También podría gustarte
- Oil and Gas SeparationDocumento70 páginasOil and Gas SeparationKyle S Jones100% (5)
- API - Intro To Oil and Gas ProductionDocumento10 páginasAPI - Intro To Oil and Gas Productionfoobar2016Aún no hay calificaciones
- Learning For Oil and Gas PlantDocumento93 páginasLearning For Oil and Gas Plantlucky yadavAún no hay calificaciones
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDe EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingCalificación: 5 de 5 estrellas5/5 (3)
- Review Problems 1-85 A Hydraulic Lift Is Used To LiftDocumento22 páginasReview Problems 1-85 A Hydraulic Lift Is Used To Liftpanalopee100% (5)
- Quality Management System SystemDocumento4 páginasQuality Management System SystemMario YañezAún no hay calificaciones
- Chap3 - Seperators and Seperation TechniquesDocumento37 páginasChap3 - Seperators and Seperation Techniquesghgh140Aún no hay calificaciones
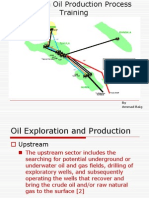
- Process TrainingDocumento49 páginasProcess TrainingMuddassar Mahmood0% (2)
- Calculation of Densities From Cubic Equations ofDocumento5 páginasCalculation of Densities From Cubic Equations ofgermangsilvaAún no hay calificaciones
- 5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDFDocumento83 páginas5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDF许凉发Aún no hay calificaciones
- WF1 CourseDocumento49 páginasWF1 CourseMohamed YousryAún no hay calificaciones
- Scientific American Supplement, No. 787, January 31, 1891De EverandScientific American Supplement, No. 787, January 31, 1891Aún no hay calificaciones
- Chapter 3 TurbomachineDocumento60 páginasChapter 3 TurbomachineMohd Soufian100% (1)
- Fundamental On Air Washer System DesignDocumento5 páginasFundamental On Air Washer System DesignAlison Lewis100% (1)
- Trash Racks Best PracticeDocumento17 páginasTrash Racks Best Practicesanbarun100% (2)
- Well Surface Equipment: Presented By: Submitted ToDocumento17 páginasWell Surface Equipment: Presented By: Submitted ToShaykh AlthamasAún no hay calificaciones
- HCDPDocumento92 páginasHCDPMuddassar SultanAún no hay calificaciones
- Basic Tank Battery DesignDocumento14 páginasBasic Tank Battery Designgermangsilva100% (2)
- Cold Water SupplyDocumento18 páginasCold Water Supplyrenatosalazar21Aún no hay calificaciones
- Separator Design MethodologyDocumento19 páginasSeparator Design Methodologyromdhan88100% (1)
- Chap3 Seperators and Seperation TechniquesDocumento37 páginasChap3 Seperators and Seperation TechniquestahaAún no hay calificaciones
- Fresh Water Generator On ShipsDocumento19 páginasFresh Water Generator On ShipsSheshraj VernekarAún no hay calificaciones
- Dean Stark Apparatus Lab ReportDocumento9 páginasDean Stark Apparatus Lab ReportMuhammad Naqiuddin Bin Zahid100% (2)
- Oil and Gas Artificial Fluid Lifting TechniquesDe EverandOil and Gas Artificial Fluid Lifting TechniquesCalificación: 5 de 5 estrellas5/5 (1)
- 15 TMSS 01 R0Documento0 páginas15 TMSS 01 R0renjithas2005Aún no hay calificaciones
- 3 Phase SeparatorsDocumento12 páginas3 Phase Separatorsnkhamidy100% (1)
- Atmospheric TanksDocumento10 páginasAtmospheric Tankssriman1234Aún no hay calificaciones
