Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Informe Practicas
Cargado por
Edgardo QuindeTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Informe Practicas
Cargado por
Edgardo QuindeCopyright:
Formatos disponibles
UNIVERSIDAD NACIONAL DE PIURA
FACULTAD DE INGENIERIA PESQUERA
INFORME DE PRCTICAS PRE - PROFESIONALES
PARA OPTAR EL GRADO DE BACHILLER EN INGENIERIA PESQUERA
PROCESAMIENTO DE PRODUCTOS HIDROBIOLOGICOS A BASE DE POTA
PRESENTADO POR: GIMBSON JAVER OJEDA PAREDES DOCENTE ASESOR: Ing. EDGARDO QUINDE RENTERIA EMPRESA
SERVICIOS GENERALES INTEGRALES E.I.R.L
CATACAOS PIURA PERU
INDICE I. INTRODUCCION II. OBJETIVOS III. METODOLOGIA 1. ASPECTOS GENERALES DE LA EMPRESA 1.1. Breve Resea de la Empresa 1.2. Nombre y Ubicacin de la Empresa 1.3. Actividades de la Empresa 1.4. Descripcin de la Empresa 1.4.1. Tamao e Instalaciones 1.4.2. Energa Elctrica 1.4.3. Agua Potable 1.4.4. Mano de Obra 1.4.5. Deshechos a). Deshechos Lquidos b). Deshechos slidos 2. ESTRUCTURA Y ORGANIZACIN DE LA EMPRESA 2.1. Descripcin de la Funciones de cargos de la Empresa 2.1.1. Gerente General 2.1.2. Administracin 2.1.3. Jefe de Planta - Jefe de Produccin 2.1.4. Contabilidad 2.1.5. Jefe de Mantenimiento 2.1.6. Jefe de Aseguramiento de la Calidad 2.2. Organigrama de la Funciones a Cargo de la Empresa 3. PROCESO DE PRODUCCION 3.1. Procesamiento de Pota (Dosidicus gigas) 3.1.1. Recepcin 3.1.2. Corte y Fileteo 3.1.3. Limpieza y Lavado 3.1.4. Laminado 3.1.5. Anillado y/o Corte 3.1.6. Tratamiento 3.1.7. Coccin y Enfriamiento 3.1.8. Pesado y Sanitizado 3.1.9. Envasado 3.1.10. Congelado 3.1.11. Desblocado/Pesado/Glaseado 3.1.12. Empaque 3.1.13. Almacenamiento Congelado 3.1.14. Embarque 2
3.2. 3.3.
Descripcin de los Productos Elaborados Diagrama de Flujo de Procesamiento
4. MAQUINARIA EQUIPO E INSUMOS 5. INFRAESTRUCTURA DE LA PLANTA 6. DESARROLLO DE PRACTICAS 6.1. Departamento o rea al que estuvo relacionado 6.2. Trabajo Desarrollado 6.3. Problemtica y Alternativas de Solucin IV. CONCLUSIONES V. RECOMENDACIONES VI. BIBLIOGRAFIA VII. ANEXOS
7. IMPLEMENTACION DEL PLAN HACCP 7.1. Descripcin de los Productos Utilizados para el Proceso 7.1.1. Materias primas Presentaciones 7.1.2. Tipo de Envase y Empaque 7.1.3. Conservacin y Almacenamiento 7.1.4. Vida til de los Productos 7.1.5. Trminos de Referencia del Plan HACCP 7.1.5.1. Principios Bsicos del Plan HACCP 7.1.5.2. Pasos para la Implementacin 7.1.5.3. El Equipo HACCP 7.1.5.4. Anlisis de Peligros Potenciales en cada Etapa del proceso 7.1.5.5. rbol de Decisiones para Identificar los PCCs 7.1.5.6. Establecimiento de Limites Crticos 7.1.5.7. Sistemas de Monitoreo para los PCC 7.1.5.8. Acciones Correctivas 7.1.5.9. Procedimientos de Verificacin 7.1.5.10. Elaboracin de Sistemas de Registros y Documentacin 8. PROCEDIMIENTO DE HIGIENE Y SANEAMIENTO (PHS) 9. IMAGENES
I.
INTRODUCCION El sector pesquero presenta grandes expectativas sobre todo en el rea de congelado en cuanto a la gran variedad de especies que pueden ser procesadas, as tenemos que en la empresa Servicios Generales Integrales E.I.R.L. se procesa el recurso hidrobiolgico Pota o calamar Gigante (Dosidicus gigas) entre otras como son calamar (Loligo gahi). La demanda de estos productos es cada vez mayor en el extranjero, especialmente la pota en sus distintas presentaciones tanto frescas como pre cocidos, as tenemos los pases asiticos y europeos. En el presente informe doy a conocer los aspectos mas importantes de la actividad de congelados de pota (Dosidicus gigas) en sus distintas presentaciones, que procesa la empresa Servicios Generales Integrales E.I.R.L. dando un enfoque mas detallado lo que representa el campo pesquero en la industria de procesamiento de especies hidrobiologicas congeladas.
II.
OBJETIVOS 1. Completar mis conocimientos tericos con los conocimientos adquiridos durante mi periodo de mis practicas pre profesionales 2. Adquirir experiencia en el procesamiento de productos hidrobiologicos congelados especialmente la Pota y sus distintas presentaciones. 3. Aprender a dirigir personal de manera eficiente. 4. Conocer las distintas etapas del proceso de Pota.
III. METODOLOGIA Participacin activa en las distintas etapas del proceso, desde la recepcin hasta su embarque congelado. Inspeccin directa en las distintas etapas del procesamiento de pota Proposicin de interrogantes a los profesionales que laboran en la empresa.
1. ASPECTOS GENERALES DE LA EMPRESA 1.1. Breve Resea de la Empresa La empresa Servicios Generales Integrales E.I.R.L. es de capital nacional, que inicia sus actividades all por el ao 2004 en las instalaciones de la empresa Inca Kola, elaborando en su momento el respectivo Estudio de Impacto Ambiental (EIA) de la zona. La empresa 1.2. Ubicacin de la Empresa La empresa Servicios Generales Integrales se encuentra ubicada en el Km. 9.5 de la ciudad de Piura a la entrada de este distrito en la va Piura Catacaos en las instalaciones de la ex empresa Inca Kola. El acceso a la a esta empresa se puede realizar desde Piura por esta carretera asfaltada Piura Catacaos a una distancia de 9.5 Km en las coordenadas geogrficas S 05 15 .720 y W 080 40.103 1.3. Actividades de la Empresa La empresa centra sus actividades en el procesamiento de productos hidrobiologicos congelados con fines de exportacin, dando trabajo a la poblacin del lugar. 1.4. Descripcin de la Empresa 1.4.1. Tamao e Instalaciones La planta Servicios Generales Integrales E.I.R.L. cuenta con una infraestructura de material noble, oficinas administrativas, salas de proceso con capacidad instalada de 35 ton. de materia prima, cuanta con almacn de insumos de proceso, tnel de congelacin con amoniaco, cmara de almacenamiento congelado, servicios higinicos y vestuarios para hombres y mujeres. Plataformas de recepcin de materia prima 23.10 mt. De largo por 10 mt. De ancho, constituyendo un rea de 231 m2 Sala de corte y fileteado De 18.5 mt. De largo por 10 mt. De ancho con un rea de 185.0 m2 7
Salas de limpieza y lavado de materia prima 01 sala de 6.10 m de largo por 5.80 mt de ancho con un rea de 35.38 m2 01 sala de 6.0 mt. De largo por 7.6 mt. De ancho con un rea de 45.6 m2 Sala de empaque refrigerada De 4.0 de largo por 28.35 mt de ancho con un rea total de 113.40 m2 Adecuacin de Servicios Higinicos y Vestuarios De 5.0 mt. De largo por 12.95 mt de ancho con un rea total de 64.75 m2 Tnel de congelacin De 9.80 mt. De largo por 5.40 mt. De ancho con un rea total de 56.84 m2 Cmara de Almacenamiento Congelado De 16.60 mt. De largo por 28.35 mt. De ancho con un rea total de 470.61 m2
1.4.2.
Energa Elctrica En el desarrollo de las actividades se utilizara la energa elctrica proveniente de la empresa ENOSA SA. Energa proveniente del Sistema Interconectado Nacional.la energa elctrica es una fuente indispensable para la iluminacin y el funcionamiento de equipos y maquinarias
1.4.3.
