También podría gustarte
- Rotary KilnDocumento58 páginasRotary KilnFrancisco Uribe Parra100% (7)
- Kiln Alignment AnalysisDocumento32 páginasKiln Alignment Analysiszementhead100% (6)
- Kiln MechanicsDocumento59 páginasKiln Mechanicstricky77785% (13)
- Kiln MiscellaneousDocumento69 páginasKiln MiscellaneousKayıhan Çağlar88% (8)
- Why Support Rollers Need Replacement and AdjustmentDocumento31 páginasWhy Support Rollers Need Replacement and AdjustmentAnanth Iyer91% (11)
- Comprehensive Alignment of Kiln PDFDocumento95 páginasComprehensive Alignment of Kiln PDFAamirKhanAún no hay calificaciones
- Recommended Procedures for Mechanical Analysis of Rotary KilnsDocumento27 páginasRecommended Procedures for Mechanical Analysis of Rotary KilnsMKPashaPasha100% (5)
- KilnDocumento26 páginasKilnVishnu Vardhan . C100% (4)
- Rotary Kiln Maintenance Procedures: State of the Art TechnologyDocumento49 páginasRotary Kiln Maintenance Procedures: State of the Art TechnologyVictor Maruli100% (1)
- S.C.C. Kiln Inspection Fls 4-2005Documento66 páginasS.C.C. Kiln Inspection Fls 4-2005Mohammed gAún no hay calificaciones
- Kiln ErectionDocumento13 páginasKiln ErectionAkshay Kadbe67% (3)
- 4.kiln SupportsDocumento74 páginas4.kiln SupportsKayıhan Çağlar96% (23)
- Measuring Kiln Shell Deformations with Laser ToolDocumento19 páginasMeasuring Kiln Shell Deformations with Laser Toolบิ๊ก บิ๊กAún no hay calificaciones
- Kiln Mechanics - (1.3) - ''Design''.ppsDocumento110 páginasKiln Mechanics - (1.3) - ''Design''.ppsDiego AlejandroAún no hay calificaciones
- Kiln AlignmentDocumento30 páginasKiln AlignmentKenny Ruiz100% (1)
- 3.0 Hot Kiln Alignments - Why and How Often PDFDocumento16 páginas3.0 Hot Kiln Alignments - Why and How Often PDFfrank kimaroAún no hay calificaciones
- Kiln Alignment AnalysisDocumento36 páginasKiln Alignment AnalysisIIAún no hay calificaciones
- Rotary Inclinometer Product DescriptionDocumento8 páginasRotary Inclinometer Product DescriptionfetniAún no hay calificaciones
- Hot Kiln AlignmentDocumento24 páginasHot Kiln AlignmentNael100% (2)
- Tyre With Splined Kiln Tyre Fastening System, Type 1Documento29 páginasTyre With Splined Kiln Tyre Fastening System, Type 1Rahmat Hidayat100% (1)
- Kiln Migration and Its Effect On Brick LiningDocumento3 páginasKiln Migration and Its Effect On Brick LiningJunaid Mazhar100% (2)
- Kiln Mechanics 222222Documento59 páginasKiln Mechanics 222222Said EL FakkoussiAún no hay calificaciones
- Kiln Shell Specification SummaryDocumento20 páginasKiln Shell Specification SummaryAnonymous p4GdtQpAún no hay calificaciones
- Training SkewingDocumento3 páginasTraining SkewingA SolizAún no hay calificaciones
- EN21004243A Roller StationsDocumento51 páginasEN21004243A Roller StationsbulentbulutAún no hay calificaciones
- Kiln Shell Compressed 96 DpiDocumento64 páginasKiln Shell Compressed 96 DpiRoderick Nieto Mendez100% (2)
- 17.kiln Air GapDocumento7 páginas17.kiln Air GapSUNIL TVAún no hay calificaciones
- Phillips Kiln Kiln Alignment Gebhart 2006Documento36 páginasPhillips Kiln Kiln Alignment Gebhart 2006mustaf100% (2)
- Hot Kiln SurveyDocumento2 páginasHot Kiln SurveyHenok Moges KassahunAún no hay calificaciones
- 011-Repl of Kiln Shell Under TyreDocumento32 páginas011-Repl of Kiln Shell Under Tyremkpq100% (3)
- 1 Exemplary Technical Report 2012Documento99 páginas1 Exemplary Technical Report 2012MKPashaPashaAún no hay calificaciones
- Kiln Inlet Lamella Seal FLSDocumento2 páginasKiln Inlet Lamella Seal FLSamir100% (3)