- Aspen Tutorial SeriesDocumento52 páginasAspen Tutorial Seriesximena.ceron4004100% (11)
- 03 ProductionDocumento65 páginas03 Productionkarthikv83Aún no hay calificaciones
- Articulo SPEDocumento7 páginasArticulo SPEchirinoslaaAún no hay calificaciones
- CoalescerDocumento18 páginasCoalescer112dharmesh0% (1)
- IG SysDocumento59 páginasIG SysSergioi Indurain100% (1)
- Boiler Water ConditioningDocumento3 páginasBoiler Water ConditioningShahin AfrozAún no hay calificaciones
- Oilpatch Orientation: Facilities PresentationDocumento33 páginasOilpatch Orientation: Facilities PresentationgermangsilvaAún no hay calificaciones
- Claus Tail Gas Treating Unit (TGTU)Documento3 páginasClaus Tail Gas Treating Unit (TGTU)eragornAún no hay calificaciones
- Phase Equilibria and Fluid Properties in The Chemical Industry Estimation and CorrelationDocumento436 páginasPhase Equilibria and Fluid Properties in The Chemical Industry Estimation and CorrelationUmesh Kumar Sharma RamamoorthiAún no hay calificaciones
- LancyDocumento14 páginasLancyLye YpAún no hay calificaciones
- Displacement of Oil From Porous Media by Water or Gas: Henry Welge (Tulsa Meeting, October 1947) LalloratoryDocumento13 páginasDisplacement of Oil From Porous Media by Water or Gas: Henry Welge (Tulsa Meeting, October 1947) LalloratoryBuddy WalkerAún no hay calificaciones
- 300 Level ReportDocumento47 páginas300 Level ReportGildaZoe Ighoraye100% (1)
- Chapter 3 ProductionDocumento10 páginasChapter 3 ProductionMuhamed BadawiAún no hay calificaciones
- Fresh Water Production Plants 1 DMOE2002Documento16 páginasFresh Water Production Plants 1 DMOE2002Yohannes DennisAún no hay calificaciones
- 11Documento48 páginas11AymenRashid100% (1)
- Catastrophic Failure of Large Storage TanksDocumento12 páginasCatastrophic Failure of Large Storage Tankszepol051Aún no hay calificaciones
- Evaporators: Waste Heat RecoveryDocumento8 páginasEvaporators: Waste Heat RecoveryJitendra KumarAún no hay calificaciones
- Centrifugal Purifiers ClarifiersDocumento9 páginasCentrifugal Purifiers ClarifiersSumit SinhaAún no hay calificaciones
- SSM Lab 1 PpsDocumento9 páginasSSM Lab 1 PpsYASHAún no hay calificaciones
- Ship Design VLCCDocumento3 páginasShip Design VLCCGanesh NadarAún no hay calificaciones
- Surface Condenser HEIDocumento7 páginasSurface Condenser HEIJesús Santiago QuijadaAún no hay calificaciones
- Slop Tank Design For Improved Load-On-TopDocumento6 páginasSlop Tank Design For Improved Load-On-Topscm_2628Aún no hay calificaciones
- MaintenanceDocumento2 páginasMaintenanceṂṏḣḁṃṁḝḋ Ṃḝtwḁlly ṎṂḁrAún no hay calificaciones
- CairnDocumento5 páginasCairnsamcat2009Aún no hay calificaciones
- Reservoir Mechanisms in Heavy-Oil ProductionDocumento12 páginasReservoir Mechanisms in Heavy-Oil ProductionCarlos ValdiviesoAún no hay calificaciones
- Cleaning and Saturation DeterminationDocumento7 páginasCleaning and Saturation DeterminationSaroo MusicAún no hay calificaciones
- Dean Stark Apparatus Lab ReportDocumento9 páginasDean Stark Apparatus Lab ReportSouvik Paul0% (2)
- Production of PetroleumDocumento11 páginasProduction of PetroleumAlfurjani AbubakrAún no hay calificaciones
