También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Samsung UE (A) ''''C9000'''' - U51A Cha, LCD TV SM PDFDocumento117 páginasSamsung UE (A) ''''C9000'''' - U51A Cha, LCD TV SM PDFboroda24100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Huawei 2G Parameters ListDocumento35 páginasHuawei 2G Parameters ListFouad TehariAún no hay calificaciones
- PWM Speed Controller For Minidrill: 13 Dis 10 RST VCCDocumento1 páginaPWM Speed Controller For Minidrill: 13 Dis 10 RST VCCNacer Mezghiche100% (1)
- Dossier BATERIES enDocumento14 páginasDossier BATERIES enNacer Mezghiche100% (1)
- GnatusDocumento36 páginasGnatusNacer Mezghiche100% (1)
- F4P770, F4P771, F4P772, F5R700, F9q752/caregDocumento1 páginaF4P770, F4P771, F4P772, F5R700, F9q752/caregNacer MezghicheAún no hay calificaciones
- S112 PDFDocumento1 páginaS112 PDFNacer MezghicheAún no hay calificaciones
- 01Documento8 páginas01Nacer MezghicheAún no hay calificaciones
- Ntcle100 88101Documento18 páginasNtcle100 88101Edwin Alfredo Lopez AguirreAún no hay calificaciones
- 002Documento1 página002Nacer MezghicheAún no hay calificaciones
- F5R700, K4m710/ess/careg/pbchDocumento1 páginaF5R700, K4m710/ess/careg/pbchNacer MezghicheAún no hay calificaciones
- USB Programátor Pro Atmel: +5V Vccint 1k 1k +5V +5V JP2 R2 R3Documento1 páginaUSB Programátor Pro Atmel: +5V Vccint 1k 1k +5V +5V JP2 R2 R3Nacer Mezghiche100% (1)
- 001Documento2 páginas001Nacer Mezghiche50% (4)
- Infineon BTS6143D DS v01 00 enDocumento18 páginasInfineon BTS6143D DS v01 00 enNacer MezghicheAún no hay calificaciones
- Toshiba 32av933n Ver. 1.00 150Documento55 páginasToshiba 32av933n Ver. 1.00 150matwan29Aún no hay calificaciones
- Specification For ApprovalDocumento6 páginasSpecification For ApprovalNacer MezghicheAún no hay calificaciones
- Sage EDM Stepper Conversion Description V2Documento4 páginasSage EDM Stepper Conversion Description V2Nacer MezghicheAún no hay calificaciones
- Iadc Classification - ChartDocumento2 páginasIadc Classification - ChartNacer MezghicheAún no hay calificaciones
- Beckman Coulter Immage - Maintenance LogbookDocumento4 páginasBeckman Coulter Immage - Maintenance LogbookNacer MezghicheAún no hay calificaciones
- TCA965Documento17 páginasTCA965Nacer MezghicheAún no hay calificaciones
- Quasar Arm SCHDocumento3 páginasQuasar Arm SCHNacer MezghicheAún no hay calificaciones
- Volts: Bi-Led DIR Manual UPDocumento1 páginaVolts: Bi-Led DIR Manual UPNacer MezghicheAún no hay calificaciones
- Pinpointer PetrapinDocumento15 páginasPinpointer PetrapinNacer MezghicheAún no hay calificaciones
- Sage EDM Stepper Conversion Description V2Documento4 páginasSage EDM Stepper Conversion Description V2Nacer MezghicheAún no hay calificaciones
- SC9800 SpecsDocumento10 páginasSC9800 SpecsDiPal2Aún no hay calificaciones
- CE ElexDocumento4 páginasCE Elexjj012586Aún no hay calificaciones
- Kimo Sonómetro InglésDocumento2 páginasKimo Sonómetro InglésAbigail DextreAún no hay calificaciones
- MD780&MD780G Hytera Service Manual R3.5Documento595 páginasMD780&MD780G Hytera Service Manual R3.5boris100% (1)
- Brosur Patient Monitor NSR PM1200Documento4 páginasBrosur Patient Monitor NSR PM1200Riska SetyawAún no hay calificaciones
- JCVHHTT-65B-R6: Electrical SpecificationsDocumento4 páginasJCVHHTT-65B-R6: Electrical SpecificationsNiko ZabalaAún no hay calificaciones
- Aplicaciones PIC Con CTMUDocumento12 páginasAplicaciones PIC Con CTMUPablo Falagán CanoAún no hay calificaciones
- Voltage Drop PDFDocumento1 páginaVoltage Drop PDFhashimelecAún no hay calificaciones
- Welding Power SupplyDocumento3 páginasWelding Power SupplyDeepak Kumar Kant KesriAún no hay calificaciones
- E560 CVD03 DSDocumento5 páginasE560 CVD03 DSdwie wijayantoAún no hay calificaciones
- HC4851Documento18 páginasHC4851Poongodi RangasamyAún no hay calificaciones
- Service Manual: SSD - Alpha10Documento135 páginasService Manual: SSD - Alpha10DenAún no hay calificaciones
- Combinatio Nal Logic: Design & Analysis of VLSI SystemDocumento9 páginasCombinatio Nal Logic: Design & Analysis of VLSI Systemnajmun_cseduAún no hay calificaciones
- Vek M2HDocumento2 páginasVek M2HChu QuynhAún no hay calificaciones
- Dac Adc 2Documento2 páginasDac Adc 2pepeluis666Aún no hay calificaciones
- Wireless Transmission Detection and Monitoring System Using GNU Radio and Multiple RTL - SDR ReceiversDocumento7 páginasWireless Transmission Detection and Monitoring System Using GNU Radio and Multiple RTL - SDR ReceiversBHARGAV VANAPALLIAún no hay calificaciones
- PLCDocumento26 páginasPLCSamAún no hay calificaciones
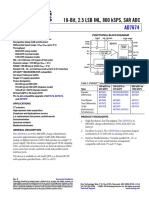
- AD7674Documento28 páginasAD7674Chaba Leyva HernándezAún no hay calificaciones
- L Pad CalculatorDocumento12 páginasL Pad Calculatorgfgould2788Aún no hay calificaciones
- Chapter 2 Diode Applications PDFDocumento122 páginasChapter 2 Diode Applications PDFObama binladenAún no hay calificaciones
- How To Repair A Dead Hard Disk Drive To Recover DataDocumento20 páginasHow To Repair A Dead Hard Disk Drive To Recover DataDragan Fića FilipovićAún no hay calificaciones
- Fully Integrated LDO Linear Voltage RegulatorDocumento15 páginasFully Integrated LDO Linear Voltage RegulatorAram ShishmanyanAún no hay calificaciones
- Teleremote Control KT3170 PDFDocumento2 páginasTeleremote Control KT3170 PDFAhmedAún no hay calificaciones
- Ec1312 QBDocumento7 páginasEc1312 QBGopinathan MuthusamyAún no hay calificaciones
- Data Sheet: Integrated FM Tuner For Radio ReceiversDocumento11 páginasData Sheet: Integrated FM Tuner For Radio ReceiversahmedAún no hay calificaciones
- Implementation of A Microcontroller Based 5 KVA Automatic Voltage StabilizerDocumento9 páginasImplementation of A Microcontroller Based 5 KVA Automatic Voltage StabilizerMarcel DessapAún no hay calificaciones
- Finite State Machines - 2Documento15 páginasFinite State Machines - 2ravi jaiswalAún no hay calificaciones
- 051790D1.sch-1 - Fri Aug 09 11:37:47 2002Documento19 páginas051790D1.sch-1 - Fri Aug 09 11:37:47 2002Italo BocattuAún no hay calificaciones