También podría gustarte
- Measurement While Drilling: Signal Analysis, Optimization and DesignDe EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignAún no hay calificaciones
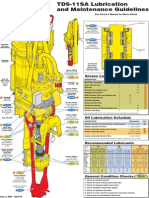
- TDS 11saDocumento1 páginaTDS 11saMohamedAbdel-Rahman100% (1)
- Shale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementDe EverandShale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Tds-11sa - Top DriveDocumento64 páginasTds-11sa - Top DriveRuben Dario Conde Leon100% (1)
- DP TD-500-HT DR523 0051 EN Rev00 PDFDocumento99 páginasDP TD-500-HT DR523 0051 EN Rev00 PDFAbderrahmane Abdo100% (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDe EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsAún no hay calificaciones
- Electric House Manual: Top Drive Drilling EquipmentDocumento22 páginasElectric House Manual: Top Drive Drilling EquipmentAlejandro HernadezAún no hay calificaciones
- Installation, Operation and Maintenance Instructions For Baylor Eddy Current Brake Model 7040Documento54 páginasInstallation, Operation and Maintenance Instructions For Baylor Eddy Current Brake Model 7040luisedonossaAún no hay calificaciones
- 7838 Brake Care and OperationDocumento54 páginas7838 Brake Care and OperationMarutpal Mukherjee100% (1)
- Top DriveDocumento451 páginasTop DriveAlejita Riveros92% (12)
- Installation and Trouble Shooting Manual: Top Drive Drilling EquipmentDocumento48 páginasInstallation and Trouble Shooting Manual: Top Drive Drilling EquipmentAlejandro HernadezAún no hay calificaciones
- Manual Top Drive Tds 11sa InternetDocumento64 páginasManual Top Drive Tds 11sa InternetRichard More67% (6)
- TDAS11 Training ManualDocumento266 páginasTDAS11 Training Manualmiguel.pereiraAún no hay calificaciones
- 400 Bad Request 400 Bad Request Nginx/1.2.9Documento226 páginas400 Bad Request 400 Bad Request Nginx/1.2.9ranid303086% (7)
- Traveling Equipment Anti-Collision System Tac-Ii ManualDocumento66 páginasTraveling Equipment Anti-Collision System Tac-Ii ManualAlex RamirezAún no hay calificaciones
- TDS-4S TDS-4H: Varco P/NDocumento21 páginasTDS-4S TDS-4H: Varco P/NEduardo BragaAún no hay calificaciones
- BPM TDS Maintenance ManualDocumento45 páginasBPM TDS Maintenance ManualAnonymous MxwCc467% (3)
- Maintenance Manual - Varco ST-80 RoughneckDocumento42 páginasMaintenance Manual - Varco ST-80 RoughneckCarlos Alberto Perdomo100% (2)
- Varco Tds 11sa顶驱新图2014年Documento261 páginasVarco Tds 11sa顶驱新图2014年Baber824Aún no hay calificaciones
- TDS Manual-TescoDocumento33 páginasTDS Manual-TescoQAMAR ALI KHAN100% (1)
- National Oilwell: Installation, Operation and Maintenance Instructions For Baylor Eddy Current Brake, Model 7838Documento51 páginasNational Oilwell: Installation, Operation and Maintenance Instructions For Baylor Eddy Current Brake, Model 7838sorangel_123100% (1)
- Training Manual PDFDocumento400 páginasTraining Manual PDFcarlospais2100% (3)
- Top Drives CanrigDocumento8 páginasTop Drives Canrigthought001Aún no hay calificaciones
- Manual de ServicioDocumento102 páginasManual de ServiciowiloAún no hay calificaciones
- TDS 4H Top Drive Assembly DSW5619WO20241Documento187 páginasTDS 4H Top Drive Assembly DSW5619WO20241JUAN HERNANDEZ100% (1)
- Oil Well PDFDocumento41 páginasOil Well PDFcarlosorizaba100% (1)
