También podría gustarte
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- ASME B46.1-2009 Surface RoughnessDocumento8 páginasASME B46.1-2009 Surface RoughnessIqbal Muhammad22% (9)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2101)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Paola de Bono - Quality Assurance in Laser WeldingDocumento18 páginasPaola de Bono - Quality Assurance in Laser WeldingABRAHAM SILVA HERNANDEZAún no hay calificaciones
- En 12600 Safety Glazing Testing Summary PDF0360SGTSINTDocumento1 páginaEn 12600 Safety Glazing Testing Summary PDF0360SGTSINTNistor AlexandruAún no hay calificaciones
- En 12600 Safety Glazing Testing Summary PDF0360SGTSINTDocumento1 páginaEn 12600 Safety Glazing Testing Summary PDF0360SGTSINTNistor AlexandruAún no hay calificaciones
- Data Acquisition KEYTHLEYDocumento210 páginasData Acquisition KEYTHLEYnaeemoAún no hay calificaciones
- Aci 351 3R PDFDocumento26 páginasAci 351 3R PDFLakshmi PrabhaAún no hay calificaciones
- Introduction To Synthetic Aperture Sonar PDFDocumento27 páginasIntroduction To Synthetic Aperture Sonar PDFnaivedya_mishraAún no hay calificaciones
- !!!!!!!!!!!!2009-Wiley-Handbook of Measuring System DesignDocumento1358 páginas!!!!!!!!!!!!2009-Wiley-Handbook of Measuring System Designzoranmiskovic100% (1)
- Fourier Transforms by R.C. JENNISONDocumento126 páginasFourier Transforms by R.C. JENNISONThe Negative AngleAún no hay calificaciones
- XL80 Training Manual (Part 3)Documento48 páginasXL80 Training Manual (Part 3)Anonymous swGC2IGAún no hay calificaciones
- Risk Based Inspections For Highway StructuresDocumento33 páginasRisk Based Inspections For Highway StructureszoranmiskovicAún no hay calificaciones
- DOZNA - 6000 KN - DIN-6319 PDFDocumento4 páginasDOZNA - 6000 KN - DIN-6319 PDFzoranmiskovicAún no hay calificaciones
- Andri M. Gretarsson - A First Course in Laboratory Optics-Cambridge University Press (2021)Documento229 páginasAndri M. Gretarsson - A First Course in Laboratory Optics-Cambridge University Press (2021)Samuel EstebanAún no hay calificaciones
- Wind Tunnel T-102Documento2 páginasWind Tunnel T-102zoranmiskovicAún no hay calificaciones
- Standards and Regulations With Regards To Safety Glass For Use in BuildingsDocumento5 páginasStandards and Regulations With Regards To Safety Glass For Use in BuildingszoranmiskovicAún no hay calificaciones
- AGC Safety Glass Technical Information 2008 enDocumento10 páginasAGC Safety Glass Technical Information 2008 enzoranmiskovicAún no hay calificaciones
- Full-Scale Structures Static Strength Test LaboratoryDocumento2 páginasFull-Scale Structures Static Strength Test LaboratoryzoranmiskovicAún no hay calificaciones
- Wind Tunnel T-1-2Documento2 páginasWind Tunnel T-1-2zoranmiskovicAún no hay calificaciones
- High Frequent Total Station Measurements For The Monitoring of Bridge VibrationsDocumento8 páginasHigh Frequent Total Station Measurements For The Monitoring of Bridge VibrationszoranmiskovicAún no hay calificaciones
- Wind Tunnel - T128Documento2 páginasWind Tunnel - T128zoranmiskovicAún no hay calificaciones
- ANSI - Z97 - Safety - Glazing - Materials - Used - in - Buildings - Safety - Performance - Specifications - and - Methods - of - Test (1987) PDFDocumento8 páginasANSI - Z97 - Safety - Glazing - Materials - Used - in - Buildings - Safety - Performance - Specifications - and - Methods - of - Test (1987) PDFDenver AbanoAún no hay calificaciones
- ST350 Strain Transducer: Campbell Scientific, IncDocumento50 páginasST350 Strain Transducer: Campbell Scientific, InczoranmiskovicAún no hay calificaciones
- ANSI Z97 1 2004 Safety Glazing PDFDocumento41 páginasANSI Z97 1 2004 Safety Glazing PDFzoranmiskovicAún no hay calificaciones
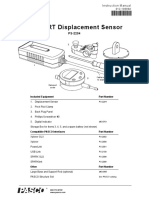
- PASPORT Displacement Sensor: Included Equipment Part NumberDocumento6 páginasPASPORT Displacement Sensor: Included Equipment Part NumberzoranmiskovicAún no hay calificaciones
- Klimatska Stanica WS-4800-manual-GB-V1.3 PDFDocumento16 páginasKlimatska Stanica WS-4800-manual-GB-V1.3 PDFzoranmiskovicAún no hay calificaciones
- Multi Functional Anemometer: 7.battery ReplacementDocumento3 páginasMulti Functional Anemometer: 7.battery ReplacementzoranmiskovicAún no hay calificaciones
- Multi Functional Anemometer: 7.battery ReplacementDocumento3 páginasMulti Functional Anemometer: 7.battery ReplacementzoranmiskovicAún no hay calificaciones