- Group 3Documento31 páginasGroup 3vdfbhgAún no hay calificaciones
- Fresh Water Generator On Ships 2Documento16 páginasFresh Water Generator On Ships 2Hamilton RamaAún no hay calificaciones
- OGC QuestionDocumento70 páginasOGC QuestionJayakumar ViswanathanAún no hay calificaciones
- Ite Note On Process PlantDocumento14 páginasIte Note On Process PlantSam Wang Chern PengAún no hay calificaciones
- 10 Chiariflocculazione EngDocumento13 páginas10 Chiariflocculazione EngAbdul BokhariAún no hay calificaciones
- Reynolds NumberDocumento3 páginasReynolds NumberAmit JharbadeAún no hay calificaciones
- High Water Cut in Stabiler TowerDocumento3 páginasHigh Water Cut in Stabiler TowerAnonymous ei87sJPAún no hay calificaciones
- Raney Ni PurificationDocumento5 páginasRaney Ni Purificationanjireddy1612Aún no hay calificaciones
- Process Vessels 93851 - 18ADocumento21 páginasProcess Vessels 93851 - 18Aakarcz6731Aún no hay calificaciones
- Best Practice For Liquid Freeing and PurgDocumento6 páginasBest Practice For Liquid Freeing and PurgMary KatsaliAún no hay calificaciones
- This Doc. Is in Used Base On Simulator Class TutorialsDocumento9 páginasThis Doc. Is in Used Base On Simulator Class TutorialsFatih KayalarAún no hay calificaciones
- Saturation Notes (Petroleum Engineering)Documento47 páginasSaturation Notes (Petroleum Engineering)restofficalAún no hay calificaciones
- Basic Design and Cost Data On MEA Treating UnitsDocumento6 páginasBasic Design and Cost Data On MEA Treating UnitsTuesou MachereAún no hay calificaciones
- Det. Humedad en TaponesDocumento5 páginasDet. Humedad en TaponesdatinjacabeAún no hay calificaciones
- Pam and TMDDocumento13 páginasPam and TMDPoojit PopliAún no hay calificaciones
- Scientific American Supplement, No. 446, July 19, 1884De EverandScientific American Supplement, No. 446, July 19, 1884Aún no hay calificaciones
- Masteroppgave Famisa 2016Documento74 páginasMasteroppgave Famisa 2016ridhajamelAún no hay calificaciones
- Chap14prac PDFDocumento6 páginasChap14prac PDFgermangsilvaAún no hay calificaciones
- T1 Ug 90Documento6 páginasT1 Ug 90germangsilvaAún no hay calificaciones
- The Essential Oil Reference Book PDFDocumento253 páginasThe Essential Oil Reference Book PDFNataribu OtsuguaAún no hay calificaciones
- Reklaitis - Parte 1 PDFDocumento110 páginasReklaitis - Parte 1 PDFClaudia T.Aún no hay calificaciones
- Camp BelDocumento380 páginasCamp BelgermangsilvaAún no hay calificaciones
- Astm Crude Oils: Здесь Могла Быть Ваша Реклама Place For Your AdvertisementDocumento25 páginasAstm Crude Oils: Здесь Могла Быть Ваша Реклама Place For Your Advertisementsachyn7Aún no hay calificaciones
- Material BalanceDocumento42 páginasMaterial Balancealireza_e_20% (1)
- PppmanDocumento97 páginasPppmangermangsilvaAún no hay calificaciones
- ASTM TablesDocumento8 páginasASTM TablesgermangsilvaAún no hay calificaciones
- Thermo 5th Chap01P001 PDFDocumento33 páginasThermo 5th Chap01P001 PDFHasan ÖzdemAún no hay calificaciones
- Cleaning Times The Second Cleaning Process The Oil Skimmer Part IIDocumento3 páginasCleaning Times The Second Cleaning Process The Oil Skimmer Part IIgermangsilvaAún no hay calificaciones
