También podría gustarte
- Défauts de SouduresDocumento11 páginasDéfauts de SouduresZAOUIAún no hay calificaciones
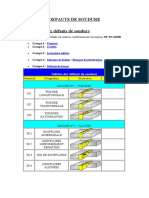
- Les Principaux Défauts de SoudageDocumento62 páginasLes Principaux Défauts de Soudageامين البحري꧁Aún no hay calificaciones
- PROCEDE MIG 131 Et MAG 135Documento9 páginasPROCEDE MIG 131 Et MAG 135Lycée Alfred kastlerAún no hay calificaciones
- Les Principaux Défauts de SoudureDocumento7 páginasLes Principaux Défauts de SoudureAli Clubist100% (3)
- L'oxycoupageDocumento12 páginasL'oxycoupagemarouane karimAún no hay calificaciones
- Defauts de SoudageDocumento76 páginasDefauts de SoudageWissem El'MissaouiAún no hay calificaciones
- Support de CoursDocumento43 páginasSupport de CoursSalah Jallali0% (1)
- Procede 141 Tig Ou GtawDocumento7 páginasProcede 141 Tig Ou Gtawmed chabane100% (1)
- Procèdes de Soudage SAWDocumento7 páginasProcèdes de Soudage SAWFethi BELOUISAún no hay calificaciones
- Exercice Prof Le Soudage M.A.GDocumento1 páginaExercice Prof Le Soudage M.A.Ggastronomica50% (2)
- Controle Des SouduresDocumento3 páginasControle Des SouduresAmir Dalam100% (1)
- Le Contrôle Non Destructif de Soudure Par MagnétoscopieDocumento6 páginasLe Contrôle Non Destructif de Soudure Par MagnétoscopieNassim RabaouiAún no hay calificaciones
- 01 - Classification Et DiscontinuitésDocumento20 páginas01 - Classification Et Discontinuitésoussema jendoubiAún no hay calificaciones
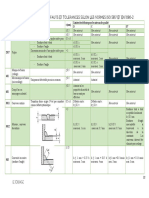
- Defauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Documento10 páginasDefauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Veintidós Marzo100% (1)
- Rediger Et Verifier Un Cahier de SoudageDocumento2 páginasRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- CND GeneralitesDocumento25 páginasCND GeneralitesMohsen SaidiAún no hay calificaciones
- DMOSDocumento13 páginasDMOSLycée Alfred kastler100% (2)
- Les Principaux Défauts de SoudureDocumento4 páginasLes Principaux Défauts de SoudurefedAún no hay calificaciones
- Defaut de SoudageDocumento20 páginasDefaut de Soudagelaz_kAún no hay calificaciones
- M12-Cours01 ProfDocumento15 páginasM12-Cours01 ProfFathi KHOUDIAún no hay calificaciones
- Défaut de SoudureDocumento27 páginasDéfaut de SoudureachrefAún no hay calificaciones
- 7 - Catalogue2007SoudageTig Inertage94 114Documento20 páginas7 - Catalogue2007SoudageTig Inertage94 114daemsalAún no hay calificaciones
- Introduction Soudage 2Documento25 páginasIntroduction Soudage 2Yacine RiproAún no hay calificaciones
- 25 Questions Sur Le Pliage, Le Soudage, Le Cisaillage, Le Poinçonnage Et Le CintrageDocumento2 páginas25 Questions Sur Le Pliage, Le Soudage, Le Cisaillage, Le Poinçonnage Et Le CintrageEtienne Bouron100% (1)
- Cours para Metres Poste MIG MAG 2Documento7 páginasCours para Metres Poste MIG MAG 2ياسين مزوانيAún no hay calificaciones
- Defauts de SoudureDocumento3 páginasDefauts de SoudureamineAún no hay calificaciones
- 7 RessuageDocumento66 páginas7 RessuageFares ÆazizAún no hay calificaciones
- Soudage-Défauts de Soudure PDFDocumento7 páginasSoudage-Défauts de Soudure PDFSoufiane Sani HarounaAún no hay calificaciones
- Defauts Des SouduresDocumento11 páginasDefauts Des SouduresSidahmed DahiAún no hay calificaciones
- 8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsDocumento6 páginas8367 Les Principaux Defauts Et Risques Lies Au Soudage EnospsAlex PoirierAún no hay calificaciones
