También podría gustarte
- Fatigue Testing in Socket WeldsDocumento31 páginasFatigue Testing in Socket WeldsAndres_Pastor1987100% (1)
- HRSG Header To Stub RepairDocumento54 páginasHRSG Header To Stub Repairaztec20Aún no hay calificaciones
- Heat Recovery Steam Generator Oxygen Injection-Case Study F PDFDocumento42 páginasHeat Recovery Steam Generator Oxygen Injection-Case Study F PDFAndres Walter RodrigoAún no hay calificaciones
- 000000003002006390Documento110 páginas000000003002006390Betty Bowersox100% (1)
- EPRI Sootblower WDocumento13 páginasEPRI Sootblower WSiva KumarAún no hay calificaciones
- Carbon Steel HandbookDocumento172 páginasCarbon Steel Handbookmahasiswa lamaAún no hay calificaciones
- Survey of Instrumentation and Control Practices in The Process Industries For Application To The Power UtilitiesDocumento68 páginasSurvey of Instrumentation and Control Practices in The Process Industries For Application To The Power UtilitiesDawn Moon100% (1)
- Asset Integrity Management A Complete Guide - 2020 EditionDe EverandAsset Integrity Management A Complete Guide - 2020 EditionAún no hay calificaciones
- FossilPlantHigh-EnergyPipingDamage EPRI PDFDocumento370 páginasFossilPlantHigh-EnergyPipingDamage EPRI PDFdietersima0% (1)
- Creep - Iwshibli PDFDocumento32 páginasCreep - Iwshibli PDFIvanUribeAún no hay calificaciones
- PPCHEM B.Dooley Oxide Growth and Exfoliation PDFDocumento22 páginasPPCHEM B.Dooley Oxide Growth and Exfoliation PDFekrem turan100% (1)
- Boiler Life AvailabilityDocumento11 páginasBoiler Life AvailabilityOkpala AAún no hay calificaciones
- EPRI - Guidelines For Controlling Flow Accelerated CorrosionDocumento154 páginasEPRI - Guidelines For Controlling Flow Accelerated CorrosionJimmie Perez100% (4)
- EPRI Best Practice Guidelines For P91 1023199Documento100 páginasEPRI Best Practice Guidelines For P91 1023199claude.bouillot3566Aún no hay calificaciones
- EPRI - Evaluating and Avoiding Damages To HRSG Tubes Given by Duct BurnersDocumento72 páginasEPRI - Evaluating and Avoiding Damages To HRSG Tubes Given by Duct BurnersDavide Franzini100% (1)
- Guidelines For Enhancing The Functions of Critical Equipment Owners at Fossil Power PlantsDocumento84 páginasGuidelines For Enhancing The Functions of Critical Equipment Owners at Fossil Power PlantsDidin GhaziAún no hay calificaciones
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocumento18 páginasPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Aún no hay calificaciones
- Recommendations For An Effective Program To Control The Degradation of Buried PipeDocumento160 páginasRecommendations For An Effective Program To Control The Degradation of Buried PipebountymaniAún no hay calificaciones
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocumento6 páginasFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10Aún no hay calificaciones
- Epri HPS PDFDocumento152 páginasEpri HPS PDFale sepulvedaAún no hay calificaciones
- EPRI Steam Generator Reference Book PDFDocumento954 páginasEPRI Steam Generator Reference Book PDFPonnu Pandian100% (1)
- Cold Reheat EPRIDocumento164 páginasCold Reheat EPRIIgorToporskyAún no hay calificaciones
- Thermal Stress Creep in HRSG Pressure PartsDocumento274 páginasThermal Stress Creep in HRSG Pressure PartsAlberto Lazzaretti100% (2)
- Managing Steam Side Oxidation by EPRI PDFDocumento3 páginasManaging Steam Side Oxidation by EPRI PDFUdhayakumar VenkataramanAún no hay calificaciones
- Certificate of Analysis: National Institute of Standards and TechnologyDocumento5 páginasCertificate of Analysis: National Institute of Standards and TechnologyJohn GiannakopoulosAún no hay calificaciones