- Astm e 935-00 985-00Documento29 páginasAstm e 935-00 985-00zoranmiskovicAún no hay calificaciones
- Settlement CellDocumento1 páginaSettlement CellzoranmiskovicAún no hay calificaciones
- Checking ProcedureDocumento86 páginasChecking Proceduremnazzal17Aún no hay calificaciones
- Ultrasonic Bolt Tension Measurement p2Documento2 páginasUltrasonic Bolt Tension Measurement p2zoranmiskovicAún no hay calificaciones
- Corrosion of Mild Steel in The Presence of Elemental SulfurDocumento14 páginasCorrosion of Mild Steel in The Presence of Elemental SulfurzoranmiskovicAún no hay calificaciones
- E KMT KusDocumento2 páginasE KMT KuszoranmiskovicAún no hay calificaciones
- E KMT CatalogDocumento164 páginasE KMT CatalogzoranmiskovicAún no hay calificaciones
- Vibration-Based Damage DetectionDocumento227 páginasVibration-Based Damage DetectionzoranmiskovicAún no hay calificaciones
- Tech Paper Performance Analysis of 6 Axis RobotDocumento10 páginasTech Paper Performance Analysis of 6 Axis RobotSyahril PabloAún no hay calificaciones
- PSF Cellphone CameraDocumento25 páginasPSF Cellphone CamerasukyimoAún no hay calificaciones
- Physics (Hons.) Syllabus LatestDocumento47 páginasPhysics (Hons.) Syllabus LatestAcens VerseAún no hay calificaciones
- HP Laser Interferometers: Milestones in The Develoment of Displacement InterferometryDocumento4 páginasHP Laser Interferometers: Milestones in The Develoment of Displacement InterferometryMuhammad RidwanAún no hay calificaciones
- Measurement of Index of Refraction of Air and Carbon Dioxide Using Michelson InterferometerDocumento2 páginasMeasurement of Index of Refraction of Air and Carbon Dioxide Using Michelson Interferometeraufi wowoAún no hay calificaciones
- Unit 5 Full NotesDocumento30 páginasUnit 5 Full NotesKiran PandiriAún no hay calificaciones
- Principles of FTIR SpectrosDocumento6 páginasPrinciples of FTIR SpectrosYen Ling NgAún no hay calificaciones
- Allan Variance IEEEDocumento87 páginasAllan Variance IEEEphamvantang1100% (1)
- IR Affinity 1s LabsolutionsDocumento24 páginasIR Affinity 1s Labsolutionsmateo gonzalezAún no hay calificaciones
- Optical Coherence TomographyDocumento8 páginasOptical Coherence Tomographymotoy asaph musanAún no hay calificaciones
- Precision Machine DesignDocumento56 páginasPrecision Machine DesignFelipe Soares MaiaAún no hay calificaciones
- A Survey of Spacecraft Formation Flying Guidance and Control (Part II) ControlDocumento13 páginasA Survey of Spacecraft Formation Flying Guidance and Control (Part II) ControlJuan Manuel MauroAún no hay calificaciones
- Experiments in Virtual LabsDocumento3 páginasExperiments in Virtual Labs39 Mohit KumarAún no hay calificaciones
- Lab Manual-Michelson Interferometer V.aug.2023Documento24 páginasLab Manual-Michelson Interferometer V.aug.2023Sanjieth R.VAún no hay calificaciones
- Gujarat Technological University: Mechanical (Advance Manufacturing System) (50) Subject CodeDocumento2 páginasGujarat Technological University: Mechanical (Advance Manufacturing System) (50) Subject CodeccritamAún no hay calificaciones
- 1.ocular Biometry (Full) SEGi UDocumento51 páginas1.ocular Biometry (Full) SEGi UDiana PhiriAún no hay calificaciones
- Rev. 5 Service ManualDocumento115 páginasRev. 5 Service ManualYashwant SahuAún no hay calificaciones
- DANTEC Laser Shearography IntroductionDocumento61 páginasDANTEC Laser Shearography IntroductionjeyasekarAún no hay calificaciones
- Front Pages 2Documento21 páginasFront Pages 2Dede Rahmat Al AtsariAún no hay calificaciones
- 6.michelson InterferometerDocumento5 páginas6.michelson InterferometerPuli JagruthiAún no hay calificaciones
- Sarscape For Envi: A Complete Sar Analysis SolutionDocumento47 páginasSarscape For Envi: A Complete Sar Analysis SolutionDimas AkhdanAún no hay calificaciones
- R1 Manuscript Reviewdouble-KAcceptedVersionDocumento96 páginasR1 Manuscript Reviewdouble-KAcceptedVersionyimrhaneAún no hay calificaciones
- FtirDocumento13 páginasFtirNazrinaazAhmadAún no hay calificaciones
- Is - Iec.60793.1.42.2007 - OPGW Chromatic DisperssionDocumento31 páginasIs - Iec.60793.1.42.2007 - OPGW Chromatic DisperssionKumara SubramanianAún no hay calificaciones
- Review of Interferometric Synthetic Aperture Radar (InSAR)Documento39 páginasReview of Interferometric Synthetic Aperture Radar (InSAR)Md.Sazzadur RahmanAún no hay calificaciones