Agua Potable El uso del recurso hdrico ser suministrado mediante un pozo tubular que por medio de una bomba electromecnica se adquirir el agua y ser almacenada en una cisterna de concreto en donde se trata por medio de otra bomba electromecnica con Hipoclorito de calcio para eliminar todo microorganismo que pudiera existir obteniendo una concentracin de cloro en la red de planta entre 0.5 3 ppm como lo exigen las autoridades sanitarias nacionales vigentes. Para complementar el control del agua y garantizar la calidad sanitaria, la planta realizara semestralmente 8
ensayos microbiolgicos que acrediten la buena calidad del agua. 1.4.4. Mano de Obra El personal que trabajara en las distintas actividades de la empresa es de aproximadamente entre 60 80 personas entre hombres y mujeres provenientes de Catacaos. A este personal se les instruir en el adecuado manejo y manipulacin de los productos hidrobiologicos, as como en las correctas practicas de higiene y saneamiento. As tenemos: a. En recepcin 04 personas b. En Corte y fileteo 07 personas c. En limpieza y Lavado 20 personas d. En cocina y enfriado 12 personas e. En envasado 10 personas f. En empaque 10 personas g. Apoyos de proceso 06 personas 1.4.5. Deshechos a). Desechos Lquidos Provenientes de las actividades de proceso de pota son tratados en una poza de decantacin acondicionada con piedra y grava para retener los solido que pudieran existir, luego sern evacuados por la red de desage de la ciudad. b). Desechos slidos Todos los residuos slidos provenientes del proceso de pota son evacuados hacia el relleno sanitario correspondiente o alguna empresa debidamente autorizada para el procesamiento de harina residual de pota.
2. ESTRUCTURA Y ORGANIZACIN DE LA EMPRESA 2.1. Descripcin de la Funciones de cargos de la Empresa Gerente General (GG): Es el responsable de la direccin general de la empresa. Dirige el planeamiento para el buen funcionamiento de la empresa, establece y ejecuta: objetivos y estrategias, polticas correspondientes para tal fin. Asigna personal definiendo funciones y grado de autoridad. Gerente Comercial (GC): Es responsable de la comercializacin de los productos externa e internamente. Gerente Administrativo y Finanzas (GAF): Responsable de la administracin y abastecimiento de insumos en forma eficiente y oportuna. Gerente de Operaciones (GO): Responsable de todas las actividades de la planta. Jefe Aseguramiento de la Calidad (JAC): Es responsable por la obtencin de buenos productos terminados, en condiciones que puedan ser exportados cumpliendo los requerimientos de los compradores y las especificaciones tcnicas vertidas por la poltica de calidad de la empresa. Ejecuta el programa de verificacin peridica conjuntamente con el gerente general y con los dems miembros. Jefe de Produccin (JP): Responsable de la produccin diaria, de cualquier nuevo proceso de las reas de congelado; as como; de velar se cumpla el programa de produccin. Jefe de Mantenimiento (JM): Es el responsable del mantenimiento de la planta y sus instalaciones. Planifica, dirige y ejecuta los programas de mantenimiento correctivo y preventivo.. Jefe de Turno (JT): Es responsable de la supervisin de la produccin diaria, supervisa al personal desde las reas de almacenamiento de materia prima hasta producto terminado. Reporta al jefe de produccin. Tcnico Aseguramiento de la Calidad (TAC): Es responsable operativo de controlar la calidad y llenar los registros del plan HACCP. Reporta al jefe aseguramiento de la calidad. Jefe de Saneamiento (JS): Establece programas de higiene y limpieza peridicamente a realizar en planta. Jefe de rea Administrativa (JAA): Responsable del suministro de personal, materiales e insumos en forma eficiente y oportuna. Jefe Seguridad y Vigilancia (JSV): Responsable de la seguridad del personal y del patrimonio de la empresa.
10
Jefe Logstica (JL): Responsable de conseguir que todo llegue a tiempo a su destino y en perfectas condiciones es una de las funciones del jefe de logstica o distribucin. la gestin, planificacin y capacidad de reaccin son algunas de las competencias clave de este profesional -mando intermedio- que reporta al gerente de operaciones y al gerente administrativo.
11
2.2.
Organigrama de la Funciones a Cargo de la Empresa
GERENCIA GENERAL
GERENCIA DE FINANZAS
GERENCIA DE OPERACIONES (PLANTA)
GERENCIA COMERCIAL
Secretaria
ADMINISTRACIN
Exportaciones
Jefe Administracin y Contabilidad
Jefe Seguridad y Vigilancia
Jefatura de Aseguramiento de la Calidad
Jefatura de Mantenimiento
Jefatura de Produccin
Almacn
Tcnico de Aseguramiento de la Calidad
Tcnico de Saneamiento
Tcnico de Mantenimiento
Jefe de Turno
Supervisor de Empaque Y almacenamiento
Equipo de Saneamiento
Supervisora Personal de Produccin rea del Proceso de Produccin
Jefe de Productos Terminados
12
3. PROCESO DE PRODUCCION 3.1. Procesamiento de Pota (Dosidicus gigas) 3.1.1. Recepcin La materia prima proviene de cualquier puerto del litoral peruano, llega a la planta en cmaras isotrmicas, en cajas plsticas con hielo con un peso promedio de 22 a 28 Kg. Durante la recepcin de la materia prima se verifica sensorialmente la calidad de la Pota ya que de este anlisis depende de que la materia prima se acepte o se rechace, se verifica adems de que la temperatura de esta especie sea menor o igual a 8 C Esta operacin es ejecutada por personal capacitado para reconocer la frescura de la materia prima y por ende si existe algn tipo de contaminacin qumica. La materia prima es pesada con la finalidad de verificar el rendimiento as como para el posterior pago al personal que trabaja a destajo. La materia prima Pota entera (Tubo, Aleta, Tentculo) se separa y se derivan sus productos de acuerdo a los requerimientos de produccin 3.1.2. Corte y Fileteo A Los tubos obtenidos en la etapa anterior se les retira la piel y luego se les abre longitudinalmente por la lnea de pluma y se les recorta los bordes a fin de darles un acabado recto. En esta operacin se les retira las vsceras, tinta y pluma. As mismo a las aletas se les corte segn el requerimiento y a los rejos o tentculos se les quita las ventosas o se les corta el reproductor segn los requerimientos del cliente. 3.1.3. Limpieza y Lavado Esta operacin se realiza con agua entre 2 - 4 ppm de cloro residual libre, y a T de 5 C, con la finalidad de reducir la carga microbiana; para lo cual contamos tambin con la logstica necesaria (mesas de acero inoxidable) y el personal calificado para dicha funcin. 3.1.4. Laminado Al filete limpio se le practica dos cortes longitudinales horizontales con la finalidad de obtener filetes con un 13
espesor requerido por el cliente, el filete laminado utilizado es filete intermedio sin restos de grasa ni membranas Este proceso de laminado es ejecutado en una mquina de acero inoxidable por personal debidamente capacitado.. 3.1.5. Anillado y/o Corte En esta etapa se procede a obtener las anillas para lo cual se van a utilizar unas cortadoras especiales (troqueladoras o taladros adecuados para este fin), las mismas que van a variar de acuerdo a las especificaciones del cliente, dentro de estas anillas se obtienen tambin los botones, los cuales son separados en la etapa se seleccin y afinado. 3.1.6. Tratamiento Qumico Despus se separar las anillas se someten a un tratamiento qumico, a base de fosfatos con la finalidad de reducir la acidez de la pota, este tratamiento es por un lapso de 12 15 horas a una temperatura de solucin menor o igual a 5C con 0.5 3 ppm de cloro residual. Esta solucin debe ser monitoreada durante las horas de exposicin y removida con ayuda de paletas de acero inoxidable para que el tratamiento sea uniforme en todo el producto. 3.1.7. Coccin y Enfriamiento Despus que se obtiene el filete laminado, es sometido a un tratamiento trmico por un lapso de 13 minutos a una temperatura de 95 C, posteriormente el producto es puesto a enfriamiento en agua con hielo a una temperatura menor o igual a 5C con una concentracin de 0.5 3 ppm de cloro residual. Luego pasar a la siguiente etapa. Lo mismo ocurre con las aletas que se cocinan y enfran con los mismos parmetro de temperatura pero con en tiempo de 40 a 45 minutos. 3.1.8. Pesado y Sanitizado El producto es pesado en balanzas electrnicas, las cuales se encuentran sobre mesas de acero inoxidable dando el peso requerido para la produccin, el cual depende de las especificaciones dadas por el cliente. Los 14
filetes frescos o cocidos, aletas frescas o cocidas, rejos frescos, anillas y botones debidamente pesados se someten a un sanitizado con agua clorada entre 0.5 - 3 ppm cloro libre y a temperatura menor o igual a 5 C, esto con la finalidad de mantener la cadena de fro y reducir y/o eliminar la carga microbiana existente, para de este modo pasar a la siguiente fase del envasado. 3.1.9. Envasado El producto se envasa sobre bandejas de material no corrosible protegindose los filetes, aletas, rejos, anillas y botones, con lminas de polietileno para que este no entre en contacto con la bandeja y por ende con el exterior, para el caso de anillas el envasado se realiza de manera individual, tipo interfoliado, o en bloque segn el requerimiento del cliente. Tanto los insumos como las bandejas son previamente lavadas y sanitizadas con la finalidad de proteger al producto de alguna contaminacin. 3.1.10. Congelado Los productos bien envasados se someten a congelacin en tneles hasta alcanzar los -18 C en el centro del producto. El tiempo de permanencia del producto en los tneles es de 10 a 12 Horas aproximadamente dependiendo de la temperatura de ingreso. 3.1.11. Desblocado/Pesado/Glaseado Los productos congelados son descargados del tnel y se desblocan, procediendo luego a separar el producto que se encuentra separado por lminas (deslaminado caso anillas interfoliadas) o dejarlo con lamina segn sea el caso de filetes, aletas y rejos, esta operacin se realiza por cada bandeja. El producto es pesado en balanzas electrnicas, las cuales se encuentran sobre mesas de acero inoxidable dando el peso requerido para la produccin, el cual depende de las especificaciones dadas por el cliente. Tambin se tiene que en algunos casos el cliente requiere el glaseado del producto IQF es decir es la adicin de un capa de hielo que acta como protector de los productos IQF, consiste en someter en una solucin de agua helada a 5 C con cloro residual entre 0.5 3 ppm. 15
3.1.12.