- DMOS 135 Bout À BoutDocumento1 páginaDMOS 135 Bout À BoutMhd OuakAún no hay calificaciones
- Le Contrôle Visuel Et Les Critères D'acceptation D'une SoudureDocumento4 páginasLe Contrôle Visuel Et Les Critères D'acceptation D'une SoudureALP69Aún no hay calificaciones
- Question QCMDocumento161 páginasQuestion QCMFredericVaiana100% (4)
- Qualification ASME IX (1) - CopieDocumento59 páginasQualification ASME IX (1) - Copiewalid walidAún no hay calificaciones
- Chapitre I CNDDocumento6 páginasChapitre I CNDريم الوحيشيAún no hay calificaciones
- Chaudronnerie ExamenDocumento10 páginasChaudronnerie Examentopjob75% (4)
- A Programme de Formation 01-01Documento3 páginasA Programme de Formation 01-01med chabane100% (1)
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Documento6 páginasRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid100% (1)
- Représentation Normalisée Des Soudures (Réparé)Documento11 páginasReprésentation Normalisée Des Soudures (Réparé)Anonymous dziHEjc7YAún no hay calificaciones
- Formation UltrasonDocumento87 páginasFormation UltrasonIlyes kAún no hay calificaciones
- Procede 42 Soudage Par FrictionDocumento4 páginasProcede 42 Soudage Par Frictionmed chabaneAún no hay calificaciones
- Qualite Des Assemblages SoudesDocumento30 páginasQualite Des Assemblages SoudesMECANOKIT100% (1)
- Tableau Résumé CND 1 PDFDocumento5 páginasTableau Résumé CND 1 PDFghodbaneAún no hay calificaciones
- TP Mag 3Documento11 páginasTP Mag 3Norr MalAún no hay calificaciones
- Sujet ChaudronnerieDocumento17 páginasSujet Chaudronneriefokou.simplicegmail.com Fokou SimpliceAún no hay calificaciones
- Contrôle Soudage 4Documento13 páginasContrôle Soudage 4fed0% (1)
- Soudage Avec DMOS 111 135Documento61 páginasSoudage Avec DMOS 111 135soufianesaniAún no hay calificaciones
- Les Assemblages Thermiques: La Soudure Sous Protection GazeuseDocumento16 páginasLes Assemblages Thermiques: La Soudure Sous Protection Gazeuseomatr100% (1)
- Souder Arc Electrique PDFDocumento4 páginasSouder Arc Electrique PDFAmri AmarAún no hay calificaciones
- Défauts de Soudage (Instructions)Documento6 páginasDéfauts de Soudage (Instructions)marouane abdelmoumenAún no hay calificaciones
- CND 1 Les DéfautsDocumento47 páginasCND 1 Les DéfautsSourour TrabelsiAún no hay calificaciones
- SoudageDocumento30 páginasSoudageHedi Bousnina100% (1)
- Défauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierDocumento9 páginasDéfauts de Soudage en Arc Électrique Électrode Enrobée - Rocd@cierAlex AngoraAún no hay calificaciones
- 120-Guide Pratique Du Soudeur ARC MMA ESABDocumento106 páginas120-Guide Pratique Du Soudeur ARC MMA ESABChokri AtefAún no hay calificaciones
- Cours Sur Le Soudage À L'arc Électrode EnrobéeDocumento6 páginasCours Sur Le Soudage À L'arc Électrode EnrobéeCastil EyikeAún no hay calificaciones
- Souder À L'arcDocumento3 páginasSouder À L'arcmifetiw986Aún no hay calificaciones
- 07 Cours ProfDocumento9 páginas07 Cours Profdaemsal100% (1)
- Les Défauts de Soudage en Image Les Plus Couramment RencontrésDocumento8 páginasLes Défauts de Soudage en Image Les Plus Couramment RencontrésNABIL MEHIBEL100% (1)
- 47-Fiche_EE_atelier_P_LECERFDocumento4 páginas47-Fiche_EE_atelier_P_LECERFMathieu DouAún no hay calificaciones
