También podría gustarte
- Finanzas Empresariales II: Análisis Estados Financieros Grupo 03Documento7 páginasFinanzas Empresariales II: Análisis Estados Financieros Grupo 03Jorge Junior Cisneros VargasAún no hay calificaciones
- Crea reportes dinámicos con tablas dinámicas de ExcelDocumento6 páginasCrea reportes dinámicos con tablas dinámicas de ExcelMaribel TarazonaAún no hay calificaciones
- Zelio Soft 2Documento16 páginasZelio Soft 2Jorge Junior Cisneros VargasAún no hay calificaciones
- Fibra OpticaDocumento1 páginaFibra OpticaJorge Junior Cisneros VargasAún no hay calificaciones
- TLC Perú TurquiaDocumento1 páginaTLC Perú TurquiaJorge Junior Cisneros VargasAún no hay calificaciones
- Servicio de DeudaDocumento14 páginasServicio de DeudaJorge Junior Cisneros VargasAún no hay calificaciones
- Metodologia TI Promedio PDFDocumento7 páginasMetodologia TI Promedio PDFJaime Jair RottweilasAún no hay calificaciones
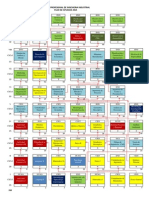
- Plan de Estudios 2015Documento2 páginasPlan de Estudios 2015Jorge Junior Cisneros VargasAún no hay calificaciones
- Controladores PIDDocumento1 páginaControladores PIDJorge Junior Cisneros VargasAún no hay calificaciones
- Preguntas BCRPDocumento1 páginaPreguntas BCRPJorge Junior Cisneros VargasAún no hay calificaciones
- Peps DISCIPLINA FIFODocumento4 páginasPeps DISCIPLINA FIFOJorge Junior Cisneros VargasAún no hay calificaciones
- USUARIODocumento2 páginasUSUARIOJorge Junior Cisneros VargasAún no hay calificaciones
- Pruebas EstadisticasDocumento4 páginasPruebas EstadisticasJorge Junior Cisneros VargasAún no hay calificaciones
- 5 Intro Six SigmaDocumento10 páginas5 Intro Six SigmaJorge Junior Cisneros VargasAún no hay calificaciones
- Foto MarketingDocumento1 páginaFoto MarketingJorge Junior Cisneros VargasAún no hay calificaciones
- Trabajo de Simulación-7y8Documento3 páginasTrabajo de Simulación-7y8Jorge Junior Cisneros VargasAún no hay calificaciones
- 2 Conjuntos IIDocumento5 páginas2 Conjuntos IIJorge Junior Cisneros VargasAún no hay calificaciones
- Modulo Maestria2014Documento113 páginasModulo Maestria2014Jorge Junior Cisneros VargasAún no hay calificaciones
- GRUPALDocumento4 páginasGRUPALJorge Junior Cisneros VargasAún no hay calificaciones
- Informe FinanzasDocumento11 páginasInforme FinanzasJorge Junior Cisneros VargasAún no hay calificaciones
- Tutorial Enterprise Architect 75Documento20 páginasTutorial Enterprise Architect 75Juan Lopez PovedaAún no hay calificaciones
- 5 Intro Six SigmaDocumento10 páginas5 Intro Six SigmaJorge Junior Cisneros VargasAún no hay calificaciones
- Ficha Seguridad Solar Plain Detonator N°8Documento4 páginasFicha Seguridad Solar Plain Detonator N°8KerlihinModestpCamposanoQuispeAún no hay calificaciones
- Caracteristicas de La Observacion SistematicaDocumento1 páginaCaracteristicas de La Observacion SistematicaBailon IsisAún no hay calificaciones
- Secuencia didáctica sobre El gaucho Martín Fierro de José HernándezDocumento8 páginasSecuencia didáctica sobre El gaucho Martín Fierro de José HernándezLudmi AguirreAún no hay calificaciones
- Propuesta de REI sobre límite y derivadaDocumento89 páginasPropuesta de REI sobre límite y derivadaAlberto HernandezAún no hay calificaciones
- Actividad #05Documento3 páginasActividad #05Marcelo Tineo DurandAún no hay calificaciones
