También podría gustarte
- Study of A Sieved Tray Column For Methanol Water DistillationDocumento19 páginasStudy of A Sieved Tray Column For Methanol Water DistillationTom Cullinan100% (1)
- Exp 06 - Distillation ColumnDocumento11 páginasExp 06 - Distillation ColumnAli AhmadAún no hay calificaciones
- Elucidation of Fischer-Tropsch Reaction KineticsDocumento3 páginasElucidation of Fischer-Tropsch Reaction Kineticschar7788Aún no hay calificaciones
- Advanced Temperature Measurement and Control, Second EditionDe EverandAdvanced Temperature Measurement and Control, Second EditionAún no hay calificaciones
- Tootan Wala KhoohDocumento92 páginasTootan Wala KhoohBalram Ji100% (3)
- Route Card: Material SummaryDocumento7 páginasRoute Card: Material SummaryBalram Ji100% (1)
- CPL and CTL CalculationDocumento9 páginasCPL and CTL CalculationnoxleekAún no hay calificaciones
- Technical Delivery Condition: Applicable To Parts: Ring WCFN0055Documento4 páginasTechnical Delivery Condition: Applicable To Parts: Ring WCFN0055Balram JiAún no hay calificaciones
- Preventive Maintenance PlanDocumento3 páginasPreventive Maintenance PlanBalram Ji86% (7)
- CHE 372 Project ReportDocumento12 páginasCHE 372 Project ReportGonzalo Jose SequeiraAún no hay calificaciones
- 5 Distillation Final ReportDocumento7 páginas5 Distillation Final ReportElzubair EljaaliAún no hay calificaciones
- Distillation PDFDocumento6 páginasDistillation PDFAmit SawantAún no hay calificaciones
- 10.1007 - s13202 013 0051 4Documento4 páginas10.1007 - s13202 013 0051 4Luis FloresAún no hay calificaciones
- Rodriguez 2013Documento12 páginasRodriguez 2013wsanchez_soteloAún no hay calificaciones
- Molecular Sieve Dehydration OptimizationDocumento24 páginasMolecular Sieve Dehydration Optimizationotis-a6866Aún no hay calificaciones
- Chemical Engg Calculation & Shortcut DeskbookDocumento146 páginasChemical Engg Calculation & Shortcut Deskbooknagarajkaran100% (1)
- Catalytic Dehydration of Isopropyl Alcohol: AcetoneDocumento6 páginasCatalytic Dehydration of Isopropyl Alcohol: AcetoneKharkhodaAún no hay calificaciones
- Hydrolysis of Acetic Anhydride - Non-Adiabatic Calorimetric Determination of Kinetics and Heat ExchangeDocumento6 páginasHydrolysis of Acetic Anhydride - Non-Adiabatic Calorimetric Determination of Kinetics and Heat ExchangeRF ZDavAún no hay calificaciones
- XVIII Paper 36Documento22 páginasXVIII Paper 36dhavaleshAún no hay calificaciones
- Introduction PTDocumento5 páginasIntroduction PTwakAún no hay calificaciones
- Dehydration of Alcohols-Gas Chromatography: ObjectiveDocumento6 páginasDehydration of Alcohols-Gas Chromatography: Objectiveamel saadAún no hay calificaciones
- What-When-How: The Hydrotreating Process Part 2Documento11 páginasWhat-When-How: The Hydrotreating Process Part 2Ahmad Syaiful BahriAún no hay calificaciones
- Maximizing Heat-Transfer Fluid LongevityDocumento8 páginasMaximizing Heat-Transfer Fluid LongevityDefenceDogAún no hay calificaciones
- Molecular Sieve Dehydration Optimization PDFDocumento24 páginasMolecular Sieve Dehydration Optimization PDFمصطفى العباديAún no hay calificaciones
- Lab Report FinalDocumento13 páginasLab Report Finalidyllic20Aún no hay calificaciones
- Aspen Plus ThesisDocumento7 páginasAspen Plus Thesisafknmwhjn100% (1)
- Plug Flow ReactorDocumento28 páginasPlug Flow ReactorNurul AinAún no hay calificaciones
- WgsDocumento23 páginasWgspmg83Aún no hay calificaciones
- Gas AbsorptionDocumento9 páginasGas AbsorptionGodolias WoldemariamAún no hay calificaciones
- CSTR 40lDocumento22 páginasCSTR 40lafnan_lion94Aún no hay calificaciones
