También podría gustarte
- Procesos TIG y MIG-MAG para soldadura de alta calidadDocumento3 páginasProcesos TIG y MIG-MAG para soldadura de alta calidadJhon Cortez QuispeAún no hay calificaciones
- Lista Productos CalificadosDocumento0 páginasLista Productos CalificadosecocadecAún no hay calificaciones
- Instrucciones PD42Documento29 páginasInstrucciones PD42amezap1Aún no hay calificaciones
- Tubería Durman Gas PE-AL-PEDocumento5 páginasTubería Durman Gas PE-AL-PEJorge MonteroAún no hay calificaciones
- Filtro Bridado y SFH PDFDocumento6 páginasFiltro Bridado y SFH PDFhjmmAún no hay calificaciones
- Belzona 1111 Instrucciones de UsoDocumento2 páginasBelzona 1111 Instrucciones de UsoLizbeth BaSaAún no hay calificaciones
- Válvulas Check o Válvulas AntiretornoDocumento2 páginasVálvulas Check o Válvulas AntiretornoLesly Florencio PerezAún no hay calificaciones
- Quemadores de LiquidosDocumento17 páginasQuemadores de LiquidosRuben Eduardo Salazar ReyesAún no hay calificaciones
- Materiales para Recipientes A PresionDocumento19 páginasMateriales para Recipientes A PresionJonathan Wenceslao Pinto BenaventeAún no hay calificaciones
- Compresor Ga 30Documento2 páginasCompresor Ga 30Teodulo Vallejos Lozano100% (1)
- Bluemaster 4000 Lts Urea Adblue Ficha TecnicaDocumento2 páginasBluemaster 4000 Lts Urea Adblue Ficha TecnicaManuel Alejandro Castro VergaraAún no hay calificaciones
- Lincoln Electric Catalogo ProductosDocumento3 páginasLincoln Electric Catalogo ProductosHedilberto Armando DelgadoAún no hay calificaciones
- 2 Proceso GTAW Espe 4Documento14 páginas2 Proceso GTAW Espe 4Feliipe TamayoAún no hay calificaciones
- Cautin 180817004913Documento10 páginasCautin 180817004913Administrador Leonardo Garcia100% (1)
- Informe Bombeo MecánicoDocumento17 páginasInforme Bombeo MecánicoLimbert MarcaAún no hay calificaciones
- Bombas CRLDocumento8 páginasBombas CRLBayron Rafael CristanchoAún no hay calificaciones
- Procedimiento Arranque Bomba y Plan de SelloDocumento2 páginasProcedimiento Arranque Bomba y Plan de SelloManuel NiñoAún no hay calificaciones
- Mobiltherm 603Documento2 páginasMobiltherm 603Nancy ViridianaAún no hay calificaciones
- Tubos Corrugados TigreDocumento61 páginasTubos Corrugados TigrebuitcopoAún no hay calificaciones
- Trampa Termodinámica TD62 - Spirax Sarco PDFDocumento4 páginasTrampa Termodinámica TD62 - Spirax Sarco PDFtiburon4444Aún no hay calificaciones
- Contadores de gas con membrana G1.6A y G2.5ADocumento2 páginasContadores de gas con membrana G1.6A y G2.5AagomezyAún no hay calificaciones
- 02 Manometro ETSA Modelo 643Documento2 páginas02 Manometro ETSA Modelo 643Omar BecerrilAún no hay calificaciones
- Dimensiones Tubos Acero: Cédula 40, 80Documento9 páginasDimensiones Tubos Acero: Cédula 40, 80Rocael JuarezAún no hay calificaciones
- Trampa Termodinámica para Vapor TD42L y TD42H-Hoja TécnicaDocumento2 páginasTrampa Termodinámica para Vapor TD42L y TD42H-Hoja Técnicakarn42Aún no hay calificaciones
- Manta Kaowool 2300 EspañolDocumento1 páginaManta Kaowool 2300 EspañolAndreaAún no hay calificaciones
- Liquidos PenetrantesDocumento18 páginasLiquidos PenetrantesCesar ValenciaAún no hay calificaciones
- Cassette Trane Manual de Instalación (Español)Documento43 páginasCassette Trane Manual de Instalación (Español)Jesus Andres SuarezAún no hay calificaciones
- HYLED326EDDocumento22 páginasHYLED326EDErika Melo Jhonny CaballeroAún no hay calificaciones
- Valvulas GloboDocumento2 páginasValvulas GloboJuan Carlos Cardozo QuinteroAún no hay calificaciones
- Ficha PolietilenoDocumento1 páginaFicha PolietilenoROSELYSAún no hay calificaciones