- OWI 1000 DrawworksDocumento54 páginasOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- Saturn Amphion User Manual D811001294 MAN 001Documento208 páginasSaturn Amphion User Manual D811001294 MAN 001Oprea Ionut100% (2)
- Lewco Direct Drive BrochureDocumento4 páginasLewco Direct Drive Brochurenepotu25100% (3)
- TDS11 Training Manual PDFDocumento264 páginasTDS11 Training Manual PDFNelson AlvarezAún no hay calificaciones
- Tds 9 & 11sa Elect Troubleshooting 2Documento1120 páginasTds 9 & 11sa Elect Troubleshooting 2khireddineboulifa100% (2)
- Manual Top-Drive Tds-11sa InternetDocumento64 páginasManual Top-Drive Tds-11sa InternetJuan Angel Garza100% (3)
- 2 - Canrig Top Drive Rig Crew TrainingDocumento104 páginas2 - Canrig Top Drive Rig Crew TrainingDiego Fabian Ruiz Vacaflor89% (9)
- Drawworks(绞车)Documento10 páginasDrawworks(绞车)Omar Fathy100% (1)
- Baylor Elmagco (Composite)Documento12 páginasBaylor Elmagco (Composite)opc10100% (2)
- TOP DRIVE VARCO - Ideal RigDocumento537 páginasTOP DRIVE VARCO - Ideal Rigkhireddineboulifa100% (5)
- Maintenance Manual Varco ST 80 Roughneck 2 PDFDocumento42 páginasMaintenance Manual Varco ST 80 Roughneck 2 PDFNAMRAJ SHARMAAún no hay calificaciones
- Drawworks ALLOWABLE BEARINGS CLEARANCEDocumento2 páginasDrawworks ALLOWABLE BEARINGS CLEARANCEmohamed salem100% (1)
- TM 2001 Drawworks en Rev00Documento91 páginasTM 2001 Drawworks en Rev00Noureddine AdjAún no hay calificaciones
- Interview Question For MechanicDocumento4 páginasInterview Question For MechanicPrasanna BhattacharyaAún no hay calificaciones
- Planos Top Drive TDS11 Ideal PDFDocumento890 páginasPlanos Top Drive TDS11 Ideal PDFpablo100% (3)
- 20200e Top Drive ECI 900 Electric Top Drive PDFDocumento2 páginas20200e Top Drive ECI 900 Electric Top Drive PDFluisxxx1100% (2)
- 3092834-Varco Bulletin On TDSDocumento9 páginas3092834-Varco Bulletin On TDSSushil GuptaAún no hay calificaciones
- Top Drive Data SheetDocumento11 páginasTop Drive Data SheetWagner Ramos100% (1)
- Top Drive Solutions d392001277 MKT 001Documento12 páginasTop Drive Solutions d392001277 MKT 001JINDAL100% (2)
- Omron SCR OperationDocumento106 páginasOmron SCR OperationOmabdotarek OmabdotarekAún no hay calificaciones
- Operation Manual: Softspeed Ii-AmphionDocumento28 páginasOperation Manual: Softspeed Ii-AmphionTaymoor Malek100% (1)
- Top Drive Post Jarring Checks BulletinDocumento5 páginasTop Drive Post Jarring Checks Bulletinahmedsaid85100% (2)
- TDS & ComparisonDocumento8 páginasTDS & ComparisonSyed Tauseef Haider100% (1)
- Drawworks User ManualDocumento50 páginasDrawworks User ManualTaymoor Malek75% (4)
- Benteq Top DriveDocumento6 páginasBenteq Top DriveWaleed Barakat MariaAún no hay calificaciones
- Top Drive ModelDocumento10 páginasTop Drive ModelJimy Barron100% (1)
- 500 or 650 Ton 900 HP AC Electric Top Drive: TescoDocumento2 páginas500 or 650 Ton 900 HP AC Electric Top Drive: TescoJack Yang100% (1)
- Land Rig BrochureDocumento9 páginasLand Rig Brochuresatya_dohare100% (1)
- 500 600 Eci 1350Documento2 páginas500 600 Eci 1350Jack Yang100% (1)
- Brochure Pit Viper SeriesDocumento16 páginasBrochure Pit Viper Seriesmanuel eduardo pomahuali liñanAún no hay calificaciones
- Atlas Copco - Blasthole Drills DM M3Documento6 páginasAtlas Copco - Blasthole Drills DM M3Jose Maluenda100% (1)
- 3 +DIAMEC U6 Sales BrochureDocumento8 páginas3 +DIAMEC U6 Sales Brochureclaudiovillane100% (1)