Empaque Luego de concluido el proceso de desblocado, el producto se meter en sacos de polipropileno (esto para el caso de bloques de filete, aleta y rejos) amarrndose con rafia y en bolsas de polietileno para el caso de productos IQF (Anillas) metindose en cajas mster de cartn sellado con cinta adhesiva. Una ves terminado el empaque se procede a identificar el producto con las siguientes especificaciones de rotulacin:
Fecha Producto Peso Neto Empresa Cdigo Sanitario Empresa : Da/Mes/Ao : Tipo de producto : Depende del cliente : S.G.I. : P133-CAT-SRGN
3.1.13.
Almacenamiento Congelado Los productos empacados se trasladan a las cmaras frigorficas en donde se estiban ordenadamente en andamios de forma tal que permita una buena circulacin de aire fro. Las cmaras frigorficas se mantienen a temperaturas de -20C a -25C, asegurando as temperaturas de 18 C en el producto. El producto se mantendr en estas cmaras hasta su posterior embarque.
3.1.14.
Embarque Antes de proceder al embarque del producto se verifica las condiciones de limpieza del contenedor. El producto a embarcar debe estar a una temperatura de 18 C; as mismo se deber verificar que el lote a embarcar sean sacos o cajas debern estar limpios, secos, y debidamente etiquetadas y/o codificadas de acuerdo a los requerimientos del cliente. Luego de verificar todo esto se empieza a cargar los contenedores en forma ordenada, completa la carga se procede a cerrarlos y colocarle el precinto de aduanas respectivo. Verificar que el sistema de fro del contenedor encienda antes de su salida de planta. se
3.2.
Descripcin de los Productos Elaborados 3.2.1. Tipo de Productos: 16
A.
POTA : FILETE FRESCO / PRECOCIDO, SUBPRODUCTOS DEL FILETE (Anillas, tiras, botones, dados, cubos, steack,) REJOS (TENTACULO) FRESCO / INDIVIDUAL SECCIONADO Y EN RODAJAS COCIDAS, REPRODUCTOR, ALETA FRESCA / COCIDA Descripcin: Pota eviscerada. Color, olor y sabor caractersticos de la especie. Ausencia total de aditivos y/o conservadores. Ausencia total de materiales extraos. Criterios microbiolgicos de acuerdo a R.D. N 030-96- DIGESA/SA En IQF, IWP clasificado por talla. Blocks de 10 Kg, Bolsas por 5 Kg. Peso neto por caja Mster / Saco: 30 a 40 Kg. segn requerimiento del cliente. Para ser consumida cocido, empanizado, frito, y en sopas; por el pblico en general en pases como: EE.UU. Europa y Asia. Debe ser consumida antes de los 18 meses. Producto de bajo riesgo
Presentacin: Uso: -
Vida til: Riesgo
17
3.3.
Diagrama de Flujo de Procesamiento de Pota RECEPCION EVISCERADO SELECCION FILETEO LAVADO CLASIFICADO ALMACENAMIENTO REFRIGERADO
REJOS
FRESCO
LIMPIEZA Y DESUNADO
FILETE
PRECOCIDO
LAMINADO ALMACENAMIENT O REFRIGERADO
ALETA
FRESCA
PESADO LAVADO Y SANITIZADO
COCIDA
COCCION Y ENFRIAMIENTO
PESADO
CLASIFICACION LAVADO
CORTADO Y SECCIONADO
LAVADO Y SANITIZADO
PESADO LAVADO Y SANITIZADO
COCCION Y ENFRIAMIENTO
PESADO PESADO
LAVADO Y SANITIZADO
ENVASADO CONGELADO ROTULACION Y EMPAQUE ALMACENAMIENTO
EMBARQUE
18
FLUJOGRAMA
DE ANILLAS, TIRAS, BOTONES, DE POTA
RECEPCION DE MATERIA PRIMA
PESADO EVISCERADO / SELECCION FILETEO LAVADO (EXTRACCION DE MEMBRANA) ALMACENAMIENTO REFRIGERADO LAMINADO
ESCALDADAS FRESCAS C/S TRATAMIENTO CONGELADAS
TRATAMIENTO TERMICO Y ENFRIAMIENTO ANILLADO - TROQUELADO O CORTADO SELECCIN Y AFINADO
ANILLADO - TROQUELADO O CORTADO SELECCIN Y AFINADO TRATAMIENTO
CONGELADO DESBLOCADO ANILLADO - TROQUELADO O CORTADO SELECCIN Y AFINADO
PESADO LAVADO Y SANITIZADO ENVASADO CONGELADO DESBLOCADO PESADO ENVASADO / SELLADO ROTULADO /EMPAQUE ALMACENAMIENTO
EMBARQUE
19
DIAGRAMA DE FLUJO: REJOS (TENTACULOS) FRESCOS, RECEPCION EVISCERADO SELECCION
LIMPIEZA Y DESUADO
CLASIFICACION
ALMACENAMIENTO REFRIGERADO REJOS FRESCOS REJO INDIVIDUAL CORTE Y SECCIONADO REJOS COCIDOS COCCION Y ENFRIAMIENTO CORTADO: MANUAL PESADO CLASIFICADO PESADO LAVADO Y SANITIZADO ENVASADO CONGELACION DESBLOCADO / PESADO ENVASADO ROTULADO Y EMPAQUE ALMACENAMIENTO CONGELADO EMBARQUE
20
4. MAQUINARIAS. EQUIPOS E INSUMOS La empresa cuenta con las maquinas, equipos siguientes los cuales se utilizan en casi todos los procesos de pota: Balanzas electrnicas. Tnel de congelamiento. Cmaras de almacenamiento. Mquina laminadora. Faja transportadora. Carretillas hidrulicas. (Stockas) Mesas Bandejas de Envasado
5. INFRAESTRUCTURA DE LA PLANTA Pisos: Los pisos se construyeron con materiales duraderos, impermeables, atxicos, fciles de limpiar y desinfectar, resistentes a la carga que van a soportar, resistentes a los cambios de temperatura y a los productos qumicos que se manejen adems se les dio una ligera pendiente para que los lquidos escurran hacia los drenajes. Las uniones de los pisos y paredes son impermeables y redondeadas o cncavos para facilitar la limpieza. Pasillos: Tienen una amplitud proporcional al nmero de personas que transitan por ellos y las necesidades de trabajo que se realizan. Paredes: Las paredes internas son lisas, impermeables y resistentes, de colores claros y fciles de limpiar para facilitar la supervisin de la limpieza. Puertas: La puerta por las que pasa la materia prima y sus productos, tienen suficiente amplitud, de material resistente. Techos: Los techos estn construidos de manera que no se acumule el polvo y la condensacin y se limpien fcilmente. El cielo raso est exento de grietas, aberturas y terminados de manera lisa, impermeable y color claro. Se debe impedir la acumulacin de polvo y suciedad y evitar al mximo la condensacin debida a los vapores de agua, ya que al condensarse caen y arrastran la contaminacin; adems de que se facilita la formacin de mohos y bacterias. Para evitar esto, los techos estn sujetos a una limpieza programada y continua, con un intervalo tal que se asegure su sanidad.
