También podría gustarte
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Machinery EquipmentDocumento2 páginasMachinery EquipmentFrano BokoAún no hay calificaciones
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Caliphate FilesDocumento7 páginasThe Caliphate FilesRENGANATHAN PAún no hay calificaciones
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Mahabharata of 2019Documento7 páginasThe Mahabharata of 2019RENGANATHAN PAún no hay calificaciones
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- SWOT Analysis of AmulDocumento7 páginasSWOT Analysis of AmulRENGANATHAN PAún no hay calificaciones
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (894)
- Engine Room Systems and Layout PDFDocumento3 páginasEngine Room Systems and Layout PDFRENGANATHAN P33% (3)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Marine Internal Combustion Diesel Egine I-SbrDocumento232 páginasMarine Internal Combustion Diesel Egine I-SbrRENGANATHAN P100% (1)
- 6b Engine Rooms and Machinery Space Intertanko K Koo PDFDocumento4 páginas6b Engine Rooms and Machinery Space Intertanko K Koo PDFRENGANATHAN PAún no hay calificaciones
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- 23 AuxiliaryMarineMachinery 000 PDFDocumento55 páginas23 AuxiliaryMarineMachinery 000 PDFLionel Richi100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Engine Room Arrangement PDFDocumento1 páginaEngine Room Arrangement PDFRENGANATHAN PAún no hay calificaciones
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- What Hindus Must Do Series 2 WHMD IIDocumento22 páginasWhat Hindus Must Do Series 2 WHMD IIRENGANATHAN PAún no hay calificaciones
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- Chanakya's Management Lessons From Ancient India - Sanskriti - Indian CultureDocumento4 páginasChanakya's Management Lessons From Ancient India - Sanskriti - Indian CultureRENGANATHAN PAún no hay calificaciones
- Fire-Fighting Guidance Notes - E-Feb15Documento161 páginasFire-Fighting Guidance Notes - E-Feb15Moe LattAún no hay calificaciones
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Academic Brochure 2016-17 PDFDocumento52 páginasAcademic Brochure 2016-17 PDFRENGANATHAN P0% (1)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Physics - I PDFDocumento179 páginasPhysics - I PDFRENGANATHAN PAún no hay calificaciones
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- ARM Microprocessor PracticeDocumento1 páginaARM Microprocessor PracticeRENGANATHAN PAún no hay calificaciones
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Cet June 2016 Results Ug 8jun16 PDFDocumento436 páginasCet June 2016 Results Ug 8jun16 PDFRENGANATHAN PAún no hay calificaciones
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- What Hindus Must Do Series 3 Whmd-IiiDocumento5 páginasWhat Hindus Must Do Series 3 Whmd-IiiNaliniAún no hay calificaciones
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- Basel III For Global Banks: Third Time's The Charm?Documento9 páginasBasel III For Global Banks: Third Time's The Charm?RENGANATHAN PAún no hay calificaciones
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- What Hindus Must DoDocumento9 páginasWhat Hindus Must DoNaliniAún no hay calificaciones
- Optimum Nutrition For Vigour and Vitality: Your Food Shall Be Your Medicine. - HippocratesDocumento22 páginasOptimum Nutrition For Vigour and Vitality: Your Food Shall Be Your Medicine. - HippocratesRENGANATHAN PAún no hay calificaciones
- Kerala Government Holidays 2014Documento5 páginasKerala Government Holidays 2014RENGANATHAN PAún no hay calificaciones
- Voice and Accent Training MaterialDocumento30 páginasVoice and Accent Training MaterialAnwar GaffAún no hay calificaciones
- Intact Stability Code msc-267-85 08Documento94 páginasIntact Stability Code msc-267-85 08sugram100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Lesson 1 - Master MindDocumento0 páginasLesson 1 - Master MindRENGANATHAN P100% (1)
- Draft Regulations On Tech and Prof EduDocumento28 páginasDraft Regulations On Tech and Prof EduRENGANATHAN PAún no hay calificaciones
- White Paper Shipbuilding - EnglDocumento19 páginasWhite Paper Shipbuilding - EnglRENGANATHAN PAún no hay calificaciones
- Chip Formation and Tool LifeDocumento37 páginasChip Formation and Tool LifeSquakx BescilAún no hay calificaciones
- Basel III-ADocumento12 páginasBasel III-ARENGANATHAN PAún no hay calificaciones
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- Basel I Is The Round of Deliberations by Central Bankers From Around TheDocumento2 páginasBasel I Is The Round of Deliberations by Central Bankers From Around TheRENGANATHAN PAún no hay calificaciones
- BASEL2Documento7 páginasBASEL2RENGANATHAN PAún no hay calificaciones
- Company Profile PT - Sanwa Prefab TechnologyDocumento23 páginasCompany Profile PT - Sanwa Prefab TechnologyNug Larso100% (1)
- 19-C-856 Steel Sections DatabaseDocumento5 páginas19-C-856 Steel Sections DatabaseMuhammad ShahzaibAún no hay calificaciones
- FloGard MS6208Documento1 páginaFloGard MS6208engr.shahid041Aún no hay calificaciones
