También podría gustarte
- Pin TurasDocumento54 páginasPin TurasRodrigo MuñozAún no hay calificaciones
- Teoría de Osmosis InversaDocumento27 páginasTeoría de Osmosis InversaAlan BlancoAún no hay calificaciones
- Instalaciones I - Resumen Final Unidad I - Salas Chavez Helen BiridianaDocumento28 páginasInstalaciones I - Resumen Final Unidad I - Salas Chavez Helen BiridianaHelen Biridiana SalasAún no hay calificaciones
- Sintesis Del Acido Cinamico IIDocumento5 páginasSintesis Del Acido Cinamico IIJuanpa MosqueraAún no hay calificaciones
- Manual Interno de Seguridad para Estaciones de ServicioDocumento18 páginasManual Interno de Seguridad para Estaciones de ServicioGermánAún no hay calificaciones
- EspectroscopíaDocumento4 páginasEspectroscopíaChuy MCflyAún no hay calificaciones
- Equilibrio de Adsorción Del Colorante Azul de Metileno Sobre Carbón Activado Adsorption Equilibrium of Methylene Blue Dye On Activated CarbonDocumento9 páginasEquilibrio de Adsorción Del Colorante Azul de Metileno Sobre Carbón Activado Adsorption Equilibrium of Methylene Blue Dye On Activated CarbonJavier RodríguezAún no hay calificaciones
- Yodometria ...Documento13 páginasYodometria ...davidqf1Aún no hay calificaciones
- Carbohidratos y Sus Funciones.Documento5 páginasCarbohidratos y Sus Funciones.Toni SáenzAún no hay calificaciones
- Identificacion de ActividadesDocumento5 páginasIdentificacion de ActividadesKaren MurilloAún no hay calificaciones
- Propulsion CoheteDocumento16 páginasPropulsion CoheteRonny Stewardth Valero MontoyaAún no hay calificaciones
- Propiedades de Los Agregados, Pruebas de Laboratorio y Propiedades de Los Productos Asfálticos.Documento21 páginasPropiedades de Los Agregados, Pruebas de Laboratorio y Propiedades de Los Productos Asfálticos.Saraí MondragónAún no hay calificaciones
- Proceso de AlquilacionDocumento8 páginasProceso de AlquilacionRbn SanchoAún no hay calificaciones
- Manual de Practicas de Laboratorio de BiotecnologiaDocumento96 páginasManual de Practicas de Laboratorio de BiotecnologiaOscar MartinezAún no hay calificaciones
- Equilibrio Liquido VaporDocumento20 páginasEquilibrio Liquido VaporSofita Carolina DuraznoAún no hay calificaciones
- Que Es La ProteolisisDocumento6 páginasQue Es La ProteolisisBet EscobarAún no hay calificaciones
- GeometriÌ - A Molecular - Plantilla CompletaDocumento3 páginasGeometriÌ - A Molecular - Plantilla CompletaKenneth100% (1)
- Taller SolucionesDocumento3 páginasTaller SolucionesAnyela Caceres0% (1)
- EjerciciosFormulacion 2Documento2 páginasEjerciciosFormulacion 2Mahim HussainAún no hay calificaciones
- El Beneficio de Los MineralesDocumento22 páginasEl Beneficio de Los MineralesGiordan Roger QB0% (1)
- Tratamiento de Residuos SólidosDocumento8 páginasTratamiento de Residuos SólidosLionel Alexander Alvarado AnastacioAún no hay calificaciones
- Póster Científico Grupo 4Documento1 páginaPóster Científico Grupo 4Gary Vicenzo Rivera LeivaAún no hay calificaciones
- Universidad Privada Del NorteDocumento14 páginasUniversidad Privada Del NorteDeyvi Chilon ChilonAún no hay calificaciones
- S e P A R A T A de Compuestos InorganicosDocumento14 páginasS e P A R A T A de Compuestos InorganicosNoa NatividadAún no hay calificaciones
- Analisis Granulometrico Por TamizadoDocumento5 páginasAnalisis Granulometrico Por TamizadoMaytitha Lizbeth Cachay MejiaAún no hay calificaciones
- INFORME PapelDocumento22 páginasINFORME PapelYuliSBarbosa100% (1)
- AguaDocumento8 páginasAguaMadelin RivasAún no hay calificaciones
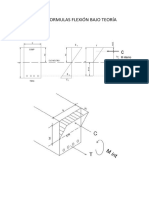
- Deducción Formulas Flexion Teoría ElásticaDocumento6 páginasDeducción Formulas Flexion Teoría ElásticaAlejandro San MartinAún no hay calificaciones
- Modelos AtómicosDocumento2 páginasModelos Atómicosprofeafrancoh100% (2)
- Electrecidad 1Documento6 páginasElectrecidad 1Linda Yessica Varela BaronAún no hay calificaciones