21
Iluminacin: Todo el establecimiento tiene alumbrado artificial adecuado. Los equipos de iluminacin cuentan con la proteccin adecuada para evitar contaminacin en caso de rotura. Sala de desinfeccin: Se dispone de instalaciones para el lavado, desinfeccin y secado de manos, esto son de fcil limpieza y provistos de medios convenientes para suministrar los desinfectantes necesarios. Servicios higinicos: Los servicios higinicos estn bien acondicionados y de fcil acceso. Las superficies de las paredes y techos son lisos, lavables y de colores claros, los pisos de material impermeable. Estarn bien iluminados y ventilados y se mantienen en buenas condiciones higinicas y con suficiente abastecimiento de desinfectantes. Almacenamiento de desechos: Se dispone de un rea fuera de la planta, exclusiva para el depsito de desechos. Los recipientes de basura en la planta estn debidamente ubicados y se mantienen tapados e identificados. La evacuacin es diaria. Tuberas: Estn diseadas adecuadamente para transportar suficiente cantidad de agua a los puntos donde se requiere. Se dispone de abundante agua con presin adecuada y temperatura necesaria.
22
6. DESARROLLO DE PRACTICAS 6.1. Departamento o rea al que estuvo relacionado En la empresa Servicios Generales Integrales E.I.R.L. estuve ligado al Departamento de Produccin. 6.2. Trabajo Desarrollado Durante la realizacin de mis practicas en la empresa Servicios Generales Integrales E.I.R.L. estuve volcado en dos reas inicialmente estuve como Supervisor del rea de Recepcin de materia prima, donde pude tener personal a mi cargo y aprender a dirigirlos, tambin tuve que verificar el estado de calidad de la materia prima aprendiendo los anlisis fsicos organolpticos inspeccionando que la temperatura de recepcin sea la apropiada (8C como mximo) Aplicando para todo esto las Buenas Practicas de Manufactura y el Programa de Higiene y Saneamiento. Posteriormente me encargaron la Supervisin del rea de envasado teniendo aqu que dirigir al personal y supervisar el correcto envasado y la buena aplicacin de la Buenas Practicas de manufactura as como el Programa de Higiene y Saneamiento. En ambos casos estuve bajo la supervisin de los Ing. Juan Coronado Antn Jefe de Produccin y Yoshio Granda Tvara Jefe de Aseguramiento de Calidad
6.3.
Problemtica y Alternativas de Solucin Durante el desarrollo de mis prcticas en la empresa Servicios Generales Integrales E.I.R.L. he podido observar y constatar algn problemtica que debera drsele solucin as evitar problemas en la produccin y en la calidad de los productos que all se elaboran: 1. La empresa Cuenta con un sistema de drenaje basado en canaletas para la evacuacin de residuos lquidos las cuales no estn diseadas para tal fin en tamao, ya que cuando se trata de escurrir los lquidos procedentes del proceso estos se rebosan ocasionando una inundacin tanto en exteriores como interiores; por lo que debera revisarse el sistema por un especialista en drenajes para que de esta manera se ponga fin a este problema. 2. La empresa cuenta con un sistema de coccin por calderos el cual inyecta el vapor hacia las cocinas, debera realizrsele un mantenimiento con periodos mas consecutivos para as evitar 23
demoras en la produccin y salvaguardar la seguridad del personal que labora en el rea de mantenimiento. 3. Se tiene maquinas laminadoras, las cuales debera realizarse mantenimiento antes, durante y despus del proceso para as maximizar su efectividad de trabajo y no tener demoras en la produccin sabiendo que el tiempo es primordial en el proceso de recursos hidrobiologicos perecibles. 4. La empresa cuenta con personal no instruido por lo que debera capacitarse en seguridad industrial para as evitar accidentes graves que lamentar, tanto con la infraestructura, maquinas y equipos e instalaciones elctricas. 5. Para el proceso de coccin la empresa cuenta con un sistema rustico, es decir todo el trabajo es realizado por hombres en forma manual, por lo que debera implantarse un sistema basado en tecle mecnico para la extraccin de la pota de la cocina y as evitar quemaduras en el trabajador. 6. Otro punto que se puede apreciar a diario en la empresa es que la planta tiene una capacidad de congelacin de 15 Ton de producto terminado por lo que debera programarse la cantidad de pesca necesaria para que de esta manera no se sobre esfuerce las maquinas productoras de frio, as como al personal y no tener problemas en maquina - hombre.
24
IV.
CONCLUSIONES La empresa Servicios Generales Integrales E.I.R.L. desarrolla un proceso de pota que esta acorde con las normas establecidas de calidad. La pota (Dosidicus gigas) se presenta como un recurso hidrobiologico capaz de ser transformado en variedad de productos de alto grado alimenticio, siendo el filete pre cocido al que mas inters toma en sus procesos ya que a travs de este se pueden obtener una variedad de subproductos. La empresa cuenta con profesionales capacitados para desarrollar procesos en distintas presentaciones.
25
V. RECOMENDACIONES A la materia prima que ingresa debera aplicrsele un control microbiolgico para descartar cualquier presencia o contaminacin de bacteria, hongos o virus, ya que en planta solo se le aplica un muestreo fsico organolptico, consistiendo este en olor, color, sabor y textura. En la empresa se evacua residuos que se descartan del proceso pudiendo estos drseles un valor agregado como es la harina de pota, para lo cual debera acondicionarse un ambiente y contar con la maquinaria adecuada para dicho fin. Debera acondicionarse un laboratorio para realizar anlisis microbiolgico. La empresa debera aplicar un programa de mantenimiento preventivo y correctivo mas exhaustivo, ya que existe maquinas que necesitan de un buen mantenimiento (Stockas, laminadoras, balanzas, etc.) ya que el desperfecto de estas durante el proceso hara perder tiempo el cual es un punto fundamental en el procesamiento de alimentos. Se debe capacitar al personal en todo momento para que este desarrolle sus actividades con total normalidad Debera realizarse simulacros para que el personal pueda estar preparado ante cualquier siniestro.