- Integrated Boiler Tube Failure Reduction/Cycle Chemistry Improvement ProgramDocumento96 páginasIntegrated Boiler Tube Failure Reduction/Cycle Chemistry Improvement ProgramOwais MalikAún no hay calificaciones
- HRSG Final InspectionDocumento8 páginasHRSG Final Inspectionmkarahan100% (1)
- Thermal Fatigue Monitoring GuidelinesDocumento104 páginasThermal Fatigue Monitoring Guidelinesvarunsuri8100% (2)
- TR 110996Documento117 páginasTR 110996Subhadip SadhukhanAún no hay calificaciones
- Etd Epri p91 FailuresDocumento9 páginasEtd Epri p91 FailuresJustin Morse100% (1)
- Taming Condenser Tube Leaks - David G. DanielsDocumento15 páginasTaming Condenser Tube Leaks - David G. DanielsMarioAún no hay calificaciones
- Expansion Joint Maintenance GuideDocumento170 páginasExpansion Joint Maintenance Guidetopa patoAún no hay calificaciones
- (EPRI) Effect of Flexible Operation On Boiler Components - Theory and Practice - Vol.1 - Fundamentals (3002001180, 2013)Documento172 páginas(EPRI) Effect of Flexible Operation On Boiler Components - Theory and Practice - Vol.1 - Fundamentals (3002001180, 2013)Kunhee MoonAún no hay calificaciones
- VGB PowerTech Magazine Article PDFDocumento7 páginasVGB PowerTech Magazine Article PDFWaleed EmaraAún no hay calificaciones
- Degradation Internal P WRDocumento198 páginasDegradation Internal P WRAndres_Pastor1987100% (1)
- In-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFDocumento68 páginasIn-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFhirenkumar patelAún no hay calificaciones
- EPRI - Best Practice Guidelines For Manufacturing and Construction of Grade 91 (9Cr-1Mo) Steel ComponentsDocumento110 páginasEPRI - Best Practice Guidelines For Manufacturing and Construction of Grade 91 (9Cr-1Mo) Steel ComponentsFraser Lamont100% (1)
- BWR Water Chemistry ML003722491 PDFDocumento38 páginasBWR Water Chemistry ML003722491 PDFcaloycaloy2Aún no hay calificaciones
- Guidelines For Piping System Reconciliation (NCIG-05, Revision 1) EPRI NP-5639Documento64 páginasGuidelines For Piping System Reconciliation (NCIG-05, Revision 1) EPRI NP-5639staplesjfAún no hay calificaciones
- Steam Generator Tube FailuresDocumento307 páginasSteam Generator Tube Failurespinenamu100% (2)
- VGB R-167 e ContentDocumento6 páginasVGB R-167 e ContentFayaz ShaikAún no hay calificaciones
- Leak Sealing ProcedureDocumento83 páginasLeak Sealing ProcedureKrishna RaiAún no hay calificaciones
- Fatigue Reactor ComponentsDocumento814 páginasFatigue Reactor ComponentsAndres_Pastor1987100% (1)
- Combustion Turbine Combined Cycle Technology Developments, Reliability Issues, and Related Market Conditions PDFDocumento199 páginasCombustion Turbine Combined Cycle Technology Developments, Reliability Issues, and Related Market Conditions PDFkp pkAún no hay calificaciones
- Steam Turbine Blade Failure Root Cause Analysis Guide: Place Image HereDocumento262 páginasSteam Turbine Blade Failure Root Cause Analysis Guide: Place Image HereThanaraj SanmughamAún no hay calificaciones
- Layup For Cycling Units: Requirements, Issues, and Concerns - An EPRI White PaperDocumento12 páginasLayup For Cycling Units: Requirements, Issues, and Concerns - An EPRI White PaperAhmed El-ShafeiAún no hay calificaciones
- Steam Purity For Turbine Application by EPRI StandardDocumento8 páginasSteam Purity For Turbine Application by EPRI StandardRyan SumuleAún no hay calificaciones
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDe EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsAún no hay calificaciones
- TR 110407Documento56 páginasTR 110407David Fernando Mancilla GalánAún no hay calificaciones
- EPRI Guide Lines FACDocumento154 páginasEPRI Guide Lines FACankarao69100% (2)
