También podría gustarte
- Ge 020306Documento2 páginasGe 020306Felipe PereiraAún no hay calificaciones
- FHWA ICDM Workshop - Intelligent Compaction Data ManagementDocumento2 páginasFHWA ICDM Workshop - Intelligent Compaction Data ManagementFelipe PereiraAún no hay calificaciones
- Mineralogical Composition in Relation To The Properties of Certain SoilsDocumento9 páginasMineralogical Composition in Relation To The Properties of Certain SoilsFelipe PereiraAún no hay calificaciones
- Ge 440106Documento9 páginasGe 440106Felipe PereiraAún no hay calificaciones
- Ge 360103Documento6 páginasGe 360103Felipe PereiraAún no hay calificaciones
- Ge 010204Documento14 páginasGe 010204Felipe PereiraAún no hay calificaciones
- Ge 360102Documento15 páginasGe 360102Felipe PereiraAún no hay calificaciones
- Ge 490602Documento13 páginasGe 490602Felipe PereiraAún no hay calificaciones
- Ge 440111Documento6 páginasGe 440111Felipe PereiraAún no hay calificaciones
- Ge 440104Documento18 páginasGe 440104Felipe PereiraAún no hay calificaciones
- Energy Dissipation in Inelastic Flow of Saturated Cohesionless Granular MediaDocumento19 páginasEnergy Dissipation in Inelastic Flow of Saturated Cohesionless Granular MediasstibisAún no hay calificaciones
- Ge 440103Documento30 páginasGe 440103Felipe PereiraAún no hay calificaciones
- Ge 360101Documento9 páginasGe 360101Felipe PereiraAún no hay calificaciones
- On The Mechanics of Structured Sands: Cuccovillo, T. & Coop, M. R. (1999) - Geâotechnique 49, No. 6, 741 760Documento20 páginasOn The Mechanics of Structured Sands: Cuccovillo, T. & Coop, M. R. (1999) - Geâotechnique 49, No. 6, 741 760Felipe PereiraAún no hay calificaciones
- Ge 490607Documento10 páginasGe 490607Felipe PereiraAún no hay calificaciones
- Discussion of "Response of A Residual Soil Slope To Rainfall"Documento5 páginasDiscussion of "Response of A Residual Soil Slope To Rainfall"Felipe PereiraAún no hay calificaciones
- 2006 43 1042Documento19 páginas2006 43 1042Felipe PereiraAún no hay calificaciones
- Prediction of Pile Performance in Permafrost Under Lateral LoadDocumento14 páginasPrediction of Pile Performance in Permafrost Under Lateral LoadFelipe PereiraAún no hay calificaciones
- Brazilian Tensile Test For Soils: Reply: G. KrishnayyaDocumento1 páginaBrazilian Tensile Test For Soils: Reply: G. KrishnayyaFelipe PereiraAún no hay calificaciones
- Soil Mechanics.: ReviewsDocumento1 páginaSoil Mechanics.: ReviewsFelipe PereiraAún no hay calificaciones
- Pore Pressures and Strains After Repeated Loading of Saturated Clay: ReplyDocumento2 páginasPore Pressures and Strains After Repeated Loading of Saturated Clay: ReplyFelipe PereiraAún no hay calificaciones
- A New Technique For Reduction of Excess Pore Pressure During Pile Driving: DiscussionDocumento3 páginasA New Technique For Reduction of Excess Pore Pressure During Pile Driving: DiscussionFelipe PereiraAún no hay calificaciones
- Ge490608 PDFDocumento6 páginasGe490608 PDFFelipe PereiraAún no hay calificaciones
- Salvage of Heavy Construction Equipment by A Floating Ice BridgeDocumento12 páginasSalvage of Heavy Construction Equipment by A Floating Ice BridgeFelipe PereiraAún no hay calificaciones
- The Presence and Influence of Fissures in The Boulder Clays of West Central ScotlandDocumento14 páginasThe Presence and Influence of Fissures in The Boulder Clays of West Central ScotlandFelipe PereiraAún no hay calificaciones
- Stress-Strain Behaviour of Weathered Weak Rock in Middle-Sized Triaxial TestsDocumento9 páginasStress-Strain Behaviour of Weathered Weak Rock in Middle-Sized Triaxial TestsFelipe PereiraAún no hay calificaciones
- Erratum: A Three-Dimenstional Slope Stability Problem in ClayDocumento1 páginaErratum: A Three-Dimenstional Slope Stability Problem in ClayFelipe PereiraAún no hay calificaciones
- Errata: Pore Pressures and Strains After Repeated Loading of Saturated ClayDocumento1 páginaErrata: Pore Pressures and Strains After Repeated Loading of Saturated ClayFelipe PereiraAún no hay calificaciones
