También podría gustarte
- Une-En1709 (2020)Documento22 páginasUne-En1709 (2020)Repositorio MantenimientoAún no hay calificaciones
- An Intangible Asset Management Proposal Based On Iso 55001 Ans Iso 30401 For Knowledge ManagementDocumento13 páginasAn Intangible Asset Management Proposal Based On Iso 55001 Ans Iso 30401 For Knowledge ManagementRepositorio MantenimientoAún no hay calificaciones
- Establishing Maintenance Standards Following A Risk Based Maintenance StrategyDocumento5 páginasEstablishing Maintenance Standards Following A Risk Based Maintenance StrategyRepositorio MantenimientoAún no hay calificaciones
- Reliability Dna PosterDocumento1 páginaReliability Dna PosterRepositorio MantenimientoAún no hay calificaciones
- Lubricants: Low Friction Powertrains: Current Advances in Lubricants and CoatingsDocumento11 páginasLubricants: Low Friction Powertrains: Current Advances in Lubricants and CoatingsRepositorio MantenimientoAún no hay calificaciones
- Mechanical Integrity: Maintenance and Inspection (Rbi) Strategies For Sincor's Critical EquipmentDocumento75 páginasMechanical Integrity: Maintenance and Inspection (Rbi) Strategies For Sincor's Critical EquipmentRepositorio MantenimientoAún no hay calificaciones
- Advances in Reliability, Risk and Safety Analysis With Big Data: Proceedings of The 57th ESReDA SeminarDocumento191 páginasAdvances in Reliability, Risk and Safety Analysis With Big Data: Proceedings of The 57th ESReDA SeminarRepositorio MantenimientoAún no hay calificaciones
- Bearing Protection Best Practices Aegis PresentationDocumento69 páginasBearing Protection Best Practices Aegis PresentationRepositorio MantenimientoAún no hay calificaciones
- Design Features of The Standard Gear SeriesDocumento29 páginasDesign Features of The Standard Gear SeriesRepositorio MantenimientoAún no hay calificaciones
- Machinery Lubrication FrameworkDocumento6 páginasMachinery Lubrication FrameworkRepositorio MantenimientoAún no hay calificaciones
- No Bearing ProblemsDocumento10 páginasNo Bearing Problemshoanglong_1984Aún no hay calificaciones
- Particle Size Iso 4406Documento2 páginasParticle Size Iso 4406Repositorio MantenimientoAún no hay calificaciones
- Condition Monitoring Framework For Maintenance Management: September 2014Documento5 páginasCondition Monitoring Framework For Maintenance Management: September 2014Repositorio MantenimientoAún no hay calificaciones
- Grease Lubrication in Rolling BearingsDocumento448 páginasGrease Lubrication in Rolling BearingsRepositorio Mantenimiento100% (1)
- ParraetAl. IEEELatinAmericaTransactions - v03Documento7 páginasParraetAl. IEEELatinAmericaTransactions - v03Mo AsarAún no hay calificaciones
- A Taxonomy of Industry 4.0 and Related TechnologiesDocumento22 páginasA Taxonomy of Industry 4.0 and Related TechnologiesRepositorio MantenimientoAún no hay calificaciones
- AMMP: A New Maintenance Management Model Based On ISO 55000: Infrastructure Asset Management January 2016Documento11 páginasAMMP: A New Maintenance Management Model Based On ISO 55000: Infrastructure Asset Management January 2016Repositorio MantenimientoAún no hay calificaciones
- Condition-Based Maintenance Implementation: A Literature Review Condition-Based Maintenance Implementation: A Literature ReviewDocumento8 páginasCondition-Based Maintenance Implementation: A Literature Review Condition-Based Maintenance Implementation: A Literature ReviewRepositorio MantenimientoAún no hay calificaciones
- MOTOR BEARING FLUTING CAUSES AND SOLUTIONSDocumento4 páginasMOTOR BEARING FLUTING CAUSES AND SOLUTIONSRepositorio MantenimientoAún no hay calificaciones
- A Performance Measurement System For Integrated Production and Maintenance PlanningDocumento6 páginasA Performance Measurement System For Integrated Production and Maintenance PlanningRepositorio MantenimientoAún no hay calificaciones
- A Taxonomy of Industry 4.0 and Related TechnologiesDocumento22 páginasA Taxonomy of Industry 4.0 and Related TechnologiesRepositorio MantenimientoAún no hay calificaciones
- A Literature Review On Lean Manufacturing in The Industry 4.0. From Integrated Systems To Iot and Smart FactoriesDocumento16 páginasA Literature Review On Lean Manufacturing in The Industry 4.0. From Integrated Systems To Iot and Smart FactoriesRepositorio MantenimientoAún no hay calificaciones
- Framework for Maintenance Management Process and TechniquesDocumento13 páginasFramework for Maintenance Management Process and TechniquesTommy Siddiq100% (1)
- Advances in Reliability, Risk and Safety Analysis With Big Data: Proceedings of The 57th ESReDA SeminarDocumento191 páginasAdvances in Reliability, Risk and Safety Analysis With Big Data: Proceedings of The 57th ESReDA SeminarRepositorio MantenimientoAún no hay calificaciones
- MOTOR BEARING FLUTING CAUSES AND SOLUTIONSDocumento4 páginasMOTOR BEARING FLUTING CAUSES AND SOLUTIONSRepositorio MantenimientoAún no hay calificaciones
