También podría gustarte
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Nanolithography - Processing Methods PDFDocumento10 páginasNanolithography - Processing Methods PDFNilesh BhardwajAún no hay calificaciones
- Chapter - I Introduction and Design of The StudyDocumento72 páginasChapter - I Introduction and Design of The StudyramAún no hay calificaciones
- 6GK74435DX040XE0 Datasheet enDocumento3 páginas6GK74435DX040XE0 Datasheet enLuis CortezAún no hay calificaciones
- Building Services Planning Manual-2007Documento122 páginasBuilding Services Planning Manual-2007razanmrm90% (10)
- Meno's Paradox of Inquiry and Socrates' Theory of RecollectionDocumento10 páginasMeno's Paradox of Inquiry and Socrates' Theory of RecollectionPhilip DarbyAún no hay calificaciones
- 2016 Closing The Gap ReportDocumento64 páginas2016 Closing The Gap ReportAllan ClarkeAún no hay calificaciones
- BrochureDocumento3 páginasBrochureapi-400730798Aún no hay calificaciones
- Algoritm BackTracking EnglezaDocumento6 páginasAlgoritm BackTracking Englezaionutz_67Aún no hay calificaciones
- Quarter 1-Week 2 - Day 2.revisedDocumento4 páginasQuarter 1-Week 2 - Day 2.revisedJigz FamulaganAún no hay calificaciones
- EqualLogic Release and Support Policy v25Documento7 páginasEqualLogic Release and Support Policy v25du2efsAún no hay calificaciones
- PDFDocumento10 páginasPDFerbariumAún no hay calificaciones
- Dermatology Skin in Systemic DiseaseDocumento47 páginasDermatology Skin in Systemic DiseaseNariska CooperAún no hay calificaciones
- Development Developmental Biology EmbryologyDocumento6 páginasDevelopment Developmental Biology EmbryologyBiju ThomasAún no hay calificaciones
- postedcontentadminuploadsFAQs20for20Organization PDFDocumento10 páginaspostedcontentadminuploadsFAQs20for20Organization PDFMohd Adil AliAún no hay calificaciones
- Tutorial 5 SolvedDocumento3 páginasTutorial 5 SolvedAshutoshKumarAún no hay calificaciones
- Fds-Ofite Edta 0,1MDocumento7 páginasFds-Ofite Edta 0,1MVeinte Años Sin VosAún no hay calificaciones
- Durex 'S Marketing Strategy in VietnamDocumento45 páginasDurex 'S Marketing Strategy in VietnamPham Nguyen KhoiAún no hay calificaciones
- Final Project Strategic ManagementDocumento2 páginasFinal Project Strategic ManagementMahrukh RasheedAún no hay calificaciones
- Drug Addiction Final (Term Paper)Documento15 páginasDrug Addiction Final (Term Paper)Dessa Patiga IIAún no hay calificaciones
- Wner'S Anual: Led TVDocumento32 páginasWner'S Anual: Led TVErmand WindAún no hay calificaciones
- WarringFleets Complete PDFDocumento26 páginasWarringFleets Complete PDFlingshu8100% (1)
- Quiz 140322224412 Phpapp02Documento26 páginasQuiz 140322224412 Phpapp02Muhammad Mubeen Iqbal PuriAún no hay calificaciones
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsDocumento74 páginasAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuAún no hay calificaciones
- Sociology As A Form of Consciousness - 20231206 - 013840 - 0000Documento4 páginasSociology As A Form of Consciousness - 20231206 - 013840 - 0000Gargi sharmaAún no hay calificaciones
- Gas Dynamics and Jet Propulsion 2marksDocumento15 páginasGas Dynamics and Jet Propulsion 2marksAbdul rahumanAún no hay calificaciones
- Lamentation of The Old Pensioner FinalDocumento17 páginasLamentation of The Old Pensioner FinalRahulAún no hay calificaciones
- Literatura Tecnica 3Documento10 páginasLiteratura Tecnica 3Christian PerezAún no hay calificaciones
- IEC TC 56 Dependability PDFDocumento8 páginasIEC TC 56 Dependability PDFsaospieAún no hay calificaciones
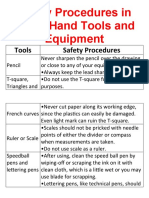
- Safety Procedures in Using Hand Tools and EquipmentDocumento12 páginasSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezAún no hay calificaciones
- 40 People vs. Rafanan, Jr.Documento10 páginas40 People vs. Rafanan, Jr.Simeon TutaanAún no hay calificaciones