- Appropriate Separator Sizing - A Modified Stewart and Arnold Method F. Boukadi, V. Singh, R. Trabelsi, F. Sebring, D. Allen, and V. PaiDocumento9 páginasAppropriate Separator Sizing - A Modified Stewart and Arnold Method F. Boukadi, V. Singh, R. Trabelsi, F. Sebring, D. Allen, and V. PaigermangsilvaAún no hay calificaciones
- 3 (3) 2Documento4 páginas3 (3) 2germangsilvaAún no hay calificaciones
- Depletion of Natural ResourcesDocumento3 páginasDepletion of Natural ResourcesViraj SadekarAún no hay calificaciones
- PDS - GulfSea Synth Compressor Oil 46 68Documento2 páginasPDS - GulfSea Synth Compressor Oil 46 68Md.Obydur RahmanAún no hay calificaciones
- The Bicol Development PlanDocumento49 páginasThe Bicol Development PlanGilbert MendozaAún no hay calificaciones
- 30gt 34siDocumento28 páginas30gt 34sijosealfredojlAún no hay calificaciones
- Electrical Machine - 2 Lab ManualDocumento50 páginasElectrical Machine - 2 Lab ManualMohit ChetiwalAún no hay calificaciones
- Lecture08 160425Documento32 páginasLecture08 160425Anonymous 3G7tikAAdAún no hay calificaciones
- Nuclear Physics Interview Questions and Answers 830 PDFDocumento7 páginasNuclear Physics Interview Questions and Answers 830 PDFpeterjo raveloAún no hay calificaciones
- EE 465 Lecture 8Documento25 páginasEE 465 Lecture 8hshjxcbzAún no hay calificaciones
- DS25A - (1967) Gas Chromatographic Data CompilationDocumento306 páginasDS25A - (1967) Gas Chromatographic Data CompilationJacques StrappeAún no hay calificaciones
- Maintenance Manual - Scissor LiftsDocumento103 páginasMaintenance Manual - Scissor LiftsStar SealAún no hay calificaciones
- 1x300 SQ MM & 1x240 SQ MM (33kV HT Cable)Documento4 páginas1x300 SQ MM & 1x240 SQ MM (33kV HT Cable)anamulk_1Aún no hay calificaciones
- Transfer Station PDFDocumento2 páginasTransfer Station PDFgernAún no hay calificaciones
- ENGINEERING PHYSICS Problem Set 1 - MidtermDocumento2 páginasENGINEERING PHYSICS Problem Set 1 - MidtermShieAún no hay calificaciones
- Weld Quality PDFDocumento31 páginasWeld Quality PDFNaceur TurkiAún no hay calificaciones
- Csvtu 8th Sem Syllabus For Mechanical EngineeringDocumento34 páginasCsvtu 8th Sem Syllabus For Mechanical Engineeringveer_s0% (1)
- BEEE UNIT IV - Lecture 4 & 5Documento32 páginasBEEE UNIT IV - Lecture 4 & 5Girish Shankar MishraAún no hay calificaciones
- COP 1800+ Series: Atlas Copco ServiceDocumento2 páginasCOP 1800+ Series: Atlas Copco Serviceadramp024046100% (1)
- PhysicsDocumento2 páginasPhysicsSami AftabAún no hay calificaciones
- Ph8151 Question BankDocumento21 páginasPh8151 Question BankIPRAún no hay calificaciones
- Cameroon: CrowfundingDocumento36 páginasCameroon: Crowfundingabass nchareAún no hay calificaciones
- Astm D5797Documento2 páginasAstm D5797Jose RacancojAún no hay calificaciones
- Creep and Shrinkage - KhouryDocumento12 páginasCreep and Shrinkage - KhouryMouhaAún no hay calificaciones
- Physics Honours Regular PDFDocumento121 páginasPhysics Honours Regular PDFBISWA RANJANAún no hay calificaciones
- Concept PaperDocumento7 páginasConcept PaperAejay MacasaAún no hay calificaciones
- LC1044 LRP14 3PH QRG 0823Documento2 páginasLC1044 LRP14 3PH QRG 0823FlakooAún no hay calificaciones