- Enhanced Heavy Oil Recovery Using Steam InjectionDocumento5 páginasEnhanced Heavy Oil Recovery Using Steam InjectionabdobedirAún no hay calificaciones
- Chilworth Chemical Reaction Hazards GuideDocumento36 páginasChilworth Chemical Reaction Hazards GuidechemsguyAún no hay calificaciones
- Chapter 6 Characterization of Eaps 2021Documento21 páginasChapter 6 Characterization of Eaps 2021Erick AcevesAún no hay calificaciones
- Petroleum Refinery Lab. Report No.3Documento13 páginasPetroleum Refinery Lab. Report No.3Mohammed IhsanAún no hay calificaciones
- (Distillation) - Packed Distillation ColunmDocumento12 páginas(Distillation) - Packed Distillation Colunmandy175Aún no hay calificaciones
- v01 I01 07Documento7 páginasv01 I01 07SuperbankAún no hay calificaciones
- A Physical Absorption Process For The Capture of Co From Co - Rich Natural Gas StreamsDocumento6 páginasA Physical Absorption Process For The Capture of Co From Co - Rich Natural Gas StreamssinhleprovietAún no hay calificaciones
- Aspen 3 Design of PFR EdtDocumento8 páginasAspen 3 Design of PFR EdtethanAún no hay calificaciones
- The MICROREACTOR A Systematic and Efficient ToolDocumento7 páginasThe MICROREACTOR A Systematic and Efficient Tooljulianque81574Aún no hay calificaciones
- Investigating Gas Chromatography: Figure 1 Sample Gas ChromatogramDocumento9 páginasInvestigating Gas Chromatography: Figure 1 Sample Gas ChromatogramPanduka EkanayakeAún no hay calificaciones
- Design and Simulation of A Reactive Distillation Process To Produce High-Purity Ethyl AcetateDocumento9 páginasDesign and Simulation of A Reactive Distillation Process To Produce High-Purity Ethyl AcetateAjib Sari PutraAún no hay calificaciones
- Heavy-Oil Recovery: Spe Reprint SeriesDocumento8 páginasHeavy-Oil Recovery: Spe Reprint SeriesCarlos Mario Jimenez RamosAún no hay calificaciones
- Process Modeling Using HYSYS With Chemical Industry Focus (TQN)Documento5 páginasProcess Modeling Using HYSYS With Chemical Industry Focus (TQN)Cesar Augusto Vanegas MurilloAún no hay calificaciones
- Drizo IranDocumento12 páginasDrizo IranDiego1980bAún no hay calificaciones
- ThermoDocumento12 páginasThermoTashi BestAún no hay calificaciones
- Moisture in Insulation PaperDocumento6 páginasMoisture in Insulation PaperSanjib Kumar SahooAún no hay calificaciones
- Solve Vaccum ProblemDocumento8 páginasSolve Vaccum ProblemSharad IvneAún no hay calificaciones
- Final ReportDocumento10 páginasFinal Reportapi-514829618Aún no hay calificaciones
- Experiment 2Documento11 páginasExperiment 2shathishAún no hay calificaciones
- Experiment of Gas ChromatographyDocumento11 páginasExperiment of Gas ChromatographyMohd Sukri DaudAún no hay calificaciones
- TS012 Wet Gas Metering SamplingDocumento4 páginasTS012 Wet Gas Metering SamplingSai Rakesh Varma VadapallyAún no hay calificaciones
- 686184: Reactor optimisation and sensitivity: r P k a H k a H k a H kC ε FDocumento5 páginas686184: Reactor optimisation and sensitivity: r P k a H k a H k a H kC ε FM-poe MampshikaAún no hay calificaciones
- Rxn10 - FEMLAB-Fixed Bed ReactorDocumento15 páginasRxn10 - FEMLAB-Fixed Bed ReactorvijendranbAún no hay calificaciones
- Gas Chromatography (GC) With Flame-Ionization Detection: PrinciplesDocumento7 páginasGas Chromatography (GC) With Flame-Ionization Detection: PrinciplesENGR: MOTIRAMAún no hay calificaciones
- The Application of Steam Quality Test LimitsDocumento14 páginasThe Application of Steam Quality Test Limitspangaia100% (1)
- SPE 110605 MS MetodologiaDocumento11 páginasSPE 110605 MS MetodologiaraifelmbAún no hay calificaciones