- Ficha Tecnica Valvula GuillotinaDocumento3 páginasFicha Tecnica Valvula GuillotinaANDRESMARTESAún no hay calificaciones
- Manual Murphy PDFDocumento8 páginasManual Murphy PDFEdwin GonzalezAún no hay calificaciones
- Manual Selladora de Mordazas Neumatica TemporizadaDocumento9 páginasManual Selladora de Mordazas Neumatica TemporizadaFranklin GonzalesAún no hay calificaciones
- PQR 005Documento3 páginasPQR 005Claudio Israel Godinez SomeraAún no hay calificaciones
- Celdas de HidrógenoDocumento2 páginasCeldas de HidrógenocarlosAún no hay calificaciones
- Soportes de Pie de Dos Piezas Series SNL y SE para Rodamientos Montados Sobre Un Manguito de Fijación Con Sellos estándares-SNL 516-613 + 1216 K + H 216Documento2 páginasSoportes de Pie de Dos Piezas Series SNL y SE para Rodamientos Montados Sobre Un Manguito de Fijación Con Sellos estándares-SNL 516-613 + 1216 K + H 216Carlos Augusto Huanca HuaytaAún no hay calificaciones
- Sistema de Almacenamiento TanquesDocumento11 páginasSistema de Almacenamiento TanquesRoberto DominguezAún no hay calificaciones
- Honeywell Brochure Control LinkDocumento8 páginasHoneywell Brochure Control LinkNestor CondoriAún no hay calificaciones
- Transformador Veltron PDFDocumento3 páginasTransformador Veltron PDFAlexis samuel calle chinchayAún no hay calificaciones
- Aplicaciones del nitrógeno en la industria del aceite para prevenir la oxidaciónDocumento0 páginasAplicaciones del nitrógeno en la industria del aceite para prevenir la oxidacióntaratatanAún no hay calificaciones
- brc1d527 Manual de Operación - EspañolDocumento22 páginasbrc1d527 Manual de Operación - EspañolRicardo Molina Sánchez100% (2)
- Williamson-Sellado de Fluidos y Aislacion TermicaDocumento6 páginasWilliamson-Sellado de Fluidos y Aislacion TermicaJuan Beca0% (1)
- Aceros EquivalenciasDocumento21 páginasAceros EquivalenciasEduAún no hay calificaciones
- Normas de Seguridad Ip65Documento4 páginasNormas de Seguridad Ip65Ciro Romero EstradaAún no hay calificaciones
- Partes de Una BridaDocumento1 páginaPartes de Una BridaErasto HernandezAún no hay calificaciones
- Lamborghini QuemadoresoficialDocumento32 páginasLamborghini QuemadoresoficialSantiago Usseglio100% (1)
- Catalogo AlcarduplexDocumento35 páginasCatalogo AlcarduplexminamiAún no hay calificaciones
- Junta EspirometálicaDocumento1 páginaJunta EspirometálicaAlvaro Carreño RojasAún no hay calificaciones
- Bosh Caldera GB142Documento2 páginasBosh Caldera GB142Germaín Hernández GómezAún no hay calificaciones
- Certificado Control Calidad Compresion Fondo LosaDocumento1 páginaCertificado Control Calidad Compresion Fondo LosaBobKoflaAún no hay calificaciones
- Bombas-Velocidad Fija PDFDocumento1 páginaBombas-Velocidad Fija PDFEsnayder Corrales MolloAún no hay calificaciones
- Soladura Con OxigenoDocumento7 páginasSoladura Con OxigenoJulianaAún no hay calificaciones
- 2 Ficha Tecnica Adhesivo Polyguard 601Documento2 páginas2 Ficha Tecnica Adhesivo Polyguard 601Angel HuamaniAún no hay calificaciones
- Cambio Membrana CalefonDocumento3 páginasCambio Membrana CalefonAriel Dupar100% (3)
- FG Wilson P33-1Documento2 páginasFG Wilson P33-1Franck JosueAún no hay calificaciones
- Catalogo Esab - Electrodos y Equipos para SoldaduraDocumento44 páginasCatalogo Esab - Electrodos y Equipos para SoldaduraMariano FerreiroAún no hay calificaciones
- Trabajo de Soldadura GmawDocumento40 páginasTrabajo de Soldadura GmawReynaldo ReyesAún no hay calificaciones
- GMAW: Teoría y Fundamentos del Proceso de Soldadura con Arco Metálico y GasDocumento141 páginasGMAW: Teoría y Fundamentos del Proceso de Soldadura con Arco Metálico y GasMario SanchoAún no hay calificaciones