- Reply To The Discussion by A.C. Londono On "Response of A Residual Soil Slope To Rainfall"Documento1 páginaReply To The Discussion by A.C. Londono On "Response of A Residual Soil Slope To Rainfall"Felipe PereiraAún no hay calificaciones
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Transient Heat Transfer in PCM Particle Based CompositesDocumento11 páginasTransient Heat Transfer in PCM Particle Based CompositesTấn PhạmAún no hay calificaciones
- Spring and Spring BalanceDocumento7 páginasSpring and Spring BalanceullasagwAún no hay calificaciones
- 5000 Series Brochure - V1.1Documento12 páginas5000 Series Brochure - V1.1Yelena ObyazovaAún no hay calificaciones
- Skoda Apprenticeship ProgramDocumento4 páginasSkoda Apprenticeship Programnauval.archAún no hay calificaciones
- IJEAS0306017Documento5 páginasIJEAS0306017erpublicationAún no hay calificaciones
- 01 Chap 1 ChemF4 Bil 2018 (CSY3p) PDFDocumento20 páginas01 Chap 1 ChemF4 Bil 2018 (CSY3p) PDFalanislnAún no hay calificaciones
- Presentation On Process 2Documento8 páginasPresentation On Process 2Sourav SutradharAún no hay calificaciones
- Physics 170 static equilibrium and torque examplesDocumento11 páginasPhysics 170 static equilibrium and torque examplesRona Antonio TolentinoAún no hay calificaciones
- RDS-PS Satuated SteamDocumento3 páginasRDS-PS Satuated SteamyoonghmAún no hay calificaciones
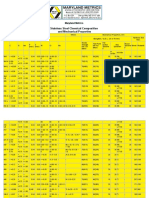
- STAINLESS STEEL - Chemical & Mechanical PropertiesDocumento3 páginasSTAINLESS STEEL - Chemical & Mechanical PropertiesGregorio KilatonAún no hay calificaciones
- Flare - Reduced Purge Rates in StacksDocumento13 páginasFlare - Reduced Purge Rates in StacksGary JonesAún no hay calificaciones
- 38-Character for Sheet Metal Cutting DocumentDocumento14 páginas38-Character for Sheet Metal Cutting Documentkolla satishAún no hay calificaciones
- Mechanical EngineeringDocumento135 páginasMechanical EngineeringjitenderAún no hay calificaciones
- Review of Fillet Weld Strength Parameters: For ShipbuildingDocumento64 páginasReview of Fillet Weld Strength Parameters: For Shipbuildingcarlos ivan carvajal ortizAún no hay calificaciones
- Stream analysis of water vaporDocumento2 páginasStream analysis of water vaporamiyachemAún no hay calificaciones
- Studying Pendulum MotionDocumento13 páginasStudying Pendulum MotionMubashir AijazAún no hay calificaciones
- Chapter 1 7Documento76 páginasChapter 1 7Ian ReyesAún no hay calificaciones
- Repol® C015Eg: Reliance Industries LimitedDocumento2 páginasRepol® C015Eg: Reliance Industries LimitedCamilo ObandoAún no hay calificaciones
- Seismic Load STG BuildingDocumento6 páginasSeismic Load STG BuildingWahyu MunajatAún no hay calificaciones
- Astm A781 PDFDocumento13 páginasAstm A781 PDFIslam Fawzy100% (6)
- Eltex B4020N1332: Product Technical InformationDocumento2 páginasEltex B4020N1332: Product Technical InformationAndres Giovanni Romero MuñozAún no hay calificaciones
- PAPER 2222 With Final AnswersDocumento24 páginasPAPER 2222 With Final AnswersAbhijeet GholapAún no hay calificaciones
- Electromagnetic Wave Propagation in Sea WaterDocumento12 páginasElectromagnetic Wave Propagation in Sea WaterKaren Gordillo RamosAún no hay calificaciones
- Accurate Calculation of Free Energy Changes Upon Amino Acid MutationDocumento29 páginasAccurate Calculation of Free Energy Changes Upon Amino Acid MutationThales FreireAún no hay calificaciones
- Heat & Mass Transfer Tutorial ProblemsDocumento2 páginasHeat & Mass Transfer Tutorial ProblemsSaifullah AhmadAún no hay calificaciones
- Ashrae Revision 2005 To 2008Documento7 páginasAshrae Revision 2005 To 2008Wilfredo Nool MadronioAún no hay calificaciones
- 002general Energy Analysis of THERMODYNAMICSDocumento30 páginas002general Energy Analysis of THERMODYNAMICSm7sen mohammedAún no hay calificaciones
- Extra Problems Phys 102Documento14 páginasExtra Problems Phys 102Kh AlziqAún no hay calificaciones
- Physics FormulasDocumento10 páginasPhysics FormulasMichael Uleau80% (5)