También podría gustarte
- International Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsDocumento13 páginasInternational Standard: Hydraulic Turbines, Storage Pumps and Pump-Turbines - Model Acceptance TestsCapitanio IaggoAún no hay calificaciones
- ARKI ALE Structural NotesDocumento5 páginasARKI ALE Structural Notesiloilocity100% (1)
- ASTM A270-98ae1Documento5 páginasASTM A270-98ae1NadhiraAún no hay calificaciones
- Seamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingDocumento6 páginasSeamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingnaimAún no hay calificaciones
- E140 32302 PDFDocumento25 páginasE140 32302 PDFTony HerreraAún no hay calificaciones
- Astm C 27Documento2 páginasAstm C 27Professor Dr. Nabeel Al-Bayati-Consultant Engineer100% (1)
- Hydraulic Ram Pump ReportDocumento42 páginasHydraulic Ram Pump ReportliviciuklAún no hay calificaciones
- Astm A351Documento5 páginasAstm A351pepelefuuAún no hay calificaciones
- A270A270M-15 Standard Specification For Seamless and Welded Austenitic and Ferritic Austenitic Stainless Steel Sanitary TubingDocumento6 páginasA270A270M-15 Standard Specification For Seamless and Welded Austenitic and Ferritic Austenitic Stainless Steel Sanitary TubingChuthaAún no hay calificaciones
- JISG3459Documento39 páginasJISG3459Son-Tuan PhamAún no hay calificaciones
- PLANS Folding KayakDocumento15 páginasPLANS Folding KayakecalzoAún no hay calificaciones
- 20e FaqDocumento3 páginas20e Faqjaymuscat100% (1)
- Asme B18.2.6 2003Documento11 páginasAsme B18.2.6 2003Jesse ChenAún no hay calificaciones
- Astm A537-A537m-95-2000Documento4 páginasAstm A537-A537m-95-2000NadhiraAún no hay calificaciones
- Astm A234-A234m-06Documento8 páginasAstm A234-A234m-06NadhiraAún no hay calificaciones
- Stainless Steel Bars and Shapes: Standard Specification ForDocumento7 páginasStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Astm B167Documento9 páginasAstm B167John OlayAún no hay calificaciones
- Astm A216Documento8 páginasAstm A216Hamdan AtaminiAún no hay calificaciones
- A216 16Documento4 páginasA216 16arunrathikaAún no hay calificaciones
- BSD Aashto LRFD 2017Documento147 páginasBSD Aashto LRFD 2017Fredrik AndresenAún no hay calificaciones
- Specifying The Chemical Compositions and Selecting Sampling Practices and Quantitative Analysis Methods For Metals, Ores, and Related MaterialsDocumento3 páginasSpecifying The Chemical Compositions and Selecting Sampling Practices and Quantitative Analysis Methods For Metals, Ores, and Related MaterialsHassan FekiAún no hay calificaciones
- Plasterers Bead and Mesh. PVC - OriginalDocumento11 páginasPlasterers Bead and Mesh. PVC - OriginalSowmiya Rajagopal100% (1)
- Astm b85 1984Documento7 páginasAstm b85 1984Siddhi Sharma100% (1)
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocumento10 páginasEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanAún no hay calificaciones
- ASTM A194 A194M 2022 InglesDocumento3 páginasASTM A194 A194M 2022 InglesErickAún no hay calificaciones
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocumento4 páginasPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- Triboelectric NanogeneratorsDocumento537 páginasTriboelectric NanogeneratorsAviraj Limaye100% (1)
- Mech Malleable Iron Fittings Catalogue PDFDocumento12 páginasMech Malleable Iron Fittings Catalogue PDFics companyAún no hay calificaciones
- Sa 325 PDFDocumento12 páginasSa 325 PDFMo'men Abu-SmaihaAún no hay calificaciones
- Cupola Malleable Iron: Standard Specification ForDocumento4 páginasCupola Malleable Iron: Standard Specification Forali ahmedAún no hay calificaciones
- Fundamentals of Pipeline Design, Hydraulics & PumpsDocumento75 páginasFundamentals of Pipeline Design, Hydraulics & PumpsMIRACLE26Aún no hay calificaciones