- Proceso GmawDocumento7 páginasProceso GmawNestor LealAún no hay calificaciones
- Proceso SMAW Soldadura Electrodo RevestidoDocumento6 páginasProceso SMAW Soldadura Electrodo RevestidoIsrael IsraAún no hay calificaciones
- ELECTRICIDADDocumento26 páginasELECTRICIDADJosue CruzAún no hay calificaciones
- Cotizacion Mano de Obra Casa KikeDocumento8 páginasCotizacion Mano de Obra Casa KikeAlbert PintoAún no hay calificaciones
- Practica 2. Tubos Concentricos PDFDocumento15 páginasPractica 2. Tubos Concentricos PDFDiana GonzalezAún no hay calificaciones
- Taller Procesos de ManufacturaDocumento4 páginasTaller Procesos de ManufacturaJhonatan VargasAún no hay calificaciones
- Práctica No. 5 Extracción de Un Metal A Partir de Una Aleación 2022-IDocumento10 páginasPráctica No. 5 Extracción de Un Metal A Partir de Una Aleación 2022-IDanny Alejandra Torres tellezAún no hay calificaciones
- Análisis de Precios Unitarios: PartidaDocumento36 páginasAnálisis de Precios Unitarios: PartidaJesus Ravello SanchezAún no hay calificaciones
- El uso del vidrio reciclado en la construcción vialDocumento6 páginasEl uso del vidrio reciclado en la construcción vialLuis Becerra SuárezAún no hay calificaciones
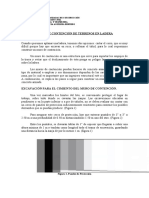
- Muro de Contencion de Terrenos en LaderaDocumento6 páginasMuro de Contencion de Terrenos en LaderaAna LuciaAún no hay calificaciones
- Calculo RESERVORIO 13m3Documento33 páginasCalculo RESERVORIO 13m3JRolo MontezaAún no hay calificaciones
- Tratamiento de Residuos Por Termolisis y PirolisisDocumento9 páginasTratamiento de Residuos Por Termolisis y PirolisisLaura MuñozAún no hay calificaciones
- 159) : Y:a, En: Nomt!'r,.Documento34 páginas159) : Y:a, En: Nomt!'r,.JULIAN SANTIAGO MURCIA RIVERAAún no hay calificaciones
- Ext Tthrfd1i6bt6koamftwdDocumento3 páginasExt Tthrfd1i6bt6koamftwdangelomarinilliAún no hay calificaciones
- Agua LibreDocumento3 páginasAgua LibreAlexVillagómezJacomeAún no hay calificaciones
- Transferencia de calor fundamentosDocumento34 páginasTransferencia de calor fundamentosDosazelaAún no hay calificaciones
- Catalogo IPACDocumento39 páginasCatalogo IPACJuan LO100% (1)
- Inspección químicos almacenamientoDocumento20 páginasInspección químicos almacenamientoDarkin Ariel BEJARANO PALACIOSAún no hay calificaciones
- Ficha Tecnica Cable DuplexDocumento2 páginasFicha Tecnica Cable DuplexDavid ArteagaAún no hay calificaciones
- Balance Tostacion EjercicioDocumento12 páginasBalance Tostacion EjercicioRaque PcAún no hay calificaciones
- Informe BridasDocumento12 páginasInforme Bridasjohann david meneses gomezAún no hay calificaciones
- Practica 10Documento4 páginasPractica 10JUAN CARLOS LIZARZABURU AGUINAGAAún no hay calificaciones
- Química General UNIBOLDocumento51 páginasQuímica General UNIBOLGualberto LopezAún no hay calificaciones
- Cable UD XLPE-TR/PE 5kV ? 35kV 100% & 133% N.A.: Cables de Media y Alta TensiónDocumento11 páginasCable UD XLPE-TR/PE 5kV ? 35kV 100% & 133% N.A.: Cables de Media y Alta TensiónmendozaAún no hay calificaciones
- 8741 Guayasamin Mauricio Aprod Autonomo 3Documento4 páginas8741 Guayasamin Mauricio Aprod Autonomo 3Joe GuayasaminAún no hay calificaciones
- Examen Tecnico en Lubricacion MLT IDocumento4 páginasExamen Tecnico en Lubricacion MLT IGeniuss Jpl100% (2)
- Marco Teórico de CalDocumento8 páginasMarco Teórico de CalKevinAún no hay calificaciones
- Diseño de armadura para vigas sometidas a flexiónDocumento1 páginaDiseño de armadura para vigas sometidas a flexiónAndres CasanovaAún no hay calificaciones
- 11 - Repaso Obtencion Ecuacion de Rachford RiceDocumento4 páginas11 - Repaso Obtencion Ecuacion de Rachford RiceJavi OrellanaAún no hay calificaciones