- Chapitre IiiDocumento23 páginasChapitre IiiSaggou OuafaAún no hay calificaciones
- Gestion de Production 2017.2018Documento124 páginasGestion de Production 2017.2018mail_younes6592100% (3)
- Eclair Agis MeDocumento33 páginasEclair Agis Memail_younes6592Aún no hay calificaciones
- Differentes Forme de MaintenanceDocumento12 páginasDifferentes Forme de MaintenancemouaadAún no hay calificaciones
- Gestion de Production 2017.2018Documento124 páginasGestion de Production 2017.2018mail_younes6592100% (3)
- Syllabus MDF Master 1112Documento37 páginasSyllabus MDF Master 1112mail_younes6592Aún no hay calificaciones
- Differentes Forme de MaintenanceDocumento12 páginasDifferentes Forme de MaintenancemouaadAún no hay calificaciones
- TRMONODocumento19 páginasTRMONOmail_younes6592Aún no hay calificaciones
- Cours MDF MasterDocumento51 páginasCours MDF Mastermail_younes6592Aún no hay calificaciones
- Documents ObligatoiresDocumento4 páginasDocuments Obligatoiresmail_younes6592100% (1)
- Eclair Agis MeDocumento33 páginasEclair Agis Memail_younes6592Aún no hay calificaciones
- Programmation ArduinoDocumento10 páginasProgrammation Arduinomail_younes6592Aún no hay calificaciones
- Exemple D - Un Registre VLR HSE MarocDocumento294 páginasExemple D - Un Registre VLR HSE Marocmail_younes6592100% (1)
- Capteurs PDFDocumento86 páginasCapteurs PDFYoussef JakeAún no hay calificaciones
- OUVRAGE ZIANE - FPDR VERSION 29-12-2003Documento144 páginasOUVRAGE ZIANE - FPDR VERSION 29-12-2003mail_younes6592Aún no hay calificaciones
- Microsoft Project Atelier N°1Documento2 páginasMicrosoft Project Atelier N°1mail_younes6592Aún no hay calificaciones
- FumerDocumento1 páginaFumermail_younes6592Aún no hay calificaciones
- Méthode Analyse risques-HSEDocumento3 páginasMéthode Analyse risques-HSEmail_younes6592Aún no hay calificaciones
- Exercice 6 Famille RisqueDocumento1 páginaExercice 6 Famille Risquemail_younes6592Aún no hay calificaciones
- 11 Liste Des Normes D Applications Obligatoires 3-2016Documento21 páginas11 Liste Des Normes D Applications Obligatoires 3-2016medAún no hay calificaciones
- PV de PeintureDocumento1 páginaPV de Peinturemail_younes6592Aún no hay calificaciones
- Telephone Au Volant PDFDocumento1 páginaTelephone Au Volant PDFmail_younes6592Aún no hay calificaciones
- Manuel 74.78.79 Regles de Concep - Meca Chaud Guide Auxiliaires Chaud Fonctiont ChaudDocumento70 páginasManuel 74.78.79 Regles de Concep - Meca Chaud Guide Auxiliaires Chaud Fonctiont Chaudmail_younes6592100% (1)
- 13Documento1 página13mail_younes6592Aún no hay calificaciones
- Je Me Lave Les Mains Avant La Pause PDFDocumento1 páginaJe Me Lave Les Mains Avant La Pause PDFmail_younes6592Aún no hay calificaciones
- ConfortableDocumento1 páginaConfortablemail_younes6592Aún no hay calificaciones
- Vérif Quotid Elévateur FR 02 2020Documento1 páginaVérif Quotid Elévateur FR 02 2020mail_younes6592Aún no hay calificaciones
- PWHT ReportDocumento1 páginaPWHT Reportmail_younes6592Aún no hay calificaciones
- CarbonBlackOil SABICDocumento51 páginasCarbonBlackOil SABICmail_younes6592Aún no hay calificaciones
- 11 Liste Des Normes D Applications Obligatoires 3-2016Documento21 páginas11 Liste Des Normes D Applications Obligatoires 3-2016medAún no hay calificaciones
- Exclusions D'exigences PDFDocumento2 páginasExclusions D'exigences PDFmail_younes6592Aún no hay calificaciones