- P& H 320XPC Blasthole Drill BrochureDocumento6 páginasP& H 320XPC Blasthole Drill Brochurezimscho100% (1)
- HA028480 11 Mini8 DatasheetDocumento6 páginasHA028480 11 Mini8 DatasheetLuisAún no hay calificaciones
- Jump StatementsDocumento9 páginasJump StatementsCool CupAún no hay calificaciones
- Dell Networking 6.1.0.6 Release NotesDocumento107 páginasDell Networking 6.1.0.6 Release NotesasdfAún no hay calificaciones
- CNC Lathe G CodeDocumento5 páginasCNC Lathe G CodeNapoleón Mamani MachacaAún no hay calificaciones
- SAS PGM File ProcessingDocumento7 páginasSAS PGM File ProcessingRammurthyAún no hay calificaciones
- C Programming UNIT 3.2 ArraysDocumento20 páginasC Programming UNIT 3.2 ArraysrishikaAún no hay calificaciones
- A Project Report On "A Digital Step For ASHA - National Rural Health Mission"Documento92 páginasA Project Report On "A Digital Step For ASHA - National Rural Health Mission"NeerajAún no hay calificaciones
- CCBoot Manual - System RequirementsDocumento36 páginasCCBoot Manual - System RequirementsHasnan IbrahimAún no hay calificaciones
- Carlsson VirtualReality 1993Documento7 páginasCarlsson VirtualReality 1993galica9999Aún no hay calificaciones
- TalkdeskDocumento4 páginasTalkdeskNiel DariusAún no hay calificaciones
- Propeller Installation Diagram: Picture 16Documento6 páginasPropeller Installation Diagram: Picture 16Giuliano CecolinAún no hay calificaciones
- Zeta ConverterDocumento42 páginasZeta ConverterJabez E JoshuaAún no hay calificaciones
- TK 8160H (B51 8708 00)Documento52 páginasTK 8160H (B51 8708 00)bankienAún no hay calificaciones
- ReadmeDocumento3 páginasReadmededen septiyonoAún no hay calificaciones
- System Tools and Documentation TechniquesDocumento4 páginasSystem Tools and Documentation TechniquesVenice DatoAún no hay calificaciones
- ECAD Question BankDocumento5 páginasECAD Question Bank20BF1A04M6 sumanthAún no hay calificaciones
- AICDocumento1 páginaAICKarthick NpAún no hay calificaciones
- QuestionDocumento5 páginasQuestionPrince Jee Gulane Dj/ProducerAún no hay calificaciones
- Ccna 3 Final Exam NotesDocumento67 páginasCcna 3 Final Exam NotesaoryaAún no hay calificaciones
- Car Antenna Amplifier CircuitDocumento5 páginasCar Antenna Amplifier CircuitSyed Hassan TariqAún no hay calificaciones
- PCI-DSS Requirements Vs Security ControlsDocumento16 páginasPCI-DSS Requirements Vs Security ControlsSherif_SalamhAún no hay calificaciones
- 000-374 IBM WebSphere MQ V7.0 System Administration Exam DumpDocumento28 páginas000-374 IBM WebSphere MQ V7.0 System Administration Exam DumpSaptadip Sarkar0% (1)
- IOT BASED-Sewage Blockage Detection SystemDocumento7 páginasIOT BASED-Sewage Blockage Detection SystemIJRASETPublicationsAún no hay calificaciones
- User Guide TowerDocumento90 páginasUser Guide Towerrampw14581Aún no hay calificaciones
- C Programming Chapter 1 NotesDocumento17 páginasC Programming Chapter 1 NotesdamnerAún no hay calificaciones
- Msinfo 32Documento64 páginasMsinfo 32Michael NealAún no hay calificaciones
- Load Balancing Algoritms in Cloud Computing Environment A ReviewDocumento6 páginasLoad Balancing Algoritms in Cloud Computing Environment A ReviewEditor IJRITCCAún no hay calificaciones
- A Power Supply Is A Device That Supplies Electric Power To An Electrical LoadDocumento14 páginasA Power Supply Is A Device That Supplies Electric Power To An Electrical LoadElizabeth HarrisAún no hay calificaciones