- Catálogo - Spanish Pumps 50Hz - Bomba Sumergible GoodwinDocumento20 páginasCatálogo - Spanish Pumps 50Hz - Bomba Sumergible Goodwinoscar hermosilla100% (1)
- Proceso de Fabricación Del Cemento (Ilustrado)Documento1 páginaProceso de Fabricación Del Cemento (Ilustrado)Fernando Mateo de PablosAún no hay calificaciones
- Planta SiderurgicaDocumento18 páginasPlanta SiderurgicaMiguel GuzmanAún no hay calificaciones
- Resetea tu mente. Descubre de lo que eres capazDe EverandResetea tu mente. Descubre de lo que eres capazCalificación: 5 de 5 estrellas5/5 (195)
- Maneja tus emociones: Curso intensivo de mindfulness y regulación emocionalDe EverandManeja tus emociones: Curso intensivo de mindfulness y regulación emocionalCalificación: 4.5 de 5 estrellas4.5/5 (140)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaDe EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaCalificación: 5 de 5 estrellas5/5 (1864)
- Pensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.De EverandPensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.Calificación: 4.5 de 5 estrellas4.5/5 (33)
- Disciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)De EverandDisciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Calificación: 5 de 5 estrellas5/5 (10)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- El poder del optimismo: Herramientas para vivir de forma más positivaDe EverandEl poder del optimismo: Herramientas para vivir de forma más positivaCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Terapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSDe EverandTerapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSCalificación: 5 de 5 estrellas5/5 (1)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaDe EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaCalificación: 5 de 5 estrellas5/5 (2)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Resumen de El Sutil Arte de que te Importe un Carajo, de Mark MansonDe EverandResumen de El Sutil Arte de que te Importe un Carajo, de Mark MansonCalificación: 4.5 de 5 estrellas4.5/5 (15)
- ¿Por qué mis padres no me aman?: Empezando a sanarDe Everand¿Por qué mis padres no me aman?: Empezando a sanarCalificación: 4.5 de 5 estrellas4.5/5 (33)
- Te odio - no me abandones: Comprender el trastorno límite de personalidadDe EverandTe odio - no me abandones: Comprender el trastorno límite de personalidadCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- No desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaDe EverandNo desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Cómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaDe EverandCómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Guía para superar los pensamientos atemorizantes, obsesivos o inquietantes: Libérate de los pensamientos negativos con la terapia cognitivo conductual (CBT)De EverandGuía para superar los pensamientos atemorizantes, obsesivos o inquietantes: Libérate de los pensamientos negativos con la terapia cognitivo conductual (CBT)Calificación: 4 de 5 estrellas4/5 (24)
- Cómo Desintoxicar el Cuerpo de Metales Pesados: El Secreto Poco Hablado para Sentirte Mejor, Bajar de Peso y Tener más EnergíaDe EverandCómo Desintoxicar el Cuerpo de Metales Pesados: El Secreto Poco Hablado para Sentirte Mejor, Bajar de Peso y Tener más EnergíaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Ansiedad infantil. Los trastornos explicados a los padresDe EverandAnsiedad infantil. Los trastornos explicados a los padresCalificación: 4.5 de 5 estrellas4.5/5 (25)
- Teoría polivagal práctica y terapiaDe EverandTeoría polivagal práctica y terapiaCalificación: 5 de 5 estrellas5/5 (4)