También podría gustarte
- R.ramirez Producing Uniform Illumination Within A Rectangular Area by Using A Novel Non Imaging OpticDocumento9 páginasR.ramirez Producing Uniform Illumination Within A Rectangular Area by Using A Novel Non Imaging OpticGörkem VarolAún no hay calificaciones
- Design LEDDocumento2 páginasDesign LEDHafeeza KhatoonAún no hay calificaciones
- Features Structure Operating PrincipleDocumento12 páginasFeatures Structure Operating PrincipleOcta WisnuAún no hay calificaciones
- Wang 2012Documento8 páginasWang 2012Vu Duc TuAún no hay calificaciones
- Light GuidesDocumento11 páginasLight GuidesCrypto BrooklynAún no hay calificaciones
- Chen 2014Documento8 páginasChen 2014Görkem VarolAún no hay calificaciones
- An Optimisation of A Freeform Lens Design For LED Street LightingDocumento4 páginasAn Optimisation of A Freeform Lens Design For LED Street LightingLayla VuAún no hay calificaciones
- Paper - 2005 - Optimization of Symmetrical Free-Shape Non-Imaging Concentrators For LED Light Source ApplicationsDocumento10 páginasPaper - 2005 - Optimization of Symmetrical Free-Shape Non-Imaging Concentrators For LED Light Source ApplicationsPaulAún no hay calificaciones
- AppGuide Optical Calculations For SSL ApplicationsFINALWEBDocumento9 páginasAppGuide Optical Calculations For SSL ApplicationsFINALWEBmohammedAún no hay calificaciones
- Mymensingh Engineering College: An Assignment On Optoelectronics EEE - 809Documento8 páginasMymensingh Engineering College: An Assignment On Optoelectronics EEE - 809rafiAún no hay calificaciones
- Study and Optimization of Lens Shape Affecting Light Patterns of Li - 2022 - OptDocumento12 páginasStudy and Optimization of Lens Shape Affecting Light Patterns of Li - 2022 - Opt20L119 - KARTHIKASREE ASAún no hay calificaciones
- 2012 Code For LightingDocumento10 páginas2012 Code For LightingWaleed Mohammed FekryAún no hay calificaciones
- An Inverse Method For Color Uniformity in White LED SpotlightsDocumento19 páginasAn Inverse Method For Color Uniformity in White LED SpotlightsCarlos VelásquezAún no hay calificaciones
- SeminarDocumento28 páginasSeminarShivaji SinhaAún no hay calificaciones
- A Manual of Road Lighting in Developing Countries - The Institute of Lighting EngineersDocumento38 páginasA Manual of Road Lighting in Developing Countries - The Institute of Lighting Engineerslbk50Aún no hay calificaciones
- Eled and SLDDocumento15 páginasEled and SLDnikithaAún no hay calificaciones
- Understanding Optical Specifications Edmund OpticsDocumento7 páginasUnderstanding Optical Specifications Edmund OpticsYorche AlternoAún no hay calificaciones
- Sustainable Lighting Design With ZEMAX PDFDocumento22 páginasSustainable Lighting Design With ZEMAX PDFMujeeb Ur RahmanAún no hay calificaciones
- Assets Application - Notes Indication Getting To Know LEDsDocumento8 páginasAssets Application - Notes Indication Getting To Know LEDsyugimoto2005Aún no hay calificaciones
- Phase Angle (2 /) (Path Difference) 2 / (1/2 D Sin) D SinDocumento59 páginasPhase Angle (2 /) (Path Difference) 2 / (1/2 D Sin) D SinanujayanAún no hay calificaciones
- Design of Low-Cost AC-Direct Driverless LED Luminaries With Non - Perceptible FlickerDocumento8 páginasDesign of Low-Cost AC-Direct Driverless LED Luminaries With Non - Perceptible FlickerInternational Journal of Innovative Science and Research TechnologyAún no hay calificaciones
- Unit-3 O.C. SlidesDocumento34 páginasUnit-3 O.C. Slidesakashyadav433Aún no hay calificaciones
- Understanding External Quantum Efficiency and Its Importance for LEDsDocumento16 páginasUnderstanding External Quantum Efficiency and Its Importance for LEDsRay WongAún no hay calificaciones
- Surface Mount TOPLED ApplicationsDocumento9 páginasSurface Mount TOPLED Applicationsbtt2588Aún no hay calificaciones