- VRM (Vertical Roller Uninstallation) PDFDocumento23 páginasVRM (Vertical Roller Uninstallation) PDFShariq KhanAún no hay calificaciones
- Mechanical Maintenance of Cement Rotary KilnDocumento101 páginasMechanical Maintenance of Cement Rotary KilnVijaykumar Rugada97% (35)
- Roller Skewing Forces and TechniquesDocumento9 páginasRoller Skewing Forces and TechniquesFurqan ShabbirAún no hay calificaciones
- FLS KilnAlign and ShellFlexDocumento66 páginasFLS KilnAlign and ShellFlexMoud Sakly100% (5)
- Philips Kiln ServicesDocumento20 páginasPhilips Kiln ServicesAbul Qasim QasimAún no hay calificaciones
- KILN TechnicalDocumento37 páginasKILN TechnicalVisnu SankarAún no hay calificaciones
- Rotary Kilns For Cement PlantsDocumento6 páginasRotary Kilns For Cement PlantsAngshuman Dutta100% (3)
- 5.kiln BearingsDocumento60 páginas5.kiln BearingsKayıhan Çağlar96% (23)
- FLS KilnAlign and ShellFlex PDFDocumento66 páginasFLS KilnAlign and ShellFlex PDFvũ minh tâmAún no hay calificaciones
- Clinker Coolers Part 1 & 2 96dpiDocumento246 páginasClinker Coolers Part 1 & 2 96dpigustavo50% (2)
- A4-P 3.0 enDocumento33 páginasA4-P 3.0 enmkpqAún no hay calificaciones
- Phillips Kiln Tires ServicesDocumento53 páginasPhillips Kiln Tires ServicesNael100% (14)
- Kiln Mechanics Basics Action PlanDocumento5 páginasKiln Mechanics Basics Action PlanDiego AlejandroAún no hay calificaciones
- Analysis of kiln shell profile and axial balance shows kiln is operating acceptablyDocumento37 páginasAnalysis of kiln shell profile and axial balance shows kiln is operating acceptablyMin ZayarAún no hay calificaciones
- The KilnDocumento43 páginasThe Kilnraja ghoshAún no hay calificaciones
- Hydraulic Thrust DeviceDocumento2 páginasHydraulic Thrust DeviceAlbar Budiman100% (6)
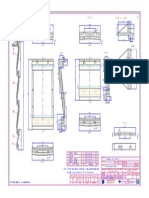
- L&T Construction Guide to Cantilever Assembly and Bracket AdjustmentDocumento31 páginasL&T Construction Guide to Cantilever Assembly and Bracket AdjustmentAmit Kumar100% (8)
- LEEA IP1 Step Notes 2 - LEEA - IP1 - 002 - 2012 v1.0000Documento13 páginasLEEA IP1 Step Notes 2 - LEEA - IP1 - 002 - 2012 v1.0000aymanAún no hay calificaciones
- Sample Method Statement For Pile DrivingDocumento2 páginasSample Method Statement For Pile Drivingaimkcl90Aún no hay calificaciones
- Connecting Rod - InspectDocumento3 páginasConnecting Rod - InspectKopyuk Kopyuk Kopyuk KopyukAún no hay calificaciones
- Rig component definitions guide under 40 charactersDocumento70 páginasRig component definitions guide under 40 charactersHarpreetk87Aún no hay calificaciones
- Erection Procedure SCRDocumento23 páginasErection Procedure SCRvskreddy90% (10)
- Railway Curves 6Documento21 páginasRailway Curves 6vpmohammedAún no hay calificaciones
- 75 Ton Mobilift Specifications LiveDocumento8 páginas75 Ton Mobilift Specifications LiveGoldi LanjuAún no hay calificaciones
- Design of Stub For Transmission Line TowersDocumento26 páginasDesign of Stub For Transmission Line Towersdebjyoti_das_685% (13)
- Is 13591 1992 PDFDocumento13 páginasIs 13591 1992 PDFslamienkaAún no hay calificaciones
- Shafting, Pulleys, Belting and Rope TransmissionDe EverandShafting, Pulleys, Belting and Rope TransmissionAún no hay calificaciones
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceAún no hay calificaciones
- Fertilizer Guide 170418 508Documento162 páginasFertilizer Guide 170418 508Job MateusAún no hay calificaciones
- SUPER THERM Weather Resistive Barrier Solves Building ChallengesDocumento1 páginaSUPER THERM Weather Resistive Barrier Solves Building ChallengesbulentbulutAún no hay calificaciones