26
VI. BIBLIOGRAFIA
1. Instituto Tecnolgico Pesquero del Per, XV Curso Internacional de Procesamiento de Productos Congelados del 11 de Enero al 05 de Marzo de 1999. Lima Callao. 2. SGS. del Per SAC.-Curso sobre Principios de HACCP ,Lineamientos Para la Implementacin y Uso Trujillo Per Octubre del 2006 3. Norma sanitaria para las Actividades Pesqueras y acucola D.S.N 040 2001 PE 4. Cdigo Internacional Recomendado de Prcticas Principios Generales de Higiene de los Alimentos, CAC/RCP 1-1969, Rev. 4 2003, Pg. 19. 5. Manual de Calidad en cefalpodos HACCP de la empresa Servicios Generales Integrales E.I.R.L., versin setiembre 2007. 6. Manual del Programa de Higiene y Saneamiento de la empresa Servicios Generales Integrales E.I.R.L., versin setiembre 2007. 7. Manual de Buenas Practicas de Manufactura en Cefalpodos de la empresa Servicios generales Integrales E.I.R.L., versin setiembre 2007 8. Estudio del Impacto Ambiental de la empresa Servicios Generales Integrales E.I.R.L. Catacaos 2004
27
28
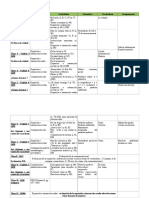
RATIOS DE CONSUMO DE INSUMOS POR PRODUCTO
PRODUCTO FORMATO LAMINAS (LAMINAS /BDJA) sacos(saco/kg) 1 FILETE FRESCO 2/4 SACO 3X10 2 0.0333 2 REJOS BAILARINA 1/2 A/C S/R SACO 3X10 2 0.0333 3 REJO BAILARINA 3/4 A/C C/R SACO 2X10 2 0.0500 4 REJOS BAILARINA 4-UP A/C C/R SACO 2XPV 2 0.0500 5 REJOS SECCIONADOS 2/3 S/R BOLSA 2X10 2 0.0000 6 REJOS AL BARRER (NUCAS) BOLSA 3X10 2 0.0000 7 C-109 EN BLOCK SACO 3X10 2 0.0333 8 ALETA FRESCA SACO 3X10 2 0.0333 9 ANILLAS MIXTAS EN BLOCK SACO 3X10 2 0.0333 10 FILETE P/C CM SACO 3X10 2 0.0333 11 REJOS SECCIONADOS 3-UP S/T S/A S/R SACO 3X10 2 0.0333 12 REJO SECCIONADO 4UP S/T S/A S/R SACO 2X10 2 0.0500 13 RODAJA DE REPRODUCTOR P/C BANDX5KG 9 0.0000 14 ALETA P/C SACO 3X10 2 0.0333 15 REJO BAILARINA 2/3 S/R SACO 3X10 2 0.0333 16 FILETE S/3P SACO 3X10 2 0.0333 17 RODAJAS DE REPRODUCTOR P/C BANDX5KG 9 0.0000 18 REJO BAILARINA 3/4 S/R SACO 3X10 2 0.0333 19 TERMINALES BOLSA 3X10 2 0.0000 20 ANILLAS MIXTAS TRATADAS IQF BANDX5KG 8 0.0000 21 FILETE P/C S/M SACO 3X10 2 0.0333 22 REPRODUCTOR FRESCO BLOCKX10KG 2 0.0000 23 FILETE FRESCO 2/4 CAJA 2X10 2 0.0000 24 C-48 TRATADO IQF BANDX5KG 9 0.0000 25 C-21 TRATADO IQF BANDX5KG 8 0.0000 26 C-19 SACO 3X10 2 0.0333
RAFIA (KG-RAFIA/SACO) CAJAS (caja/kg) 0.004 0.00 0.004 0.00 0.004 0.00 0.004 0.00 0.000 0.00 0.000 0.00 0.004 0.00 0.004 0.00 0.004 0.00 0.004 0.00 0.004 0.00 0.004 0.00 0.000 0.00 0.004 0.00 0.004 0.00 0.000 0.00 0.000 0.00 0.003 0.00 0.000 0.00 0.000 0.00 0.004 0.00 0.000 0.00 0.000 0.05 0.000 0.00 0.000 0.00 0.004 0.00
CINTA (m/caja) 0.00 0.00 0.00 0.00 13.00 13.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 13.00 0.00 0.00 0.00 3.00 0.00 0.00 0.00
carnal (kg/TM) Bolsas (unid/kg) 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.05 0.00 0.03 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 30.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.03 30.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 30.00 0.00 30.00 0.00 0.00 0.00
29
RENDIMIENTO DE MATERIA PRIMA VS PRODUCTO TERMINADO
Producto ALETA C/CRUZ C/P fresca ALETA P/C ANILLAS MIXTAS FRESCAS BLOCK ANILLAS MIXTAS TRATADAS BLOCK ANILLAS MIXTAS TRATADAS IQF FILETE 2-4 FILETE P/COCIDO C/M Rejos Bailarina Rejo Secc Recorte P/C - DARUMA Reproductor Fresco TOTAL
PP.TT 17,800.0 5,680.0 5,810.0 250.0 100.0 11,530.0 2,750.0 3,870.0 15,750.0 3,020.0 120.0 66,680.0
M.P. RENDIMIENTO 19,317.0 92.15% 10,866.0 52.27% 32,018.0 18.15% 1,310.0 19.08% 520.0 19.23% 13,890.0 83.01% 6,500.0 42.31% 4,250.0 91.06% 19,746.0 79.76% 6,950.0 43.45% 170.0 70.59% 26,866.0
30
RENDIMIENTO DE HIELO POR TONELADA DE PRODUCTO TERMINADO
TIPO DE PRODUCTOS Manto 2 4 Anillas en block Anillas de segunda IQF Aleta C/C sin cartlago Rejo 1-2 BACK Rejo 2-3 BACK Rejo 3-4 BACK Rejo 4-up BACK Filete pre cocido Aleta precocida Rodajas Precocidas Tratamiento de Anillas Tratamiento de botn Reenhielado de reprod. P/C Reenhielado de reprod. fresco
FACTOR X TONELADA 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 1.4 1.4 1.3 0.7 0.7 1.2 1.2
TIPOS DE PRODUCTOS
FRESCOS
PRECOCIDOS TRATAMIENTOS REENHIELADOS
31
7. IMPLEMENTACION DEL PLAN HACCP 7.1. Descripcin de los Productos Utilizados para el Proceso 7.1.1. Tipo de Envase y Empaque Bolsas plsticas de polietileno de diferentes dimensiones y capacidades. Lmina de Polietileno de 1.5 micras Cajas mster con y sin impresin, de diferentes dimensiones, capacidades y selladas segn clientes. Cajas parafinadas con y sin impresin (liner) para fishblock de 1 libra y 7.5 Kg. Cinta de embalaje Etiquetas segn especificaciones del cliente, y cola sinttica Saco de polipropileno color blanco Hilo plstico (Rafia) Instrucciones de la Etiqueta Existen muchos pases que tienen reglamentos especficos que regulan el tipo y colocacin de la informacin sobre los envases. El reglamento Sanitario de los alimentos (D.S.N 112-63DGS, actualizado por D.S.N -014-84-SA) en su Art.61 define los siguientes: o Envase: recipiente o envoltura destinada a contener el alimento, con la finalidad de protegerlo de alteraciones fsicas, qumicas, biolgicas y/o adulteraciones, mejorar su presentacin y facilitar su comercializacin. o Envoltura: material que protege el alimento en su envase permanente o al momento de venta del producto hacia al publico. o Cobertura: cubierta que se presenta en contacto directo con el alimento protegindole y coadyuvndose en este caso, la conservacin del mismo. o Cierre: todo elemento que evita la apertura espontnea del envase y mantiene la hermeticidad requerida. o Precinto: Es todo elemento que garantiza la inviolabilidad del cierre de un embalaje, envase, envoltura o cobertura. o Rotulo, membrete o etiqueta: es toda leyenda, inscripcin o marca que se adhiere, imprime o graba en los envases, envolturas, cobertura y embalaje de los alimentos, con el objeto de definirlos o identificarlos. Su contenido debe ceirse adems a las 32
normas del reglamento, a la norma tcnica de INDECOPI N 209.038(1991). Datos Contenidos en la Etiqueta: En la etiqueta deber indicar los siguientes datos en castellanos y/o otros idiomas de acuerdo al pas a exportar: Nombre del producto: el nombre deber indicar la verdadera naturaleza del producto y deber ser especfico y no genrico. el nombre del producto deber corresponder a la clasificacin especfica en la norma tcnica peruana correspondiente. Las abreviaturas no sern afectadas para los nombres del producto. Lista de ingredientes: los ingredientes debern ser puestos en orden decreciente de proporciones y con su nombre comn. Nmero de piezas por kilogramo. Fecha de produccin. Fecha de vencimiento. Nombre de la empresa Peso neto: el peso deber ser expresado en gramos, libras, de acuerdo al pas a exportar. Peso bruto: el peso debe ser expresado en gramos libras de acuerdo al pas a exportar. Pas de origen: el producto deber llevar la frase producto peruano en uno o ms idiomas que correspondan al pas exportado, excepto el castellano. Embalaje: caja o cubierta utilizada para proteger el envase o el alimento tanto de los agentes exteriores como de los daos fsicos durante su almacenamiento, transporte comercializacin expendio. Ingredientes: toda sustancia empleada en la fabricacin en la preparacin de un alimento. Componente: cualquier sustancia que forma parte de un ingrediente. Periodo de duracin mnimo: tiempo limite durante el cual bajo condiciones adecuadas de almacenamiento , el alimento conserva tanto sus propiedades organolpticas como nutritivas , as como sus requisitos fsicos- qumicos y microbiolgicos.