- Interim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators HRSGs TR 110051 PDFDocumento286 páginasInterim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators HRSGs TR 110051 PDFsoumitra BanerjeeAún no hay calificaciones
- Superheater Corrosion in USC Power PlantDocumento136 páginasSuperheater Corrosion in USC Power PlantDanie-Els100% (1)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988De EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockAún no hay calificaciones
- 000000000001024961Documento176 páginas000000000001024961Shesharam ChouhanAún no hay calificaciones
- EPRI-R-3002010332-MRP-418 Use of Master Curve For Pressure-Retaining MaterialsDocumento114 páginasEPRI-R-3002010332-MRP-418 Use of Master Curve For Pressure-Retaining MaterialsOtso CronvallAún no hay calificaciones
- Tube To Header JointsDocumento4 páginasTube To Header Jointsshabbir626Aún no hay calificaciones
- EPRI Short Pump CourseDocumento676 páginasEPRI Short Pump CourseAnonymous YcAZv5qF67100% (1)
- EPRI Cycle Chemistry Guidelines For Fossil Plants All Volatile Treatment Revision1Documento264 páginasEPRI Cycle Chemistry Guidelines For Fossil Plants All Volatile Treatment Revision1EdwinAún no hay calificaciones
- EPRI Combined CycleDocumento34 páginasEPRI Combined CycleRaden Mas100% (1)
- Titanium Spec - Chart PDFDocumento1 páginaTitanium Spec - Chart PDFClaudia MmsAún no hay calificaciones
- What Is Bellows Pressure Thrust PDFDocumento2 páginasWhat Is Bellows Pressure Thrust PDFClaudia MmsAún no hay calificaciones
- Advantages and Limitations of Martensitic Steels For FusionDocumento4 páginasAdvantages and Limitations of Martensitic Steels For FusionClaudia MmsAún no hay calificaciones
- How To Become Certified by ASME 2010Documento2 páginasHow To Become Certified by ASME 2010quiron2010Aún no hay calificaciones
- An Introduction To Cathodic Protection PDFDocumento5 páginasAn Introduction To Cathodic Protection PDFGERMAN1979Aún no hay calificaciones
- Expansion of The Sourcebook For Hydrogen Applications 03-10-2006Documento1 páginaExpansion of The Sourcebook For Hydrogen Applications 03-10-2006Claudia MmsAún no hay calificaciones
- Chemical Analysis Test Report: Element Sample T-1 Sample B-2 SAE/AISI Gr. A356.0Documento2 páginasChemical Analysis Test Report: Element Sample T-1 Sample B-2 SAE/AISI Gr. A356.0Claudia MmsAún no hay calificaciones
- Welding of Stainless Steels and Other Joining Methods: A Designers' Handbook Series N 9 002Documento18 páginasWelding of Stainless Steels and Other Joining Methods: A Designers' Handbook Series N 9 002Sreenivas GuduruAún no hay calificaciones
- DPVC 09 PetrobrasDocumento47 páginasDPVC 09 PetrobrasClaudia MmsAún no hay calificaciones
- Owen Barfield BibliographyDocumento50 páginasOwen Barfield BibliographyClaudia MmsAún no hay calificaciones
- Condition of The Firetube Right After Removal From ServiceDocumento1 páginaCondition of The Firetube Right After Removal From ServiceClaudia MmsAún no hay calificaciones
- Inspection and Welding Repairs of Pressure VesselsDocumento9 páginasInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- In Situ Repair Welding of Steam Turbine ShroudDocumento7 páginasIn Situ Repair Welding of Steam Turbine ShroudClaudia MmsAún no hay calificaciones
- Metrode WPS SuperduplexDocumento4 páginasMetrode WPS SuperduplexClaudia Mms100% (3)
- Temper Bead Welding ProceduresDocumento8 páginasTemper Bead Welding ProceduresClaudia Mms100% (1)
- FCAW Temper Bead Iamot - OrgDocumento7 páginasFCAW Temper Bead Iamot - OrgClaudia MmsAún no hay calificaciones
- WRC Bulletin No 506 Half-Bead Temper-BeadDocumento2 páginasWRC Bulletin No 506 Half-Bead Temper-BeadClaudia MmsAún no hay calificaciones
- Solidification Cracking in SS Welds Pe1119Documento24 páginasSolidification Cracking in SS Welds Pe1119Claudia Mms100% (1)