- 582 Form Basic Practical Part LogbookDocumento23 páginas582 Form Basic Practical Part LogbookTrần Triệu PhongAún no hay calificaciones
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- TENDER ENQUIRY NO. BHE/FP/CVL/025 Section-IV Bill of quantitiesDocumento2 páginasTENDER ENQUIRY NO. BHE/FP/CVL/025 Section-IV Bill of quantitiesSantanu ShresthaAún no hay calificaciones
- Beginner's Guide: Traditional RivetingDocumento7 páginasBeginner's Guide: Traditional RivetingStephen NomuraAún no hay calificaciones
- Stainless Steel Technical HandbookDocumento27 páginasStainless Steel Technical Handbookravikumarang100% (1)
- Statistical Evaluation of The Uncertainty of Experimentally Characterised Forming Limits of Sheet SteelDocumento11 páginasStatistical Evaluation of The Uncertainty of Experimentally Characterised Forming Limits of Sheet Steel0511018Aún no hay calificaciones
- DURASHINE range of Roof and Wall cladding productsDocumento6 páginasDURASHINE range of Roof and Wall cladding productsharishram123456Aún no hay calificaciones
- Press AnalisisDocumento28 páginasPress AnalisisAntehun MekonnenAún no hay calificaciones
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Manual Controle de Qualidade PDFDocumento7 páginasManual Controle de Qualidade PDFRogerio Nunes MarinhoAún no hay calificaciones
- Experiment No 7Documento4 páginasExperiment No 7Subhasis BiswalAún no hay calificaciones
- Packed Tower Internals GuideDocumento56 páginasPacked Tower Internals GuideRexx Mexx100% (2)
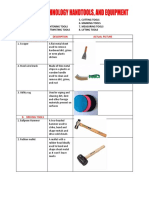
- Lesson 1 Automotive Technology Hand Tools and EquipmentDocumento10 páginasLesson 1 Automotive Technology Hand Tools and EquipmentNicolas AntiguaAún no hay calificaciones
- Advanced Manufacturing Processes (ALL SLIDES Gaurav Arora)Documento259 páginasAdvanced Manufacturing Processes (ALL SLIDES Gaurav Arora)faizAún no hay calificaciones
- McNichols Master Products Catalog PDFDocumento60 páginasMcNichols Master Products Catalog PDFJTAún no hay calificaciones
- Design and Fabrication of Solar Grass Cutter: Mr. A R Deepak, Kiran Kunwar, Daneesh E, Rabin Kadayat, Punith C NDocumento5 páginasDesign and Fabrication of Solar Grass Cutter: Mr. A R Deepak, Kiran Kunwar, Daneesh E, Rabin Kadayat, Punith C Nchandrarao chAún no hay calificaciones
- RIVKLE Automatic Setting Machines GBDocumento12 páginasRIVKLE Automatic Setting Machines GBserzo75Aún no hay calificaciones
- ASTM A240-A240M-05aDocumento12 páginasASTM A240-A240M-05aNadhiraAún no hay calificaciones
- Hyundai Body Repair Manual Getz 2002Documento10 páginasHyundai Body Repair Manual Getz 2002emanuel100% (49)
- Aqua Drone Remote Controlled Unmaned River Cleaning Bot: Project Reference No.: 40S - Be - 1930Documento39 páginasAqua Drone Remote Controlled Unmaned River Cleaning Bot: Project Reference No.: 40S - Be - 1930Jacklyn NillamaAún no hay calificaciones
- Sandwich Panel Installation GuideDocumento70 páginasSandwich Panel Installation Guideagung satriaAún no hay calificaciones
- Manufacturing Engineering Forming: Chapter 3: MetalDocumento98 páginasManufacturing Engineering Forming: Chapter 3: MetalnunuAún no hay calificaciones
- Module 06. Materials & HardwareDocumento152 páginasModule 06. Materials & HardwareBahadorAún no hay calificaciones
- Signage Manual Eng O200703Documento54 páginasSignage Manual Eng O200703Nguyễn Thành LongAún no hay calificaciones
- Universal Company Profile StainlessDocumento7 páginasUniversal Company Profile StainlessRatnakar PatilAún no hay calificaciones
- DCI CatalogDocumento20 páginasDCI CatalogAbu AlAnda Gate for metal industries and Equipment.Aún no hay calificaciones
- Workshop Exercises Metal Fundamental Skills 1982Documento94 páginasWorkshop Exercises Metal Fundamental Skills 1982Rob FurnaldAún no hay calificaciones
- Sheet Metalworking Analysis: DFM Concurrent Costing DfmaDocumento8 páginasSheet Metalworking Analysis: DFM Concurrent Costing DfmaSharun JacobAún no hay calificaciones
- Polyken 930: Product Data SheetDocumento2 páginasPolyken 930: Product Data SheetAgustina De Winne100% (1)
- Understanding Automotive Electronics: An Engineering PerspectiveDe EverandUnderstanding Automotive Electronics: An Engineering PerspectiveCalificación: 3.5 de 5 estrellas3.5/5 (16)
- Design for How People Think: Using Brain Science to Build Better ProductsDe EverandDesign for How People Think: Using Brain Science to Build Better ProductsCalificación: 4 de 5 estrellas4/5 (8)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDe EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryCalificación: 4 de 5 estrellas4/5 (5)
- Transformed: Moving to the Product Operating ModelDe EverandTransformed: Moving to the Product Operating ModelCalificación: 4 de 5 estrellas4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureCalificación: 4.5 de 5 estrellas4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsAún no hay calificaciones
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableAún no hay calificaciones