- EC2402 Optical Communication and Networks 12Documento21 páginasEC2402 Optical Communication and Networks 12vinothiniAún no hay calificaciones
- Lecture 7 Optical LithographyDocumento40 páginasLecture 7 Optical LithographyKr PrajapatAún no hay calificaciones
- Fibre Optics StructureDocumento10 páginasFibre Optics StructurePrasanna PrasannaAún no hay calificaciones
- Semiconductor Sources For Optical Communications: Mr. Vinod SalunkheDocumento89 páginasSemiconductor Sources For Optical Communications: Mr. Vinod Salunkhevinod SALUNKHEAún no hay calificaciones
- Measurement of LED1Documento5 páginasMeasurement of LED1kish007rdAún no hay calificaciones
- 3rd Windows and Types of Optical FibersDocumento43 páginas3rd Windows and Types of Optical FibersSahmi Abdulqahar NizoriAún no hay calificaciones
- Photonic Crystal Based LEDsDocumento5 páginasPhotonic Crystal Based LEDsChandan PathakAún no hay calificaciones
- Chapter 4) Optical SourcesDocumento10 páginasChapter 4) Optical SourcesTsy Less DahalAún no hay calificaciones
- Unit 3 Optical CommunicationDocumento18 páginasUnit 3 Optical Communication21eg504106Aún no hay calificaciones
- E Spectro MetrosDocumento56 páginasE Spectro MetrosMiguel UgarteAún no hay calificaciones
- Prof. Suren's Notes On Optical FibresDocumento11 páginasProf. Suren's Notes On Optical FibresYo azharAún no hay calificaciones
- LED Backlight WhitepaperDocumento12 páginasLED Backlight Whitepaperalguien1972Aún no hay calificaciones
- Optical SourcesDocumento89 páginasOptical Sourcessambasivarao racakonda100% (2)
- OCN 2mDocumento4 páginasOCN 2mlalala lalalaAún no hay calificaciones
- Optical SourcesDocumento89 páginasOptical SourceschandanAún no hay calificaciones
- Is 3646 - 1Documento35 páginasIs 3646 - 1Krishna VenkataramanAún no hay calificaciones
- Acceptance Angle and Numerical ApertureDocumento2 páginasAcceptance Angle and Numerical ApertureRina EllaAún no hay calificaciones
- Street Lighting With LED Light SourcesDocumento11 páginasStreet Lighting With LED Light SourcesKiko LikoAún no hay calificaciones
- FIbre Optic Basic ParametersDocumento2 páginasFIbre Optic Basic ParameterskarthiksugamAún no hay calificaciones
- Fiber Optics Questions and AnswersDocumento5 páginasFiber Optics Questions and Answersprinceram123Aún no hay calificaciones
- Light Emitting PolymersDocumento11 páginasLight Emitting Polymerssridhar N SHASTRIAún no hay calificaciones
- Optical Calculation For SSL Applications 10 29 13Documento24 páginasOptical Calculation For SSL Applications 10 29 13vfrwasteAún no hay calificaciones
- FTTH (Advanced)Documento18 páginasFTTH (Advanced)muhammadsheheryarkAún no hay calificaciones
- A Practical Guide To Machine Vision Lighting - Part IIIDocumento4 páginasA Practical Guide To Machine Vision Lighting - Part IIIChai Jien WeiAún no hay calificaciones
- Efficient Beam Shaping For High-Power Laser ApplicationsDocumento8 páginasEfficient Beam Shaping For High-Power Laser Applicationsanon-547258Aún no hay calificaciones
- Optical Technology AssignmentDocumento25 páginasOptical Technology AssignmentSaketAún no hay calificaciones
- Optical Fiber Transmission FundamentalsDocumento87 páginasOptical Fiber Transmission FundamentalsNovia N. FatmawatiAún no hay calificaciones
- Semiconductor Sources For Optical CommunicationsDocumento52 páginasSemiconductor Sources For Optical Communicationsashwin222Aún no hay calificaciones
- Led DriverDocumento38 páginasLed DriverManish Gaur0% (1)
- Unit 5: 1.briefly Explain About Source Output Pattern in Power Launching From Source To Fiber. AnsDocumento10 páginasUnit 5: 1.briefly Explain About Source Output Pattern in Power Launching From Source To Fiber. AnsJeunir ZuniegaAún no hay calificaciones
- Partial Flux - Measurement Reliability of Lensed LEDsDocumento5 páginasPartial Flux - Measurement Reliability of Lensed LEDsMartinAún no hay calificaciones
