También podría gustarte
- Terminos Condiciones Tigoune - 0 PDFDocumento11 páginasTerminos Condiciones Tigoune - 0 PDFoscargiiraldoAún no hay calificaciones
- Satinique TonicoCueroCabDocumento2 páginasSatinique TonicoCueroCabEnrique Del Campo PoloAún no hay calificaciones
- CondicionadoDocumento14 páginasCondicionadoEnrique Del Campo PoloAún no hay calificaciones
- Cuestionario Medico PDFDocumento1 páginaCuestionario Medico PDFEnrique Del Campo PoloAún no hay calificaciones
- Lista Precios Abril 2018Documento16 páginasLista Precios Abril 2018Enrique Del Campo PoloAún no hay calificaciones
- Redasistencia Mascota CondgeneralesDocumento13 páginasRedasistencia Mascota CondgeneralesEnrique Del Campo PoloAún no hay calificaciones
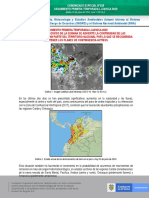
- COMUNICADOESPECIAL25Documento4 páginasCOMUNICADOESPECIAL25Enrique Del Campo PoloAún no hay calificaciones
- 1143157546Documento4 páginas1143157546Enrique Del Campo PoloAún no hay calificaciones
- Del CampoDocumento7 páginasDel CampoEnrique Del Campo PoloAún no hay calificaciones
- Cuadro Descriptivo de Las Radiaciones Electromagneticas CorregidoDocumento7 páginasCuadro Descriptivo de Las Radiaciones Electromagneticas CorregidoEnrique Del Campo PoloAún no hay calificaciones
- Himno 49Documento6 páginasHimno 49Enrique Del Campo PoloAún no hay calificaciones
- Sistema de InmunizacionDocumento15 páginasSistema de InmunizacionEnrique Del Campo PoloAún no hay calificaciones
- El Aguila Enel Galli NeroDocumento1 páginaEl Aguila Enel Galli NeroEnrique Del Campo PoloAún no hay calificaciones
- Formulario AfiliacionDocumento2 páginasFormulario AfiliacionAndrés G. SaldarriagaAún no hay calificaciones
- Funciones Trigonometricas InversasDocumento4 páginasFunciones Trigonometricas InversasHaydee VelezAún no hay calificaciones
- Conta Bili DadDocumento5 páginasConta Bili DadChristian Loayza MarinAún no hay calificaciones
- FrancesaDocumento17 páginasFrancesaEnrique Del Campo PoloAún no hay calificaciones
- Formato ResenaDocumento2 páginasFormato ResenaEnrique Del Campo PoloAún no hay calificaciones
- Ahorro e Inversión Solo Permiten Crecer Al 11ºDocumento2 páginasAhorro e Inversión Solo Permiten Crecer Al 11ºEnrique Del Campo PoloAún no hay calificaciones
- Calculo DiferencialDocumento24 páginasCalculo Diferencialekosmind50% (2)
- El Conocimiento de La Realidad SocialDocumento19 páginasEl Conocimiento de La Realidad SocialEnrique Del Campo PoloAún no hay calificaciones
- 04 Estandares MenDocumento45 páginas04 Estandares MenEnrique Del Campo PoloAún no hay calificaciones
- La CelestinaDocumento1 páginaLa CelestinaEnrique Del Campo PoloAún no hay calificaciones
- 04 Estandares MenDocumento45 páginas04 Estandares MenEnrique Del Campo PoloAún no hay calificaciones
- Manual Quimica GeneralDocumento94 páginasManual Quimica GeneralEnrique Del Campo Polo100% (1)
- Florida Mall Full Set 2019.07.01Documento19 páginasFlorida Mall Full Set 2019.07.01tatocinoAún no hay calificaciones
- TD-500150-127V-60Hz (5TD-500) - Ventiladores Helicocentrífugos en Línea-2913Documento2 páginasTD-500150-127V-60Hz (5TD-500) - Ventiladores Helicocentrífugos en Línea-2913MIGUELAún no hay calificaciones