- A Performance Measurement System For Integrated Production and Maintenance PlanningDocumento6 páginasA Performance Measurement System For Integrated Production and Maintenance PlanningRepositorio MantenimientoAún no hay calificaciones
- Grease life prediction for sealed ball bearingsDocumento8 páginasGrease life prediction for sealed ball bearingsRepositorio Mantenimiento100% (1)
- A Taxonomy of Industry 4.0 and Related TechnologiesDocumento22 páginasA Taxonomy of Industry 4.0 and Related TechnologiesRepositorio MantenimientoAún no hay calificaciones
- Framework for Maintenance Management Process and TechniquesDocumento13 páginasFramework for Maintenance Management Process and TechniquesTommy Siddiq100% (1)
- SPM Condition Monitoring Under Variable Speed and Load ConditionsDocumento132 páginasSPM Condition Monitoring Under Variable Speed and Load ConditionsRepositorio MantenimientoAún no hay calificaciones
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Solution - Tutorial 3Documento11 páginasSolution - Tutorial 3zgalionoooAún no hay calificaciones
- Resistivity by Four Probe Method (Theory) - Solid State Physics Virtual Lab - Physical Sciences - Amrita Vishwa Vidyapeetham Virtual LabDocumento3 páginasResistivity by Four Probe Method (Theory) - Solid State Physics Virtual Lab - Physical Sciences - Amrita Vishwa Vidyapeetham Virtual Labupanith100% (1)
- Classnotesforyou, 1Documento26 páginasClassnotesforyou, 1Robin RappaiAún no hay calificaciones
- 15 November 2020 SSC CGL MAINS MATHS ALL QUESTIONSDocumento9 páginas15 November 2020 SSC CGL MAINS MATHS ALL QUESTIONSNITINAún no hay calificaciones
- Applications of Kutta-Joukowski Transformation To The Flow Past A Flat PlateDocumento11 páginasApplications of Kutta-Joukowski Transformation To The Flow Past A Flat Platesun rise1Aún no hay calificaciones
- AP Physics 2 - Equations TableDocumento2 páginasAP Physics 2 - Equations TableIntense OutcastAún no hay calificaciones
- REWINDABLE SUBMERSIBLE MOTORSDocumento4 páginasREWINDABLE SUBMERSIBLE MOTORSHamdi NaufelAún no hay calificaciones
- Fluid Properties and Dimensional AnalysisDocumento49 páginasFluid Properties and Dimensional AnalysisSangetha ChelladoraiAún no hay calificaciones
- Porosity Calculation and ClassificationDocumento26 páginasPorosity Calculation and Classificationرهف سلام50% (2)
- Air-Conditioning Tutor COP ExperimentDocumento4 páginasAir-Conditioning Tutor COP ExperimentJady chess24Aún no hay calificaciones
- Hydrometer Calibration by Hydrostatic Weighing With Automated Liquid Surface PositioningDocumento15 páginasHydrometer Calibration by Hydrostatic Weighing With Automated Liquid Surface PositioningSebastián MorgadoAún no hay calificaciones
- Density Measurement PDFDocumento9 páginasDensity Measurement PDFRam Krishna100% (1)
- Empanelled vendor list and cost details for rooftop solar power projectsDocumento4 páginasEmpanelled vendor list and cost details for rooftop solar power projectsAnkit JoshiAún no hay calificaciones
- Double Cage Rotor Motor StructureDocumento2 páginasDouble Cage Rotor Motor Structuresalma100% (1)
- 09-09-2021 - SR - Super60 & All - Jee-Adv (2019-P1) - GTA-24 - Question PaperDocumento23 páginas09-09-2021 - SR - Super60 & All - Jee-Adv (2019-P1) - GTA-24 - Question PaperPranayAún no hay calificaciones
- Properties Therminol SPDocumento4 páginasProperties Therminol SPsanipoulouAún no hay calificaciones
- 5.20. Psychrometrics - Example 5. Summer Cycle (Air Flows To Be Calculated)Documento10 páginas5.20. Psychrometrics - Example 5. Summer Cycle (Air Flows To Be Calculated)tehtehtehAún no hay calificaciones
- Wolfson Eup3 Ch23 Test BankDocumento19 páginasWolfson Eup3 Ch23 Test Bankifghelpdesk100% (1)
- Water Content of The Kawah Kamojang Geothermal ReservoirDocumento10 páginasWater Content of The Kawah Kamojang Geothermal ReservoirAswar Abu KhawlahAún no hay calificaciones
- Bang Nhiet Dung Cua Hoi NuocDocumento3 páginasBang Nhiet Dung Cua Hoi NuocNgoc AyucontrolAún no hay calificaciones
- Module-V Microwave MeasurmentsDocumento39 páginasModule-V Microwave MeasurmentsRaveena GurralaAún no hay calificaciones
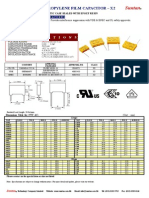
- Suntan: Metallized Polypropylene Film Capacitor - X2Documento2 páginasSuntan: Metallized Polypropylene Film Capacitor - X2MAgnoNogueiraAún no hay calificaciones
- Iso 2178 - 2016 - PDFDocumento1 páginaIso 2178 - 2016 - PDFbala0% (1)
- Mec 518Documento2 páginasMec 518Banu SajjaAún no hay calificaciones
- 04 Nonideal Transformer PDFDocumento20 páginas04 Nonideal Transformer PDFchacher100% (1)
- Modeling Accelerometers as Spring-Mass-Damper SystemsDocumento4 páginasModeling Accelerometers as Spring-Mass-Damper SystemsKillburnAún no hay calificaciones
- Experiment No3 PDFDocumento5 páginasExperiment No3 PDFMohsen SaidiAún no hay calificaciones
- VFDDocumento9 páginasVFDVenkatesh RaoAún no hay calificaciones
- Turbomachinery GuideDocumento80 páginasTurbomachinery GuideOsama AliAún no hay calificaciones
- ManualDocumento38 páginasManualEl Condor CondorAún no hay calificaciones