También podría gustarte
- Coeficiente de CoberturaDocumento9 páginasCoeficiente de CoberturaWilder Huaman MuñozAún no hay calificaciones
- Silabo Obras de Ingenieria de DrenajeDocumento7 páginasSilabo Obras de Ingenieria de DrenajeWilder Huaman MuñozAún no hay calificaciones
- SifonesDocumento10 páginasSifonesWilder Huaman MuñozAún no hay calificaciones
- T9 SucesionesDocumento5 páginasT9 SucesionesWilder Huaman MuñozAún no hay calificaciones
- TrigonometríaDocumento19 páginasTrigonometríaWilder Huaman Muñoz100% (1)
- Crown HallDocumento2 páginasCrown HallEduardo ChasipantaAún no hay calificaciones
- Planilla y Resumen de Metrados - NichosDocumento8 páginasPlanilla y Resumen de Metrados - NichosbryanAún no hay calificaciones
- Arte Rococó y NeoclasicismoDocumento75 páginasArte Rococó y NeoclasicismoEster Saltamontes100% (1)
- Analisis Estructural Parte 2-2003Documento75 páginasAnalisis Estructural Parte 2-2003fercho198417Aún no hay calificaciones
- Arte RupestreDocumento18 páginasArte RupestreEdwin Torres de SoñezAún no hay calificaciones
- D-02 - Detalles de AltarDocumento1 páginaD-02 - Detalles de AltarSERVICIO TÉCNICOAún no hay calificaciones
- Preguntas de Estabilizacion de Suelos Con CementoDocumento4 páginasPreguntas de Estabilizacion de Suelos Con CementoSansdirondine0% (1)
- Curso de Redes de Internet PLATZIDocumento100 páginasCurso de Redes de Internet PLATZIJuan David Giraldo Rodriguez33% (3)
- Cap III - Expediente TecnicoDocumento22 páginasCap III - Expediente TecnicoEduardo Enrique Garcia100% (1)
- Presentacion Easy House (Casa Facil) 2012Documento100 páginasPresentacion Easy House (Casa Facil) 2012oscar51Aún no hay calificaciones
- OBRA DE LIVIO VACCHINIpdfDocumento2 páginasOBRA DE LIVIO VACCHINIpdfGian Carlo Montes FrancoAún no hay calificaciones
- Modelo Separadores Expediente TecnicoDocumento13 páginasModelo Separadores Expediente TecnicoRS Edgar100% (1)
- Analisis y Diseño de Un Puente MetalicoDocumento47 páginasAnalisis y Diseño de Un Puente MetalicoWILBER CUTIMBO CHOQUE81% (52)
- Plan Diario 08-03-23Documento1 páginaPlan Diario 08-03-23Mauricio EsquerreAún no hay calificaciones
- Proyecto Final ContenidoDocumento2 páginasProyecto Final Contenidoapi-3832150Aún no hay calificaciones
- Analisis de CasasDocumento28 páginasAnalisis de CasasDanna PadillaAún no hay calificaciones
- Actividad 5. Estructuras de Busquedas Eficientes en InternetDocumento3 páginasActividad 5. Estructuras de Busquedas Eficientes en InternetElizeth Garcia GonzalezAún no hay calificaciones
- Abadia de ClunyDocumento34 páginasAbadia de Clunyrogelio Arredondo100% (1)
- Producción de Lechugas HidropónicasDocumento9 páginasProducción de Lechugas HidropónicasMCarmen Rodas SalazarAún no hay calificaciones
- Ejercicio de Estructuras CondicionalesDocumento5 páginasEjercicio de Estructuras Condicionalesdhaniel pon sanchezAún no hay calificaciones
- Calculo de TráficoDocumento13 páginasCalculo de TráficoLuisHerreraLaraAún no hay calificaciones
- P U C C: Ontificia Niversidad Atólica de HileDocumento5 páginasP U C C: Ontificia Niversidad Atólica de HileMax spellman “Demonundertale”Aún no hay calificaciones
- Tema 4Documento12 páginasTema 4heidy BombosaAún no hay calificaciones
- Edificios de Grandes LucesDocumento15 páginasEdificios de Grandes LucesCeyanezAún no hay calificaciones
- Continuidad Del Racionalismo y de Los Principios ModernosDocumento5 páginasContinuidad Del Racionalismo y de Los Principios ModernosSnaiderGonzalesMarcaAún no hay calificaciones
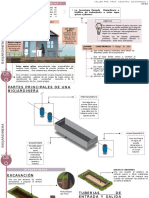
- Bio Jardine RaDocumento7 páginasBio Jardine RaSophia Chavez100% (1)
- Manual Tecnico AmbientalDocumento12 páginasManual Tecnico AmbientalmellajuanAún no hay calificaciones
- Unidad 8 - Sistemas de Administración de Relaciones Con El Cliente CRMDocumento20 páginasUnidad 8 - Sistemas de Administración de Relaciones Con El Cliente CRMmaira alexandra carabaliAún no hay calificaciones
- Ejercicio Dirigido Cimentación CorridaDocumento14 páginasEjercicio Dirigido Cimentación CorridaMichel Quiñones LizanaAún no hay calificaciones
- Ejercicios Direccionamiento IpDocumento10 páginasEjercicios Direccionamiento Ipmarco2731Aún no hay calificaciones