7.1.2.
Conservacin Almacenamiento y Vida til de los productos Los productos congelados debern mantenerse a temperatura constante de 18 C mnimo y siempre en su envase original, a fin de garantizar la inocuidad del 33
alimento y evitar el riesgo de contaminacin fsica por materiales extraos, qumicos o microbiolgicos por el manipuleo extra planta. Los productos congelados, conservados adecuadamente en almacn limpio y seguro y a temperatura de - 18 C (constante), tienen un tiempo de vida til de 2 aos.
7.1.3.
Intencin y uso final de los productos El consumo de todos los productos ser al estado cocido en cualquiera de sus formas puede estar orientado a todo tipo de consumidor, nios, adultos, ancianos, a menos que por prescripcin medica estn prohibidos de consumirlos. No es necesaria la descongelacin previa a su preparacin
7.1.4.
Materiales e insumos usados durante el proceso Insumos: o o o o o o Hielo Hipoclorito de Calcio. al 65%, Dixido de Cloro Liquido Carnal 659 S , que contiene : Difosfato de sodio (E - 450) Polifosfatos de sodio (E - 452) Tripolifostato de sodio (E - 451) Dosiplus que contiene : Polifosfato sdico ( E - 452) Tripolifosfato sdico ( E - 451) Carbonato potsico (E - 501) Cloruro de sodio Bolsas plsticas de polietileno de diferentes dimensiones y capacidades. Lmina de Polietileno de 1.5 micras Cajas mster con y sin impresin, de diferentes dimensiones, capacidades y selladas segn clientes. Cajas parafinados con y sin impresin (liner) para fishblock de 1 libra y 7.5 Kg. Cinta de embalaje Etiquetas segn especificaciones del cliente, y cola sinttica Saco de polipropileno color blanco Hilo plstico (Rafia)
Materiales de empaque:
34
7.1.5.
Trminos de Referencia del Plan HACCP 7.1.5.1. Principios Bsicos del Plan HACCP 1. Identificar los peligros potenciales 2. Determinar los puntos de control crticos (PCC), en los que pueden ser controlados los peligros o riesgos sanitarios. 3. Establecer los lmites o criterios adecuados que deben observarse para asegurar que los PCC se encuentren bajo control. 4. Establecer y aplicar un sistema de monitoreo para e asegurar el control del PCC. 5. Establecer las acciones correctivas que deben ser tomadas cuando se detecten una desviacin en PCC. 6. Establecer un sistema de documentacin concerniente a todos los procedimientos. 7. Establecer procedimientos para la verificacin del HACCP. Pasos para la Implementacin del HACCP Un plan HACCP implementado deber considerar en su estructura operaciones que se identifican en la secuencia para la aplicacin del sistema de HACCP. Dicha secuencia es la siguiente:
7.1.5.2.
1. 2. 3. 4. 5.
Formacin del equipo HACCP. Descripcin del producto Determinar el presunto uso del producto. Elaboracin del Diagrama e Flujo. Verificacin practica del diagrama de flujo 6. Enumeracin de riesgos o peligros significativos. 7. Determinacin de puntos crticos e control. 8. Especificaciones de los lmites crticos. 9. Establecimientos de procedimientos de monitoreo. 10. Establecimiento de medidas correctivas 11. Establecimientos de procedimientos de verificacin 12 Establecimiento del sistema registro y documentacin.
35
7.1.5.3.
El Equipo HACCP A. LIDER DEL EQUIPO HACCP Responsable de dirigir el equipo. Recae en el Gerente General. Convoca y dirige las reuniones del equipo HACCP. Participa en la elaboracin y revisin mensual o cuando sea necesario del plan HACCP, atiende las quejas de los clientes. Coordina con la gerencia de Consumo Humano Directo y la Gerencia de Marketing y Ventas el nivel del reclamo y la absolucin correspondiente. Es responsable de la aplicacin, mantenimiento y actualizacin del Plan HACCP y de toda la documentacin generada por esta razn. Las funciones inherentes a la funcin de Superintendente se encuentran en el manual de funciones. B. ADMINISTRADOR Control de los recursos para mantener el sistema operativo. Recae en el Jefe de Administracin de Planta de Congelados. Participa junto con el equipo HACCP en la elaboracin y revisin mensual o cuando sea necesario del Plan HACCP. Ejecuta con el lder todas las acciones de coordinacin para el mantenimiento operativo del Plan HACCP y apoya al lder en la atencin de las quejas de los clientes. Coordina la trazabilidad del producto para absolver las quejas del cliente. Controla la ejecucin de las normas establecidas en el plan y procedimientos o herramientas de apoyo; se contacta con entidades exteriores para mantener vigente las normas de calidad. es responsable de la actualizacin del manual HACCP, conjuntamente con el equipo HACC. Las responsabilidades inherentes a funcin de 36
JAC, se encuentran en el manual de funciones de Aseguramiento de Calidad. C. COORDINADOR Responsable de implementar, dirigir, supervisar y de las y validaciones de acciones emprendidas relacionados con el sistema HACCP y sus soportes. Recae en el Jefe de Produccin y Jefe de Mantenimiento Recomienda y propone acciones que conllevan a un mejoramiento continuo del sistema HACCP. Mantener informado al personal de las ltimas disposiciones emitidas relacionadas con el HACCP. D. CORDINADOR AUDITOR INTERNO Responsable de aplicar Auditorias Internas para verificar la correcta aplicacin del Sistema HACCP. Recae en el Jefe de Aseguramiento de la Calidad Participa en la elaboracin y revisin o cuando sea necesario del Plan HACCP. Es el responsable de aplicar los programas de verificacin del sistema HACCP. Las responsabilidades inherentes a su cargo se encuentran en el manual de funciones de Administracin y recursos Humanos. E. MIEMBROS Todos los miembros (Tcnicos de Aseguramiento de la Calidad, Jefes de Turno, Productos Terminados, Saneamiento, Logstica, etc.) tienen la responsabilidad de asistir a todas las reuniones del equipo HACCP a las que se les convoca. Participan en la elaboracin y revisin mensual o cuando fuera necesario del Plan HACCP. Son responsables de la aplicacin, administracin y actualizacin del Plan HACCP y de toda la documentacin generada por esta razn en su mbito de 37
trabajo. Las responsabilidades inherentes a la funcin de cada miembro del equipo HACCP, se encuentran en los Manuales de Funciones respectivos del rea a la que pertenecen 7.1.5.4. Anlisis de Peligros Potenciales en cada Etapa del proceso Anlisis de peligros.- es un enfoque al anlisis de peligros y se divide en dos actividades: o Evaluacin de peligros. o Tipos de peligros: Peligros biolgicos. o Peligros microbiolgicos por presencia de bacterias patgenas. o Peligros microbiolgicos por contaminacin de bacterias patgenas. o Peligros microbiolgicos por crecimiento de bacterias patgenas. o Peligros microbiolgicos por sobre vivencia de bacterias patgenas. Peligros qumicos o Peligros qumicos por presencia. o Peligros qumicos por formacin. o Peligros qumicos por contaminacin. Peligros fsicos o Peligros fsicos por presencia de materias extraas. o Peligros fsicos por contaminacin materias extraas. de
o Peligros fsicos por generacin de materias extraas. o Peligros fsicos por persistencia de materias extraas.
38
Identificacin de peligros.- se procedi a elaborar una lista de todos los posibles peligros potenciales que se pueda esperar razonablemente que surjan en cada paso del proceso. 7.1.5.5. Establecimiento de Limites Crticos Dentro de estos lmites se tiene: Limites Fsicos Temperatura: Agua para el proceso de lavado y sanitizado de materia prima menor o igual a 5C Agua para el almacenamiento refrigerado menor o igual a 5C Del producto congelado mnima.-18C De la cmara de almacenamiento mnima de 25C De la materia prima en Recepcin menor o igual a 5C Aspectos fsicos como peso, formas, color, tiempo de exposicin del producto (cocido, pre cocido o escaldado), dimensiones o tamaos de los productos van a estar de acuerdo con los requerimientos del cliente. Limites Qumicos Concentracin de Cloro Libre: Del agua de lavado y sanitizado entre 2 4 ppm Almacenamiento refrigerado para materia prima entre 0.5 - 3 ppm. Agua de la red de planta entre 0.5 3 ppm. Hielo usado en el proceso entre 0.5 3 ppm Para el lavado y desinfeccin de bandejas para el envasado del producto entre 80 100 ppm. Para el lavado de manos (maniluvio) entre 10 20 ppm. Para el pediluvio de ingreso a sala de proceso e ingreso a servicios higinicos entre 100 200 ppm.