- Heuristics For Process SynthesisDocumento26 páginasHeuristics For Process SynthesisThien LeAún no hay calificaciones
- Regime Analysis and Scale DownDocumento13 páginasRegime Analysis and Scale Downtiffanyyy000% (1)
- TgaDocumento13 páginasTgaFatlumRrugaAún no hay calificaciones
- How To Minimise Scaleup DifficultiesDocumento6 páginasHow To Minimise Scaleup Difficultieskishore.charuAún no hay calificaciones
- Hydrodynamic Study of Fixed Beds With Cocurrent Upflow and DownflowDocumento6 páginasHydrodynamic Study of Fixed Beds With Cocurrent Upflow and DownflowAbdelhamid OughanemAún no hay calificaciones
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringDe EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringAún no hay calificaciones
- Chap-02 Pair ofDocumento9 páginasChap-02 Pair ofBalram JiAún no hay calificaciones
- Handling of InstrumentsDocumento10 páginasHandling of InstrumentsBalram JiAún no hay calificaciones
- Rework Record For Heat Treated Parts: Original Production DetailsDocumento1 páginaRework Record For Heat Treated Parts: Original Production DetailsBalram Ji100% (2)
- Oerlikon Checklist 2012Documento14 páginasOerlikon Checklist 2012Balram JiAún no hay calificaciones
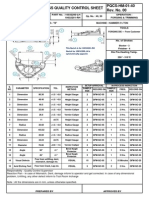
- PQCS Tube Flange Rough - ForgingDocumento1 páginaPQCS Tube Flange Rough - ForgingBalram JiAún no hay calificaciones
- Stavax ESRDocumento13 páginasStavax ESRBalram JiAún no hay calificaciones
- Ramya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Documento1 páginaRamya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Balram JiAún no hay calificaciones
- Kmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtDocumento1 páginaKmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtBalram JiAún no hay calificaciones
- Lea - 5SDocumento1 páginaLea - 5SallanjulesAún no hay calificaciones
- PQCS Tube Flange Rough - CuttingDocumento1 páginaPQCS Tube Flange Rough - CuttingBalram JiAún no hay calificaciones
- Jominy Formula SheetDocumento2 páginasJominy Formula SheetBalram JiAún no hay calificaciones
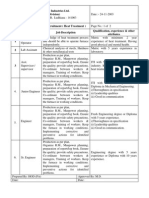
- Job Specification For Recruitment (HEAT SHOP)Documento2 páginasJob Specification For Recruitment (HEAT SHOP)Balram JiAún no hay calificaciones
- Quick Die Change in HammersDocumento16 páginasQuick Die Change in HammersBalram JiAún no hay calificaciones
- Shewhart Individuals Control ChartDocumento2 páginasShewhart Individuals Control ChartBalram JiAún no hay calificaciones
- Work Instructions - Nickel Spot TestDocumento2 páginasWork Instructions - Nickel Spot TestBalram JiAún no hay calificaciones
- Why SpiritualityDocumento37 páginasWhy SpiritualityBalram JiAún no hay calificaciones
- Job Specification For Recruitment (MACHINE SHOP)Documento2 páginasJob Specification For Recruitment (MACHINE SHOP)Balram JiAún no hay calificaciones
- Job Specification For Recruitment (Electrical)Documento2 páginasJob Specification For Recruitment (Electrical)Balram JiAún no hay calificaciones
- Job Specification For Recruitment Forging - Page 2Documento1 páginaJob Specification For Recruitment Forging - Page 2Balram JiAún no hay calificaciones
- 3 - Lubbers - High Vinyl SBS Copolymers For Modified Asphalt Emulsion Applications - AEMA - Feb 2013Documento27 páginas3 - Lubbers - High Vinyl SBS Copolymers For Modified Asphalt Emulsion Applications - AEMA - Feb 2013Mehmet AydinAún no hay calificaciones
- Issues To Address... : Chapter 14/15-1Documento11 páginasIssues To Address... : Chapter 14/15-1Brain Choirul IchsanAún no hay calificaciones
- Belzona 1121 InstrustionsDocumento2 páginasBelzona 1121 Instrustionssh4kesAún no hay calificaciones