- TD TransformateurDocumento4 páginasTD TransformateurDEXAún no hay calificaciones
- Cours PlasturgieDocumento10 páginasCours PlasturgieSalah-Eddine Nasmi100% (1)
- Projet MEDCOT Rapport Phase2Documento125 páginasProjet MEDCOT Rapport Phase2Mohamed Salah RomdhaneAún no hay calificaciones
- CryptographieDocumento25 páginasCryptographieyves1ndri50% (2)
- S2 MÉlanges Et Solutions+CM1Documento8 páginasS2 MÉlanges Et Solutions+CM1José Cristóbal Pérez HernándezAún no hay calificaciones
- GS RC Wam 011 FR 00Documento14 páginasGS RC Wam 011 FR 00Gil-Alain EgnakouAún no hay calificaciones
- Assemblages en Construction MétalliqueDocumento90 páginasAssemblages en Construction MétalliqueYoussef Khali100% (6)
- Multicontac LaminaDocumento4 páginasMulticontac LaminaJu AnAún no hay calificaciones
- DYWIDAG Gamme de Produits GeotechniquesDocumento56 páginasDYWIDAG Gamme de Produits GeotechniquesHKDOCUMENT100% (1)
- Schendier Electric - Blokset V9 Technical GuideDocumento372 páginasSchendier Electric - Blokset V9 Technical GuideDavid FlorezAún no hay calificaciones
- Introduction Au Gisement PDFDocumento60 páginasIntroduction Au Gisement PDFعبد العزيز مروى100% (2)
- 2 - CompactageDocumento50 páginas2 - CompactageLalia Mimi100% (1)
- UdeS Programme 619 20191101Documento25 páginasUdeS Programme 619 20191101Mahamat Nour Yaya AbakarAún no hay calificaciones
- Émission ThermoélectroniqueDocumento12 páginasÉmission ThermoélectroniqueDocteur Albert TouatiAún no hay calificaciones
- TP Routage OSPF Cisco LiteDocumento4 páginasTP Routage OSPF Cisco LiteghiskoolAún no hay calificaciones
- Stage Ouvrier AmalDocumento23 páginasStage Ouvrier AmalAmal JellaliAún no hay calificaciones
- Méthodes de Détection Et de Localisation de Défauts Dans Les GéomembranesDocumento14 páginasMéthodes de Détection Et de Localisation de Défauts Dans Les Géomembranesfranck vaneckAún no hay calificaciones
- Cheauff - Eau SolaireDocumento43 páginasCheauff - Eau SolaireAbderrahmane BenkiraneAún no hay calificaciones
- CCTP PDFDocumento84 páginasCCTP PDFraoufAún no hay calificaciones
- Présentation de Cellulase Mohamed WassimDocumento15 páginasPrésentation de Cellulase Mohamed WassimMohamed Wassim M'henniAún no hay calificaciones
- Gestion de Disques, Partitions Et Volumes (Ancien)Documento24 páginasGestion de Disques, Partitions Et Volumes (Ancien)M.ZAZZAAún no hay calificaciones
- Bouslama Nidhal PHD 2019Documento220 páginasBouslama Nidhal PHD 2019BenchetiouiZaidAún no hay calificaciones
- Pillar Fire Hydrant Rationnel Bs336Documento6 páginasPillar Fire Hydrant Rationnel Bs336Adhi PradanaAún no hay calificaciones
- EmpietDocumento4 páginasEmpietMohamed Amine KhribchiAún no hay calificaciones
- Sf021a FR Eu 1Documento3 páginasSf021a FR Eu 1Abdou ZitouniAún no hay calificaciones
- ISO-19232 1 2013 Controle-Non-Destructif Radiographie Classe-qualite-Image EN-FRpdfDocumento18 páginasISO-19232 1 2013 Controle-Non-Destructif Radiographie Classe-qualite-Image EN-FRpdfdrevetph6233100% (1)
- Algorithmique Pour L Apprenti ProgrammeurDocumento70 páginasAlgorithmique Pour L Apprenti ProgrammeurAdlene DidouAún no hay calificaciones
- 0 Calcul2021-20Documento9 páginas0 Calcul2021-20Roza RoseAún no hay calificaciones
- Sujet2 Optique GéomDocumento2 páginasSujet2 Optique GéomAlain FrancisAún no hay calificaciones
- HSDPADocumento26 páginasHSDPAfatehmeAún no hay calificaciones