- American Fastener - ASTM, SAE, and ISO Grade Markings Bolt SpecificationDocumento8 páginasAmerican Fastener - ASTM, SAE, and ISO Grade Markings Bolt Specificationamir_hossein858Aún no hay calificaciones
- Astm A479Documento8 páginasAstm A479Jamil SalmanAún no hay calificaciones
- Astm A995 A995m 13 2013 PDFDocumento4 páginasAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Aashto r37 (GPR)Documento11 páginasAashto r37 (GPR)Carlos RosasAún no hay calificaciones
- Wye BranchesDocumento8 páginasWye BranchesbarukomkssAún no hay calificaciones
- Astm A262Documento16 páginasAstm A262Miguel A. CondeAún no hay calificaciones
- B729Documento3 páginasB729LambertWayneAún no hay calificaciones
- Ductile Iron Castings: Standard Specification ForDocumento6 páginasDuctile Iron Castings: Standard Specification ForLuis F. LoachamínAún no hay calificaciones
- Astm A106 1999Documento13 páginasAstm A106 1999Rolando CastilloAún no hay calificaciones
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocumento7 páginasSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonAún no hay calificaciones
- ASTM B705 (Nickel Alloy Welded Pipe)Documento2 páginasASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- Astm A 494Documento7 páginasAstm A 494Rodrigo BarrosAún no hay calificaciones
- Astm B446Documento5 páginasAstm B446MaxAún no hay calificaciones
- Astm A240 Uns S32205Documento3 páginasAstm A240 Uns S32205Mintone Sajayah BekabekaAún no hay calificaciones
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocumento12 páginasChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsist93993Aún no hay calificaciones
- Astm A420-A420m 2010Documento6 páginasAstm A420-A420m 2010Lucas IglesiasAún no hay calificaciones
- A493 00 PDFDocumento3 páginasA493 00 PDFJohano AraújoAún no hay calificaciones
- Astm B164 1998 PDFDocumento9 páginasAstm B164 1998 PDFel_apache10Aún no hay calificaciones
- A304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsDocumento48 páginasA304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsAlejandro Valdes100% (1)
- ASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocumento12 páginasASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial Usealucard375Aún no hay calificaciones
- U1CDocumento4 páginasU1CAdriana HernandezAún no hay calificaciones
- Astm A494-A494m-17Documento7 páginasAstm A494-A494m-17Gabriel Perez CruzAún no hay calificaciones
- Astm A 336 .03Documento8 páginasAstm A 336 .03FrengkiAún no hay calificaciones
- SA487Documento6 páginasSA487verito09Aún no hay calificaciones
- Jis G3101 1995Documento14 páginasJis G3101 1995TUAN NGUYEN VANAún no hay calificaciones
- Astmf899 11Documento7 páginasAstmf899 11Robert NatasorpAún no hay calificaciones
- A498Documento13 páginasA498rgi178Aún no hay calificaciones
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocumento4 páginasSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuAún no hay calificaciones
- Spe 76-222 Dec 2012Documento10 páginasSpe 76-222 Dec 2012akashdruva892Aún no hay calificaciones
- Asme Section II A-2 Sa-453 Sa-453mDocumento10 páginasAsme Section II A-2 Sa-453 Sa-453mAnonymous GhPzn1xAún no hay calificaciones
- Precipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockDocumento6 páginasPrecipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockraulAún no hay calificaciones
- SAE-J995 Steel NutsDocumento9 páginasSAE-J995 Steel Nutsgaso99Aún no hay calificaciones
- ASME Section II PartA SA193 2007 PDFDocumento18 páginasASME Section II PartA SA193 2007 PDFhoustonhimselfAún no hay calificaciones
- Astm A494 - A494m - 13Documento7 páginasAstm A494 - A494m - 13raul100% (1)
- Buc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EDocumento40 páginasBuc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EJustformedia JustformediaAún no hay calificaciones
