calificaciones
- BofDocumento8 páginasBofMiguel CastañedaAún no hay calificaciones
- Artículo LixiviaciónDocumento2 páginasArtículo LixiviaciónMiguel CastañedaAún no hay calificaciones
- NormasDocumento2 páginasNormasMiguel CastañedaAún no hay calificaciones
- Balance de CargasDocumento3 páginasBalance de Cargascarlosiqm100% (1)
- Diseño Universal1Documento10 páginasDiseño Universal1Andrea SuárezAún no hay calificaciones
- GEOMECÁNICA DE ROCAS EN CUTABARRO-MONTERREYDocumento29 páginasGEOMECÁNICA DE ROCAS EN CUTABARRO-MONTERREYKheley Axis Evaristo CopitanAún no hay calificaciones
- Actividad 1Documento14 páginasActividad 1andrees rdalcof¡Aún no hay calificaciones
- Práctica 4: CondensadorDocumento10 páginasPráctica 4: CondensadorLuisa Fernanda Marin TrianaAún no hay calificaciones
- Primeraspaginas 9788429015812 PersonasyderechodelapersonalidadDocumento82 páginasPrimeraspaginas 9788429015812 PersonasyderechodelapersonalidadusersAún no hay calificaciones
- Articulo EjemploDocumento20 páginasArticulo EjemploEsther MendozaAún no hay calificaciones
- Carbones Del Cesar SasDocumento15 páginasCarbones Del Cesar SasPETIT MOLINAAún no hay calificaciones
- Ensayos de Laboratorio - Dr2Documento77 páginasEnsayos de Laboratorio - Dr2Carlos Alberto Torres TerronesAún no hay calificaciones
- Seguridad Física de MRDocumento22 páginasSeguridad Física de MRErasmo AlexanderAún no hay calificaciones
- Socialismo Del Siglo XXIDocumento1 páginaSocialismo Del Siglo XXIVictor ValenciaAún no hay calificaciones
- Herramientas Básicas para La Gestión en Procesos de NegociosDocumento5 páginasHerramientas Básicas para La Gestión en Procesos de NegociosHector Tovilla Rivera100% (1)
- Sistema de Carga Automotriz 23Documento24 páginasSistema de Carga Automotriz 23Ronald ChavezAún no hay calificaciones
- Reflejos Primitivos en Adultos MayoresDocumento13 páginasReflejos Primitivos en Adultos MayoresFlorencia RodriguezAún no hay calificaciones
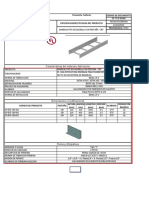
- Ficha Técnica 75 BANDEJA TIPO ESCALERILLA CON PESTAÑA DE 300, 400, 600 MMDocumento1 páginaFicha Técnica 75 BANDEJA TIPO ESCALERILLA CON PESTAÑA DE 300, 400, 600 MMTONYAún no hay calificaciones
- Tarea 6 de Procesos CognoscitivosDocumento4 páginasTarea 6 de Procesos CognoscitivosArq Odalis RodríguezAún no hay calificaciones
- Economia y Deseconomia de EscalasDocumento10 páginasEconomia y Deseconomia de EscalasManuel MezaAún no hay calificaciones
- Tema 18 - Población Técnicas de Muestreo y Muestra - EjemplosDocumento7 páginasTema 18 - Población Técnicas de Muestreo y Muestra - EjemplosINGRID CAROLINA SANTISTEBAN TUÑOQUEAún no hay calificaciones
- Sesion 11 Analisis Del TextoDocumento49 páginasSesion 11 Analisis Del TextoCine DarkAún no hay calificaciones
- Capítulo 2Documento58 páginasCapítulo 2Antony Alexander CamalleAún no hay calificaciones
- Capitulo IDocumento36 páginasCapitulo IGilder TocuyoAún no hay calificaciones
- Java JuegosDocumento5 páginasJava JuegosLuís SaldañaAún no hay calificaciones
- Plan de TrabajoDocumento18 páginasPlan de TrabajoYANETHAún no hay calificaciones
- Psicología jurídica y casos de homicidioDocumento14 páginasPsicología jurídica y casos de homicidioFacundo Pepe SciarriaAún no hay calificaciones
- Sistema de Expedientes Ocma PDFDocumento35 páginasSistema de Expedientes Ocma PDFDMontalvocAún no hay calificaciones
- Tarea de La Unidad 2, Caps. 3 y 4Documento3 páginasTarea de La Unidad 2, Caps. 3 y 4Chilys ShopAún no hay calificaciones
- Planificación gubernamental corto y mediano plazoDocumento62 páginasPlanificación gubernamental corto y mediano plazoSuzet Jaillita QuiñonesAún no hay calificaciones
- Rúbrica de Tareas para La Asignatura de Geografía y Medio Ambiente PDFDocumento1 páginaRúbrica de Tareas para La Asignatura de Geografía y Medio Ambiente PDFRicardo LópezAún no hay calificaciones
- Ovnis, La Evidencia Final - CompiladoDocumento82 páginasOvnis, La Evidencia Final - Compiladofabioramirez912Aún no hay calificaciones
- Actividad 2. Evidencia 2Documento4 páginasActividad 2. Evidencia 2yongeiber posadaAún no hay calificaciones
- Observaciones Segundo GradoDocumento2 páginasObservaciones Segundo GradoBlanca Ines Cruz SebastianAún no hay calificaciones