39
Para el lavado y desinfeccin de maquinaria, utensilios y equipos de trabajo entre 100 200 ppm
7.1.5.6.
Sistemas de Monitoreo para los PCC
El TAC se encargara de monitorear los lmites crticos establecidos en cada etapa del flujo de proceso para realizar dicha actividad tendr como instrumentos de ayuda: Kit o test para la determinacin del CRL con un rango de escala que va desde 0.5 15 ppm. Termmetro digital calibrado por entidad competente autorizada con una escala de -50C / + 150C Cronometro digital para la medicin de tiempos. Pesa patrn calibrada por entidad competente autorizada. Balanza electrnica digital con una escala que va desde los + / - 10 gr.
7.1.5.7.
Acciones Correctivas
Si durante el proceso se observa que han sido sobrepasados los PCC encontrados en las diferentes etapas del proceso el TAC avisara al JAC para decidir las acciones correctivas a seguir y estas sern anotadas en el registro de Acciones correctivas Si en la etapa de recepcin la temperatura de la materia prima excede el Limite Critico se practicar la evaluacin Fsico organolptico y se adicionar hielo inmediatamente hasta bajar la temperatura y en caso de que la evaluacin fuese negativa la materia prima no se usara en la produccin y los 40
resultados se anotarn en el registro de Recepcin de materia Prima y registro de Acciones Correctivas. Si existiese contaminacin del producto por lubricantes / combustibles y en evaluacin sensorial es evidente dicha contaminacin la materia prima no se usar en planta de congelado. Todas las acciones sern anotadas en el registro. La desviacin de Lmite crtico en la etapa de lavado dar lugar al restablecimiento inmediato de los niveles de Cloro Residual Libre y adicin de hielo para disminuir la temperatura de los productos y mantener la cadena de Fro. La desviacin de los limites crticos en la etapa de Congelado sern corregidos o en su defecto el producto ser separado para ser minuciosamente inspeccionado por un anlisis fsico Organolptico Microbiolgico por una certificadora de confianza. El TAC comunicar inmediatamente al supervisor de turno y al jefe de aseguramiento de la calidad. 7.1.5.8. Elaboracin de Sistemas de Registros y Documentacin Los Registros cumplen varias funciones vitales: Ellos documentan que los lmites establecidos para un punto crtico de control han sido mantenidos en base del registro de los resultados de las actividades de montonero o procedimientos de vigilancia. Si los lmites crticos son excedidos, ellos documentan de las acciones correctivas, tomadas para: (1) poner al punto crtico de control bajo control o,
41
(2) la disposicin del producto, en caso de mostrar defectos. Ellos ofrecen rastreo del producto desde el principio hasta el final.
7.1.5.9. Procedimientos de Verificacin Implantado el sistema HACCP en la empresa, se llevara a cabo una verificacin peridica del sistema. La verificacin del sistema HACCP consiste en a. Verificacin de PCCs b. Verificacin del sistema HACCP mediante el muestreo y anlisis de productos: c. Validacin de los lmites crticos d. Validacin del plan HACCP e. Auditorias internas 7.1.5.10. Elaboracin de Sistemas de Registros y Documentacin Permitir al equipo HACCP con la Gerencia una revisin adecuada del PLAN HACCP, determinar si existen y dnde existen tendencias indeseables, y cmo evitar su repeticin. Se deben cumplir las siguientes funciones: a) Documentan que los lmites crticos establecidos para un PCC, son controlados y no estn fuera del limite, esto se anotara y se tomaran las medidas correctivas segn lo amerite despus de las actividades de monitoreo. Documentan el rastreo del producto desde el principio hasta
b)
42
8. PROCEDIMIENTOS DE HIGIENE Y SANEAMIENTO (PHS) El mantenimiento de la higiene en una planta procesadora de alimentos congelados es una condicin esencial para asegurar la inocuidad de los productos que all se elaboren. Una manera eficiente y segura de llevar a cabo las operaciones de saneamiento es la implementacin del programa de Higiene y saneamiento (Segn Norma Sanitaria Para las Actividades Pesqueras y Acucolas D.S.N040-2001-PE. En cada etapa de la cadena alimentara desde la produccin primaria hasta el consumo son necesarias prcticas higinicas eficaces. El sabor, olor y mantenimiento de la calidad de los productos pesqueros pueden ser influenciados por las malas prcticas higinicas. As, se podran mencionar muchos ms ejemplos de la influencia de la higiene en la calidad de los productos alimenticios. Asimismo la aplicacin del PHS es un requerimiento fundamental para la implementacin de sistemas que aseguren la calidad de los alimentos. Para la implantacin del PHS, al igual que en los sistemas de calidad, la seleccin y capacitacin del personal responsable cobra suma importancia El desarrollo del programa de saneamiento est basado en las regulaciones recomendadas por el FDA, el CODEX ALIMENTARIUS y la Norma Sanitaria para las Actividades Pesqueras y Acucolas D.S. N 0402001-PE. El Programa de Higiene y Saneamiento se desarrolla en la empresa tratando los puntos que a continuacin se detalla: 1. 2. 3. 4. 5. 6. 7. 8. Control en la Vigilancia de la salud, Higiene y hbitos del personal, as como la Capacitacin en Higiene y saneamiento Control de la Calidad del Agua Control de la Higiene de la Superficies Prevencin de la contaminacin Cruzada Proteccin del Producto contra la contaminacin y adulteracin Control en el manejo de productos txicos Control de Plagas Mantenimiento de la Instalaciones, equipos, Utensilios y Calibracin de instrumentos
43
9. IMGENES. Lavado en playa
Recepcin de materia prima en planta
44
Fileteado
Desuado de rejos
45
Lavado de Filete
Laminado
46
Cocinado
Perfilado
47
Pesado
Envasado
48
Empaque
Almacenamiento
49
OTROS PRODUCTOS ELABORADOS ALETA PRECOCIDA
ANILLAS
50
REJOS INDIVIDUALES
51
También podría gustarte
- Productos HidrobiológicosDocumento15 páginasProductos HidrobiológicosAngela Lizbet33% (3)
- Proyecto Concha de AbanicoDocumento33 páginasProyecto Concha de AbanicoEdgardo QuindeAún no hay calificaciones
- Kriya para Los ChakrasDocumento6 páginasKriya para Los ChakrasrociopachecoAún no hay calificaciones
- HoplologiaBalisticaSerologiaADNDocumento20 páginasHoplologiaBalisticaSerologiaADNTeresaAbalEchevarriaAún no hay calificaciones
- Titulacion Por InformeDocumento75 páginasTitulacion Por InformeEdgardo QuindeAún no hay calificaciones
- Postítulo IAGDocumento15 páginasPostítulo IAGPablo IslaAún no hay calificaciones
- Informe Final de Practicas Fanny Fiestas GironDocumento45 páginasInforme Final de Practicas Fanny Fiestas GironEdgardo Quinde100% (1)
- Músculos Miembro InferiorDocumento10 páginasMúsculos Miembro InferiorJAZMIN ARACELY LAURA FLORESAún no hay calificaciones
- Practica de Balance de Materia Prima y EnergíaDocumento12 páginasPractica de Balance de Materia Prima y Energíagustavo_castro_17100% (5)
- Semana.1. 2020 IntroingalimDocumento63 páginasSemana.1. 2020 IntroingalimEdgardo QuindeAún no hay calificaciones