- Balcke-Duerr 125Documento40 páginasBalcke-Duerr 125Andrei IngelbergAún no hay calificaciones
- ME 428 Nuclear Reactor Engineering Term Project Mechanical Engineering Department MetuDocumento11 páginasME 428 Nuclear Reactor Engineering Term Project Mechanical Engineering Department Metuqyilmazoglu100% (1)
- Training Report (NTPC)Documento80 páginasTraining Report (NTPC)Rupak KumarAún no hay calificaciones
- Section 2.3Documento6 páginasSection 2.3Chang BrootAún no hay calificaciones
- IAEA 2009 Nuclear Fuel CycleDocumento82 páginasIAEA 2009 Nuclear Fuel Cyclerobinho086Aún no hay calificaciones
- AdvantagesDocumento3 páginasAdvantagesMohd Faizal Omar HathabAún no hay calificaciones
- Cci OverviewDocumento8 páginasCci OverviewDinesh KumarAún no hay calificaciones
- A Summary of Main Thermal Reactor TypesDocumento7 páginasA Summary of Main Thermal Reactor TypesSalmanoiAún no hay calificaciones
- TH Upsc Ias Edition HD 10 08 2023Documento10 páginasTH Upsc Ias Edition HD 10 08 2023Souvik ChakrabortyAún no hay calificaciones
- Recent Facts About Photovoltaics in GermanyDocumento100 páginasRecent Facts About Photovoltaics in GermanyJayson LauAún no hay calificaciones
- Curriculum Vitae: Personal Details: BasicacademiccredentialsDocumento3 páginasCurriculum Vitae: Personal Details: Basicacademiccredentialsvineeth kumarAún no hay calificaciones
- 7 - From VVER-1000 To VVER-1200 Investigation of The Effect of The Changes in Core PDFDocumento13 páginas7 - From VVER-1000 To VVER-1200 Investigation of The Effect of The Changes in Core PDFtitas5123Aún no hay calificaciones
- Nuclear Reactions BalancingDocumento35 páginasNuclear Reactions BalancingDeiparineIrisAún no hay calificaciones
- 127 Nuclear Free Phil Coalition Vs NPCDocumento5 páginas127 Nuclear Free Phil Coalition Vs NPCcharmssatellAún no hay calificaciones
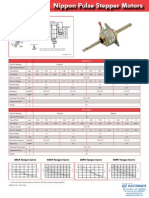
- NPM pfcl25 SpecsheetDocumento1 páginaNPM pfcl25 SpecsheetElectromateAún no hay calificaciones
- The Fukushima Nuclear AccidentDocumento11 páginasThe Fukushima Nuclear AccidentMariano MartinezAún no hay calificaciones
- Caterpillar Remanufactured Products - PumpDocumento20 páginasCaterpillar Remanufactured Products - PumpCHEE SENG LEEAún no hay calificaciones
- POWER2008-60167: Verifying Suitability For Service With Emi DiagnosticsDocumento8 páginasPOWER2008-60167: Verifying Suitability For Service With Emi DiagnosticsElias GabrielAún no hay calificaciones
- Epri HXDocumento300 páginasEpri HXAnonymous 1hOgJqwZuz100% (1)
- Chapter 1Documento62 páginasChapter 1Bennie Bailey100% (4)
- Connaect 2019 PDFDocumento96 páginasConnaect 2019 PDFwenix oniralcoAún no hay calificaciones
- The Japan Welding Engineering SocietyDocumento2 páginasThe Japan Welding Engineering SocietysuparnaAún no hay calificaciones
- Welding of Zirconium Alloys: Peter RudlingDocumento44 páginasWelding of Zirconium Alloys: Peter Rudlingboydrupal719Aún no hay calificaciones
- Uranium Processing PresentationDocumento76 páginasUranium Processing PresentationBadar HayatAún no hay calificaciones
- 400 KV Swyd FOR DOJDocumento49 páginas400 KV Swyd FOR DOJSam0% (1)
- Presentation For API 934FDocumento22 páginasPresentation For API 934FandreahankAún no hay calificaciones
- Introduction To Power Sector and NTPCDocumento80 páginasIntroduction To Power Sector and NTPCAJAY KUMARAún no hay calificaciones
- ShaliSeal PS PGDocumento24 páginasShaliSeal PS PGGautam DuttaAún no hay calificaciones
- Compact Heat ExchangersDocumento570 páginasCompact Heat Exchangersingbarragan87100% (1)
- Eskom Generation Div Map REV8 1Documento1 páginaEskom Generation Div Map REV8 1Vladimir PîrvanAún no hay calificaciones