- Pump AuditDocumento1 páginaPump AuditbulentbulutAún no hay calificaciones
- EN21004243A Roller StationsDocumento51 páginasEN21004243A Roller StationsbulentbulutAún no hay calificaciones
- Open Gears: Lubrication + Maintenance + ServiceDocumento16 páginasOpen Gears: Lubrication + Maintenance + ServicebulentbulutAún no hay calificaciones
- Brochure - Mecontrol AirDocumento2 páginasBrochure - Mecontrol AirKenny RuizAún no hay calificaciones
- Flo Way PresentationDocumento33 páginasFlo Way PresentationbbulutmmAún no hay calificaciones
- Light Bulb CalculatorDocumento7 páginasLight Bulb CalculatorbulentbulutAún no hay calificaciones
- SS20 All Films CarliDocumento4 páginasSS20 All Films CarlibulentbulutAún no hay calificaciones
- SUPER THERM Weather Resistive Barrier Solves Building ChallengesDocumento1 páginaSUPER THERM Weather Resistive Barrier Solves Building ChallengesbulentbulutAún no hay calificaciones
- Loesche Classifiers Modification Report at MCLDocumento42 páginasLoesche Classifiers Modification Report at MCLnsprasad88Aún no hay calificaciones
- SS20 All Films CarliDocumento4 páginasSS20 All Films CarlibulentbulutAún no hay calificaciones
- Nansulate For Energy Efficient WindowsDocumento5 páginasNansulate For Energy Efficient WindowsbulentbulutAún no hay calificaciones
- Bu Coalpsa en v011Documento2 páginasBu Coalpsa en v011bulentbulutAún no hay calificaciones
- Çap3668 X L 1777-ModelDocumento1 páginaÇap3668 X L 1777-ModelbulentbulutAún no hay calificaciones
- SUPERTHERM Over Tanks JapanDocumento2 páginasSUPERTHERM Over Tanks JapanbulentbulutAún no hay calificaciones
- WEBBH009 - Baghouse Maintenance GuideDocumento1 páginaWEBBH009 - Baghouse Maintenance GuidebulentbulutAún no hay calificaciones
- WEBBH009 - Baghouse Maintenance GuideDocumento1 páginaWEBBH009 - Baghouse Maintenance GuidebulentbulutAún no hay calificaciones
- Filter Media Selection GuideDocumento29 páginasFilter Media Selection GuidebulentbulutAún no hay calificaciones
- Dustex Overview For DustexTurkey TrainingDocumento69 páginasDustex Overview For DustexTurkey TrainingbulentbulutAún no hay calificaciones
- Nansulate Translucent PT DataSheetDocumento2 páginasNansulate Translucent PT DataSheetbulentbulutAún no hay calificaciones
- Dustex Turkey - Power Industry 12-16-13Documento37 páginasDustex Turkey - Power Industry 12-16-13bulentbulutAún no hay calificaciones
- SUPERTHERM Over Tanks JapanDocumento2 páginasSUPERTHERM Over Tanks JapanbulentbulutAún no hay calificaciones
- High-Pressure Grinding 2MB PDFDocumento0 páginasHigh-Pressure Grinding 2MB PDFbulentbulutAún no hay calificaciones
- CompAir L23 - L29 - RS Compressor Brochure PDFDocumento8 páginasCompAir L23 - L29 - RS Compressor Brochure PDFbulentbulutAún no hay calificaciones
- Dustex Turkey - Cement Industry 11-27-13Documento37 páginasDustex Turkey - Cement Industry 11-27-13bulentbulutAún no hay calificaciones
- Stroboskop RT LED TR PDFDocumento2 páginasStroboskop RT LED TR PDFbulentbulutAún no hay calificaciones
- Chap 2 3 PDFDocumento56 páginasChap 2 3 PDFbulentbulut100% (1)
- Without ATEX Permission: LED-cap Lamp With 2-Step Illumination (Emergency Light, Main Light)Documento29 páginasWithout ATEX Permission: LED-cap Lamp With 2-Step Illumination (Emergency Light, Main Light)bulentbulutAún no hay calificaciones
- Queuing TheoryDocumento25 páginasQueuing Theoryrr9999100% (5)
- Indian StatesDocumento68 páginasIndian StatesVishal KaradAún no hay calificaciones