- Los Tipos de Investigacion CientificaDocumento4 páginasLos Tipos de Investigacion CientificaGûstãvõ GõmêzAún no hay calificaciones
- Semana.1. 2020 IntroingalimDocumento63 páginasSemana.1. 2020 IntroingalimEdgardo QuindeAún no hay calificaciones
- Investigación y desarrollo de productos pesquerosDocumento54 páginasInvestigación y desarrollo de productos pesquerosEdgardo QuindeAún no hay calificaciones
- Proyecto de Tesis Evaluación Química Del Calamar Gigante en La Industria Pesquera PaitaDocumento24 páginasProyecto de Tesis Evaluación Química Del Calamar Gigante en La Industria Pesquera PaitaEdgardo QuindeAún no hay calificaciones
- Certificaciones Alimentarias y PesquerasDocumento36 páginasCertificaciones Alimentarias y PesquerasEdgardo QuindeAún no hay calificaciones
- EVALUACIÓN DE CARACTERÍSTICAS SENSORIALES DE JAMONADA DE LISA VOLADORA (Cypselurus Heterurus) ENRIQUECIDO CON BERENJENA (Solanum Melongena)Documento162 páginasEVALUACIÓN DE CARACTERÍSTICAS SENSORIALES DE JAMONADA DE LISA VOLADORA (Cypselurus Heterurus) ENRIQUECIDO CON BERENJENA (Solanum Melongena)Roberto Cordova CoralAún no hay calificaciones
- Proyecto de Tesis Evaluación Química Del Calamar Gigante en La Industria Pesquera PaitaDocumento24 páginasProyecto de Tesis Evaluación Química Del Calamar Gigante en La Industria Pesquera PaitaEdgardo QuindeAún no hay calificaciones
- Exam Sustitutorio de Calidad 2019 1Documento2 páginasExam Sustitutorio de Calidad 2019 1Edgardo QuindeAún no hay calificaciones
- Proceso de recepción y almacenamiento de materia prima en cámaraDocumento3 páginasProceso de recepción y almacenamiento de materia prima en cámaraEdgardo QuindeAún no hay calificaciones
- Certificaciones Alimentarias y PesquerasDocumento36 páginasCertificaciones Alimentarias y PesquerasEdgardo QuindeAún no hay calificaciones
- Levantamiento de Observaciones Proyecto Pate de Gonadas de Pota OctubreDocumento34 páginasLevantamiento de Observaciones Proyecto Pate de Gonadas de Pota OctubreEdgardo QuindeAún no hay calificaciones
- Nibosh Inf FinDocumento68 páginasNibosh Inf FinEdgardo QuindeAún no hay calificaciones
- Primer Examen 2019Documento2 páginasPrimer Examen 2019Edgardo QuindeAún no hay calificaciones
- TESIS CRA EN PRODUCTOS DERIVADOS DEL CALAMAR GIGANTE Dosidicus Gigas (D Orbigny 1835)Documento32 páginasTESIS CRA EN PRODUCTOS DERIVADOS DEL CALAMAR GIGANTE Dosidicus Gigas (D Orbigny 1835)Edgardo QuindeAún no hay calificaciones
- Bioprope (Tema01 Intro)Documento30 páginasBioprope (Tema01 Intro)Edgardo QuindeAún no hay calificaciones
- Examen Final BQPP 2019 IDocumento2 páginasExamen Final BQPP 2019 IEdgardo QuindeAún no hay calificaciones
- Cap I. Aspect de La ProblematDocumento3 páginasCap I. Aspect de La ProblematEdgardo QuindeAún no hay calificaciones
- Deterioro Del PescadoDocumento12 páginasDeterioro Del PescadoEdgardo QuindeAún no hay calificaciones
- Bioquímica de Productos Pesqueros Tema 2Documento38 páginasBioquímica de Productos Pesqueros Tema 2Edgardo QuindeAún no hay calificaciones
- Bioprope (Tema01 Intro)Documento30 páginasBioprope (Tema01 Intro)Edgardo QuindeAún no hay calificaciones
- 29 IndicePeroxidoDocumento3 páginas29 IndicePeroxidoEdgardo Quinde100% (1)
- Bioprope (Tema01 Intro)Documento7 páginasBioprope (Tema01 Intro)Edgardo QuindeAún no hay calificaciones
- Bioprope (Tema01 Intro)Documento30 páginasBioprope (Tema01 Intro)Edgardo QuindeAún no hay calificaciones
- Bioprope (Tema01 Intro)Documento7 páginasBioprope (Tema01 Intro)Edgardo QuindeAún no hay calificaciones
- 08 Teoría de Las Obligaciones - Quinta Parte - Prelación de CréditosDocumento21 páginas08 Teoría de Las Obligaciones - Quinta Parte - Prelación de CréditosMiguel TapiaAún no hay calificaciones
- HUAVIDocumento34 páginasHUAVIAlex FernandezAún no hay calificaciones
- La Importancia Del Uso de Los Elementos de SeguridadDocumento15 páginasLa Importancia Del Uso de Los Elementos de SeguridadLuis Miguuel Sallo MaytaAún no hay calificaciones
- Vehículo Bul A20 (Manual Utilización)Documento61 páginasVehículo Bul A20 (Manual Utilización)Jhon Hever Benitez HernandezAún no hay calificaciones
- Biresp Spiromax Epar Summary Public - EsDocumento3 páginasBiresp Spiromax Epar Summary Public - EsMerche AuñonAún no hay calificaciones
- Ensayo Sobre El Impacto Social Psicológico de La PandemiaDocumento4 páginasEnsayo Sobre El Impacto Social Psicológico de La PandemiaTamara Jara CuentasAún no hay calificaciones
- DG10 Articulaciones, Plexo Lumbar y SacroDocumento14 páginasDG10 Articulaciones, Plexo Lumbar y SacroDemenciiaAún no hay calificaciones
- Ats Lab 7Documento2 páginasAts Lab 7Patrick Yanqui ReyesAún no hay calificaciones
- I2.-Edificios AutomatiadosDocumento17 páginasI2.-Edificios AutomatiadosElena RamosAún no hay calificaciones
- Curso6 PAMAS v1.8Documento45 páginasCurso6 PAMAS v1.8villarestherAún no hay calificaciones
- Casos Clinicos - Cuadros NosográficosDocumento7 páginasCasos Clinicos - Cuadros NosográficosSANDRA ANABEL DIAZ GUTIERREZAún no hay calificaciones
- Vivero Jaibana La Virginia 1233Documento13 páginasVivero Jaibana La Virginia 1233tillo1995Aún no hay calificaciones
- Progresión A2 - S2Documento3 páginasProgresión A2 - S2Felipe Angulo JaramilloAún no hay calificaciones
- Cf-Cruz ErDocumento154 páginasCf-Cruz ErjonskayAún no hay calificaciones
- Guía Didáctica Del Máster en Psicología General Aplicada de La Universidad Internacional de ValenciaDocumento28 páginasGuía Didáctica Del Máster en Psicología General Aplicada de La Universidad Internacional de ValenciaPúblico Diario100% (1)
- wWEB Guía de Limpieza y Desinfección en Clínicas VeterinariasDocumento11 páginaswWEB Guía de Limpieza y Desinfección en Clínicas Veterinariasroger bedriAún no hay calificaciones
- Textos para JovenesDocumento7 páginasTextos para JovenesMaximiliano CalvoAún no hay calificaciones
- Luz de Aceite Parpadeando Al ConducirDocumento9 páginasLuz de Aceite Parpadeando Al ConducirDeiby CeleminAún no hay calificaciones
- Revista GEPU3Documento284 páginasRevista GEPU3Mairin AngelAún no hay calificaciones
- Tomo 1 (Hasta Clasif Sin Claves) 2020Documento87 páginasTomo 1 (Hasta Clasif Sin Claves) 2020Flor CalvoAún no hay calificaciones
- Obtencion Acido Borico InformacionDocumento6 páginasObtencion Acido Borico InformacionRolandoAún no hay calificaciones
- Educar A Niños y Adolescentes en La Importancia de Llevar Un Estilo de Vida Activo y SaludableDocumento2 páginasEducar A Niños y Adolescentes en La Importancia de Llevar Un Estilo de Vida Activo y SaludablejaimeAún no hay calificaciones
- Cordial SaludoDocumento5 páginasCordial Saludomaria rodriguezAún no hay calificaciones
- Mapa Conceptual Signos VitalesDocumento4 páginasMapa Conceptual Signos VitalesXiomara Lisseth N�JERA SINCHEAún no hay calificaciones
- Tunel CarpianoDocumento17 páginasTunel CarpianoGary MeraAún no hay calificaciones
- Gestión de Riesgos en Seguridad y Salud OcupacionalDocumento5 páginasGestión de Riesgos en Seguridad y Salud OcupacionalDani Novoa VegaAún no hay calificaciones