- Cooling Tower Operation - 030129Documento8 páginasCooling Tower Operation - 030129Sekar CmAún no hay calificaciones
- Body Repairs General Body RepairsDocumento87 páginasBody Repairs General Body RepairsergdegAún no hay calificaciones
- AquacultureDocumento400 páginasAquacultureNallely Vazquez100% (1)
- Introduction To Materials: Principles of EngineeringDocumento45 páginasIntroduction To Materials: Principles of EngineeringPrakharAún no hay calificaciones
- Conducting Polymer LECTURE3 07012021Documento27 páginasConducting Polymer LECTURE3 07012021Manteg SinghAún no hay calificaciones
- Chapter 5 Lipid Proteins Carbohydrates 2016Documento43 páginasChapter 5 Lipid Proteins Carbohydrates 2016skyscraper 2020Aún no hay calificaciones
- PVC Compounding: Preparation, Physical and Mechanical PropertiesDocumento6 páginasPVC Compounding: Preparation, Physical and Mechanical Propertieswebhareggebru06Aún no hay calificaciones
- Polymer Flooding in Heavy OilDocumento11 páginasPolymer Flooding in Heavy OilCamiloAndresGuerreroAún no hay calificaciones
- Green Chemistry Application For Sustainable DevelopmentDocumento35 páginasGreen Chemistry Application For Sustainable DevelopmentAlinaCrinaCiubotariuMuresanAún no hay calificaciones
- Textile Fibres ClassificationDocumento43 páginasTextile Fibres Classificationnitishkohli91% (44)
- Presentation 1Documento8 páginasPresentation 1Shahood JuttAún no hay calificaciones
- MTech Solar Energy I II SemDocumento19 páginasMTech Solar Energy I II SemBhuvneshRathore0% (1)
- LCP-027 VectraLCPDesignGuideTG AM 0613Documento80 páginasLCP-027 VectraLCPDesignGuideTG AM 0613Evert100% (1)
- Dye Bath LubricantsDocumento23 páginasDye Bath Lubricantshuerta_antonio1181100% (1)
- Advanced Industrial and Engineering Polymer Research: Manas ChandaDocumento18 páginasAdvanced Industrial and Engineering Polymer Research: Manas ChandaElena RomeroAún no hay calificaciones
- Examination of ShreddingDocumento4 páginasExamination of ShreddingjulianAún no hay calificaciones
- Gujarat Technological UniversityDocumento2 páginasGujarat Technological UniversityJaineshAún no hay calificaciones
- PTFE Tribology and The Role of Mechanochemistry in The Development of Protective Surface FilmsDocumento7 páginasPTFE Tribology and The Role of Mechanochemistry in The Development of Protective Surface FilmsAnnamalai PalaniappanAún no hay calificaciones
- Lecture AZB - Stumbé 2021-2022 Introduction To PolymersDocumento62 páginasLecture AZB - Stumbé 2021-2022 Introduction To PolymersФарида СултановаAún no hay calificaciones
- Dynamic Mechanical Analysis and Thermal Stability of Neem Wood Veneer Plastic CompositesDocumento9 páginasDynamic Mechanical Analysis and Thermal Stability of Neem Wood Veneer Plastic Compositesfuad mahdudiantoAún no hay calificaciones
- Classification of Lost Circulation MaterialsDocumento4 páginasClassification of Lost Circulation MaterialspididiwAún no hay calificaciones
- SternandLagos 2008 HERA HealthRisksfromPlasticsPipeLeachatesDocumento28 páginasSternandLagos 2008 HERA HealthRisksfromPlasticsPipeLeachatesSURAJ KUMARAún no hay calificaciones
- PolymerDocumento24 páginasPolymerLakshya wardhan singh ShekhawatAún no hay calificaciones
- Xiameter 6300 VtmoDocumento2 páginasXiameter 6300 VtmoDR.BIYANIAún no hay calificaciones
- PPTDocumento27 páginasPPTJLVriverAún no hay calificaciones
- Compression Test On Porous Polymeric ScaffoldsDocumento4 páginasCompression Test On Porous Polymeric ScaffoldsShitangshu MaityAún no hay calificaciones
- Recycling Glass Fibers (M6)Documento2 páginasRecycling Glass Fibers (M6)SureshKumar DevulapallyAún no hay calificaciones