- 25 Tips For Growing SustainableDocumento13 páginas25 Tips For Growing SustainableGeny KucherAún no hay calificaciones
- US Airport CodesDocumento6 páginasUS Airport CodesZealonga100% (1)
- CV Engineer Md Mahmudur RahmanDocumento4 páginasCV Engineer Md Mahmudur RahmanEngr SwapanAún no hay calificaciones
- Ifc Certification 2.0:: Specification of Certification ProcessDocumento7 páginasIfc Certification 2.0:: Specification of Certification ProcessissamouneAún no hay calificaciones
- JBM Sec-23 FaridabadDocumento13 páginasJBM Sec-23 FaridabadRavi panchalAún no hay calificaciones
- Design Modeling of Mini Belt Grinder: PROJECT PROPOSAL Template For EGT 417Documento4 páginasDesign Modeling of Mini Belt Grinder: PROJECT PROPOSAL Template For EGT 417jamsheed sajid100% (1)
- NTT Data: Introduction of MOTAS and J-MVRSDocumento24 páginasNTT Data: Introduction of MOTAS and J-MVRSAsian Development Bank - TransportAún no hay calificaciones
- Department of Mechanical EnggDocumento23 páginasDepartment of Mechanical Enggomkar kale techanicalAún no hay calificaciones
- Asbestos Guidelines PDFDocumento144 páginasAsbestos Guidelines PDFKhuda BukshAún no hay calificaciones
- B1B02 - Driver Airbag Squib 1 Circuit OpenDocumento7 páginasB1B02 - Driver Airbag Squib 1 Circuit OpenJorge Dos SantosAún no hay calificaciones
- MRT7 - Concession AgreementDocumento95 páginasMRT7 - Concession AgreementRomeo Santos Mandinggin100% (2)
- CV Alberto Fernandez Sanchez 2019 en PDFDocumento7 páginasCV Alberto Fernandez Sanchez 2019 en PDF7notasdsolfeoAún no hay calificaciones
- MAGNI 565: Product Data SheetDocumento1 páginaMAGNI 565: Product Data SheetjulianaAún no hay calificaciones
- Appendix One AEWV Accredited Employers As at 6 Mar 2023Documento361 páginasAppendix One AEWV Accredited Employers As at 6 Mar 2023seba paezAún no hay calificaciones
- Oman Standard Contract (1981 Edition)Documento65 páginasOman Standard Contract (1981 Edition)harrydrivesucrazy100% (2)
- Control of Temporary Equipment ProcedureDocumento12 páginasControl of Temporary Equipment ProcedureMohamedAún no hay calificaciones
- Arvel Gentry A Review of Modern Sail TheoryDocumento17 páginasArvel Gentry A Review of Modern Sail TheoryOrsolyaKaufmannAún no hay calificaciones
- ABRO Catalog English 2018Documento94 páginasABRO Catalog English 2018Deyah EldenAún no hay calificaciones
- Surtidor ManualDocumento84 páginasSurtidor ManualIPJAún no hay calificaciones
- ADC0831/ADC0832/ADC0834/ADC0838 8-Bit Serial I/O A/D Converters With Multiplexer OptionsDocumento41 páginasADC0831/ADC0832/ADC0834/ADC0838 8-Bit Serial I/O A/D Converters With Multiplexer OptionsSathiya KumarAún no hay calificaciones
- Raw material size and foundation details for vibrating screenDocumento1 páginaRaw material size and foundation details for vibrating screenpatelchiragisAún no hay calificaciones
- Day6 DFSSDocumento121 páginasDay6 DFSSPaul StarkAún no hay calificaciones
- Piping Data Sheet for Thermal Power PlantDocumento4 páginasPiping Data Sheet for Thermal Power Plantvenka07Aún no hay calificaciones
- Concession RequestDocumento2 páginasConcession RequestBrandon Hale100% (4)
- Infosys ConsultingDocumento16 páginasInfosys ConsultingSaurabh VickyAún no hay calificaciones
- Xylem 2014 Form 10-KDocumento124 páginasXylem 2014 Form 10-KKavya M BhatAún no hay calificaciones
- Presentation TitleDocumento13 páginasPresentation TitleAzzhara FatianAún no hay calificaciones
- Wright Brothers and The First FlightDocumento8 páginasWright Brothers and The First FlightMayel ArhuiriAún no hay calificaciones