- Norma Internacional de Encargos de Aseguramiento 3400Documento14 páginasNorma Internacional de Encargos de Aseguramiento 34004TO BACHILLERATOAún no hay calificaciones
- Cuadenillo Básico de Titulación - Dr. Navarro - Septiembre - 22Documento39 páginasCuadenillo Básico de Titulación - Dr. Navarro - Septiembre - 22ANDRÉS EDGARDO NAVARROAún no hay calificaciones
- Tema 13 Proceso de Seguimiento y ControlDocumento22 páginasTema 13 Proceso de Seguimiento y ControlYessicaAún no hay calificaciones
- El TripticoDocumento11 páginasEl TripticoDennis Cule PauccaAún no hay calificaciones
- Desarrollo Humano y La Vida Independiente 10 2013Documento45 páginasDesarrollo Humano y La Vida Independiente 10 2013Dalys Gonzalez100% (1)
- OAs e Indicadores de Evaluación UNIDAD 1 Y 2 LENGUAJEDocumento16 páginasOAs e Indicadores de Evaluación UNIDAD 1 Y 2 LENGUAJEprofe cosplayAún no hay calificaciones
- Analisis e Interpretacion de Estados FinancierosDocumento19 páginasAnalisis e Interpretacion de Estados FinancierosFederico Malacara Sanchez0% (1)
- Sesión 5 - Ficha Con EsquemaDocumento2 páginasSesión 5 - Ficha Con EsquemaFiorella Aguilar rubioAún no hay calificaciones
- Tarea 2 Relacion Hombre MaquinaDocumento4 páginasTarea 2 Relacion Hombre Maquinaramses zapataAún no hay calificaciones
- Protocolo HARTDocumento7 páginasProtocolo HARTJose CarballoAún no hay calificaciones
- Práctica Controles A Nivel de Entidad PyMEsDocumento13 páginasPráctica Controles A Nivel de Entidad PyMEsEren JaegerAún no hay calificaciones
- Matriz de Ciencia y TecnologíaDocumento10 páginasMatriz de Ciencia y TecnologíaDalton Saldaña ParedesAún no hay calificaciones
- Sesión #3Documento36 páginasSesión #3robert anthony espiritu alfaroAún no hay calificaciones
- Coleccion Lenguaje LW Fasciculo 23Documento8 páginasColeccion Lenguaje LW Fasciculo 23Sergio Pérez PortillaAún no hay calificaciones
- Thinking in SystemsDocumento235 páginasThinking in SystemsPaz Victoria Suarez PradaAún no hay calificaciones
- Sandra Perez Ebook Los 7 Habitos de Los InnovadoresDocumento46 páginasSandra Perez Ebook Los 7 Habitos de Los InnovadoresXavier GomezAún no hay calificaciones
- Unidad de Aprendizaje 6° - AgostoDocumento11 páginasUnidad de Aprendizaje 6° - AgostoAlexfran Salazar MedinaAún no hay calificaciones
- El Principio de Un Análisis HípicoDocumento29 páginasEl Principio de Un Análisis HípicoJose Alirio100% (3)
- Guía Metodológica para La Elaboración y Presentación de MonografíasDocumento45 páginasGuía Metodológica para La Elaboración y Presentación de MonografíasBrayan Ruben CA0% (1)
- Guía 1°año - EDUC. TECNOLÓGICA - 2024Documento21 páginasGuía 1°año - EDUC. TECNOLÓGICA - 2024Carlina MorreAún no hay calificaciones
- Actividad Evaluativa Eje 2administracion de OperacionesDocumento5 páginasActividad Evaluativa Eje 2administracion de Operacionesfabian vergaraAún no hay calificaciones
- Proyecto de GradoDocumento14 páginasProyecto de GradoAngie Yulieth RomeroAún no hay calificaciones
- NIF A-3, Características Cualitativas de Los Estados FinancierosDocumento22 páginasNIF A-3, Características Cualitativas de Los Estados FinancierosJenyfer Montero0% (1)
- ACTIVIDAD 4-Ejercicio de Aplicación - Análisis de Información Suministrada Por Las Herramientas.Documento8 páginasACTIVIDAD 4-Ejercicio de Aplicación - Análisis de Información Suministrada Por Las Herramientas.Pipe VergelAún no hay calificaciones