- M2S1Documento4 páginasM2S1Damian MoreiraAún no hay calificaciones
- PDN El Mister PDFDocumento74 páginasPDN El Mister PDFianAún no hay calificaciones
- Proyecto Dinamica de Sistemas (Suspension)Documento16 páginasProyecto Dinamica de Sistemas (Suspension)Germán PérezAún no hay calificaciones
- Geren CIADocumento18 páginasGeren CIAJean Paul Urbietta RodriguezAún no hay calificaciones
- Control farmacia San JuanDocumento5 páginasControl farmacia San JuanKareEnxzitaKcanaVillalbaAún no hay calificaciones
- Formato Solicitud de Busqueda de Informacio N TecnologicaDocumento4 páginasFormato Solicitud de Busqueda de Informacio N TecnologicaAndrésdeOlarteAún no hay calificaciones
- Industria TextilDocumento3 páginasIndustria TextilRoger Alejandro Carrascal TatisAún no hay calificaciones
- CV Ing Adrian FrancisconiDocumento3 páginasCV Ing Adrian FrancisconiadrianfrancisconiAún no hay calificaciones
- Diac y UjtDocumento6 páginasDiac y UjtJuan Nicanor Blas MendezAún no hay calificaciones
- 1 - Generalidades-Patologia de La ConstruccionDocumento62 páginas1 - Generalidades-Patologia de La ConstruccionErica Johana Rincon VidalAún no hay calificaciones
- SOLDADURADocumento18 páginasSOLDADURAShardaine JohanaAún no hay calificaciones
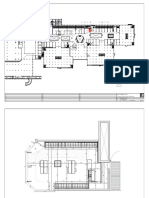
- ArquitecturaDocumento52 páginasArquitecturaCORINA FERNANDEZ92% (12)
- Ejercicios de Clases-SesioniiiDocumento2 páginasEjercicios de Clases-SesioniiigeorginaAún no hay calificaciones
- LIBRO DE INSTRUCCIONES Intercambiador de Calor PDFDocumento30 páginasLIBRO DE INSTRUCCIONES Intercambiador de Calor PDFWilson Muñoz ArayaAún no hay calificaciones
- Semana 6 - Programación en C# PDFDocumento21 páginasSemana 6 - Programación en C# PDFEdgar Flores PozoAún no hay calificaciones
- Configuración de Dispositivos ASA Versión 1.1Documento128 páginasConfiguración de Dispositivos ASA Versión 1.1Edubooks Ediciones100% (4)
- Necesidad de Energía Eléctrica y Alumbrado en MinaDocumento21 páginasNecesidad de Energía Eléctrica y Alumbrado en MinaMirko CuaquiraAún no hay calificaciones
- Vinotecas PDFDocumento21 páginasVinotecas PDFKocinaSevillaAún no hay calificaciones
- Método Semi-Empírico de TerzaguiDocumento10 páginasMétodo Semi-Empírico de Terzagui2017 Ing CASTELLANOS MOLINA ESAUAún no hay calificaciones
- Comandos CiscoDocumento32 páginasComandos CiscoAlejandro PerezAún no hay calificaciones
- Lab 11-Estabilidad y Fluencia MarshallDocumento7 páginasLab 11-Estabilidad y Fluencia MarshalljonathanAún no hay calificaciones
- Speech Plataforma 07.03.2018 (V20)Documento237 páginasSpeech Plataforma 07.03.2018 (V20)CodePiuraAún no hay calificaciones
- Examen Parcial - Semana 4 - Inv - Primer Bloque-Gestion de La InformacionDocumento6 páginasExamen Parcial - Semana 4 - Inv - Primer Bloque-Gestion de La Informacionjavier jimenez100% (1)
- Neumatica ProyectoDocumento4 páginasNeumatica Proyectochavezvictoria544Aún no hay calificaciones
- 5 Guiomar Elena Ciapuscio Textos Especializados y Terminologia 20 Cop A4 20 Cop A4 PDFDocumento20 páginas5 Guiomar Elena Ciapuscio Textos Especializados y Terminologia 20 Cop A4 20 Cop A4 PDFROmiAún no hay calificaciones
- Linterna CaseraDocumento12 páginasLinterna CaseraEsther Milagros Galvez Pacheco100% (1)