- Alloy Steel Forgings For Pressure and High-Temperature PartsDocumento8 páginasAlloy Steel Forgings For Pressure and High-Temperature PartsDarwin DarmawanAún no hay calificaciones
- Astm A240-16Documento14 páginasAstm A240-16VIPAN RAIAún no hay calificaciones
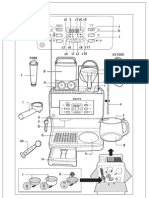
- KRUPS - XP2070espressoDocumento25 páginasKRUPS - XP2070espressopanap25Aún no hay calificaciones
- Pipe Specification Api5lDocumento1 páginaPipe Specification Api5lmrzodAún no hay calificaciones
- Converter F.O. - Utp. FTL - Series-Low-Rev1303Documento2 páginasConverter F.O. - Utp. FTL - Series-Low-Rev1303panap25Aún no hay calificaciones
- 3xLOGIC NDVR Series Spec Sheet SP1021-2.0 PDFDocumento2 páginas3xLOGIC NDVR Series Spec Sheet SP1021-2.0 PDFpanap25Aún no hay calificaciones
- A 630 - 03 - QtyzmaDocumento8 páginasA 630 - 03 - Qtyzmapanap25Aún no hay calificaciones
- Figura 8 ASME B16.48 PDFDocumento1 páginaFigura 8 ASME B16.48 PDFpanap25Aún no hay calificaciones
- KRUPS - XP2070espressoDocumento25 páginasKRUPS - XP2070espressopanap25Aún no hay calificaciones
- KTG UpdatedDocumento5 páginasKTG Updateddeejam123Aún no hay calificaciones
- ROCK BURSTDocumento48 páginasROCK BURSTMAX CRUXAún no hay calificaciones
- Pengajuan Penamaan InfusDocumento1 páginaPengajuan Penamaan InfusNur AzlinAún no hay calificaciones
- Traditional and Innovative Joints in Bamboo ConstructionDocumento3 páginasTraditional and Innovative Joints in Bamboo ConstructionAulia Rahman FahmiliAún no hay calificaciones
- Excel DataDocumento845 páginasExcel DataKavita YadavAún no hay calificaciones
- EM - 1110-2-2902 - Cimentacion de Tuberias PDFDocumento87 páginasEM - 1110-2-2902 - Cimentacion de Tuberias PDFJose PardoAún no hay calificaciones
- Terluran or Novodur HI-10Documento2 páginasTerluran or Novodur HI-10bobAún no hay calificaciones
- Sustainable Post-Consumer Diaper Recycler: Designer: Bei-Ren Wu, Miley Tsai, Sz-Chwun John HwangDocumento22 páginasSustainable Post-Consumer Diaper Recycler: Designer: Bei-Ren Wu, Miley Tsai, Sz-Chwun John HwangluisAún no hay calificaciones
- CHEM1020 Module1 ViewingDocumento199 páginasCHEM1020 Module1 ViewingclearcastingAún no hay calificaciones
- A Tribological Study of Cobalt Chromium Molybdenum Alloys Used in Metal-On-Metal Resurfacing Hip ArthroplastyDocumento8 páginasA Tribological Study of Cobalt Chromium Molybdenum Alloys Used in Metal-On-Metal Resurfacing Hip ArthroplastyGustavo Alonso Luévanos ArizmendiAún no hay calificaciones
- Alginate: DR Avreet SandhuDocumento58 páginasAlginate: DR Avreet Sandhuwaheguru13he13Aún no hay calificaciones
- Failure Analysis of Three 230kV XLPE CablesDocumento4 páginasFailure Analysis of Three 230kV XLPE CablesSameh Rashad AhmedAún no hay calificaciones
- Lapox AR 101 PDFDocumento2 páginasLapox AR 101 PDFOsama GabrAún no hay calificaciones
- CR Mm3.Ot Mammo: Plates & CassettesDocumento4 páginasCR Mm3.Ot Mammo: Plates & CassettesMahdi Saleh AishanAún no hay calificaciones
- SKAB4022 Short Proposal - Nur Amalina Binti IshakDocumento16 páginasSKAB4022 Short Proposal - Nur Amalina Binti Ishakazhar ahmadAún no hay calificaciones
- Clickductor EngDocumento20 páginasClickductor EngmahmoudglobaltechAún no hay calificaciones
- Colored Gemstone GradingDocumento1 páginaColored Gemstone GradingangelAún no hay calificaciones
- Potasium Dichromate TitrationDocumento4 páginasPotasium Dichromate TitrationChandran100% (1)
- Smart Material and Intelligent System Design (NOC19-ME68) : Assignment 2Documento5 páginasSmart Material and Intelligent System Design (NOC19-ME68) : Assignment 2Prakash Singh100% (2)
- B 231 - B 231M - 99 - Qjizms05oqDocumento11 páginasB 231 - B 231M - 99 - Qjizms05oqAifam RawAún no hay calificaciones
- My Separating Mixture Summary Poster 1Documento1 páginaMy Separating Mixture Summary Poster 1MinduliAún no hay calificaciones