- Interior Lighting: Fundamentals, Technology and ApplicationDe EverandInterior Lighting: Fundamentals, Technology and ApplicationAún no hay calificaciones
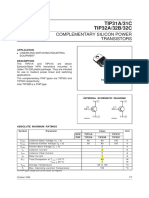
- TIP31C DatasheetDocumento5 páginasTIP31C DatasheetCataAún no hay calificaciones
- Statistical Mechanics and Out-of-Equilibrium Systems!Documento15 páginasStatistical Mechanics and Out-of-Equilibrium Systems!hrastburg100% (1)
- GE Subsea TreesDocumento16 páginasGE Subsea TreesShuriqq100% (1)
- DGDocumento8 páginasDGJose Huillca VargasAún no hay calificaciones
- 2sk3255 - 900V, 5ADocumento1 página2sk3255 - 900V, 5ARenatoMaiaAún no hay calificaciones
- Física, Material em InglesDocumento37 páginasFísica, Material em InglesNeusaVieiradeJesusAún no hay calificaciones
- ARNU48GTMC4Documento2 páginasARNU48GTMC4ALEJANDROAún no hay calificaciones
- GM: 2021 Faqs: Section A: Timeline or Process RelatedDocumento12 páginasGM: 2021 Faqs: Section A: Timeline or Process RelatedpluslkAún no hay calificaciones
- Mechatronics 2: Vehicle Physical Model: Small-Signal LinearizationDocumento35 páginasMechatronics 2: Vehicle Physical Model: Small-Signal LinearizationFady MichealAún no hay calificaciones
- MCW + TTK MWW + TWK: For Whom? For What?Documento6 páginasMCW + TTK MWW + TWK: For Whom? For What?moiskeyAún no hay calificaciones
- Calculate Power Requirement PDFDocumento6 páginasCalculate Power Requirement PDFrajpre1213Aún no hay calificaciones
- Basic Line: Sandvik BreakersDocumento4 páginasBasic Line: Sandvik BreakersSMM ENTREPRISEAún no hay calificaciones
- Unit 5 - Week 4: Assignment 4Documento4 páginasUnit 5 - Week 4: Assignment 4abdo mahmoudAún no hay calificaciones
- Getting To Grips With Fuel EconomyDocumento139 páginasGetting To Grips With Fuel EconomyAli100% (1)
- Why Do We Need Power CompensationDocumento4 páginasWhy Do We Need Power Compensationdwiyanto73Aún no hay calificaciones
- CMO 09 s2008 - Annex III BSME Course Specification PDFDocumento68 páginasCMO 09 s2008 - Annex III BSME Course Specification PDFcresjohn100% (1)
- Unit 6Documento13 páginasUnit 6VeronicaAún no hay calificaciones
- Manual PS-100 Limpiador UltrasonicoDocumento6 páginasManual PS-100 Limpiador UltrasonicoAlexis Barnabás CollinsAún no hay calificaciones
- EtraLED-LUM-9650 for LumiLEDs Modular Passive Star LED Heat Sink Φ96mmDocumento3 páginasEtraLED-LUM-9650 for LumiLEDs Modular Passive Star LED Heat Sink Φ96mmleoAún no hay calificaciones
- GEAS Module 17 Thermodynamics, Engineering Materials, Laws and PhysicsDocumento4 páginasGEAS Module 17 Thermodynamics, Engineering Materials, Laws and PhysicsDenaiya Watton LeehAún no hay calificaciones
- HL200M Dri-Prime Pump: Features SpecificationsDocumento2 páginasHL200M Dri-Prime Pump: Features SpecificationsbernardAún no hay calificaciones
- Denox DesoxDocumento20 páginasDenox DesoxArzu AkarAún no hay calificaciones
- Sarasin RSBD Starsteam FlyeDocumento2 páginasSarasin RSBD Starsteam Flyepeng chaowenAún no hay calificaciones
- VRF Mv6I: High Efficiency Heat Pump Outdoor UnitsDocumento6 páginasVRF Mv6I: High Efficiency Heat Pump Outdoor UnitsTony NguyenAún no hay calificaciones
- Orb Energy SolarDocumento41 páginasOrb Energy SolarVrd SrinivasAún no hay calificaciones
- Modern Physics Question Ex-2Documento31 páginasModern Physics Question Ex-2Ukkeshwaran SAún no hay calificaciones
- Edoc 006467Documento1 páginaEdoc 006467Fernando GCAún no hay calificaciones
- Thermal Magement of BI-PV Using PCMDocumento14 páginasThermal Magement of BI-PV Using PCMNikhil NaraleAún no hay calificaciones
- Job Opportunities in MyanmarDocumento4 páginasJob Opportunities in MyanmarThein ZawAún no hay calificaciones
- Control Integrated Power System (Cipos™) Igcm04G60Ha: DatasheetDocumento16 páginasControl Integrated Power System (Cipos™) Igcm04G60Ha: DatasheetNur ArifinAún no hay calificaciones