- WCM DocumentsDocumento17 páginasWCM DocumentsAvinash GummadiAún no hay calificaciones
- JVM JRE JDK Program Exe FlowDocumento6 páginasJVM JRE JDK Program Exe Flowshubham gajbhiyeAún no hay calificaciones
- Meditación Guiada Para La Hora De Dormir: Hipnosis Para Sueño Profundo Con Música Para Aliviar El Estrés Diario, Relajarse, Reducir La Ansiedad, Y Lograr Mejores Noches De Descanso (Meditaciones Guiadas en Español - Guided Meditations in Spanish)De EverandMeditación Guiada Para La Hora De Dormir: Hipnosis Para Sueño Profundo Con Música Para Aliviar El Estrés Diario, Relajarse, Reducir La Ansiedad, Y Lograr Mejores Noches De Descanso (Meditaciones Guiadas en Español - Guided Meditations in Spanish)Calificación: 5 de 5 estrellas5/5 (44)
- Learn Spanish with Paul Noble for Beginners – Part 1: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachDe EverandLearn Spanish with Paul Noble for Beginners – Part 1: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachCalificación: 5 de 5 estrellas5/5 (159)
- Conversational Phrases Spanish Audiobook: Level 1 - Absolute BeginnerDe EverandConversational Phrases Spanish Audiobook: Level 1 - Absolute BeginnerCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Learn Spanish While SleepingDe EverandLearn Spanish While SleepingCalificación: 4 de 5 estrellas4/5 (20)
- Learn Spanish with Paul Noble for Beginners – Complete Course: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachDe EverandLearn Spanish with Paul Noble for Beginners – Complete Course: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachCalificación: 5 de 5 estrellas5/5 (136)
- Learn Spanish for beginners 6 in 1: Speak Spanish in an Easy Way with language lessons that You Can Listen to in Your Car. Vocabulary, Grammar, Conversations, and Spanish Short Stories up to Intermediate Level.De EverandLearn Spanish for beginners 6 in 1: Speak Spanish in an Easy Way with language lessons that You Can Listen to in Your Car. Vocabulary, Grammar, Conversations, and Spanish Short Stories up to Intermediate Level.Calificación: 5 de 5 estrellas5/5 (1)
- Spanish Short Stories: 20 Captivating Spanish Short Stories for Beginners While Improving Your Listening, Growing Your Vocabulary and Have FunDe EverandSpanish Short Stories: 20 Captivating Spanish Short Stories for Beginners While Improving Your Listening, Growing Your Vocabulary and Have FunCalificación: 4.5 de 5 estrellas4.5/5 (20)
- Learn Spanish: Must-Know Mexican Spanish Slang Words & Phrases: Extended VersionDe EverandLearn Spanish: Must-Know Mexican Spanish Slang Words & Phrases: Extended VersionCalificación: 4 de 5 estrellas4/5 (6)
- Spanish Short Stories: Immerse Yourself in Language and Culture through Short and Easy-to-Understand TalesDe EverandSpanish Short Stories: Immerse Yourself in Language and Culture through Short and Easy-to-Understand TalesCalificación: 5 de 5 estrellas5/5 (1)
- Spanish Short Stories for Beginners Book 3: Over 100 Dialogues and Daily Used Phrases to Learn Spanish in Your Car. Have Fun & Grow Your Vocabulary, with Crazy Effective Language Learning LessonsDe EverandSpanish Short Stories for Beginners Book 3: Over 100 Dialogues and Daily Used Phrases to Learn Spanish in Your Car. Have Fun & Grow Your Vocabulary, with Crazy Effective Language Learning LessonsCalificación: 4 de 5 estrellas4/5 (1)
- Learn Spanish: 3000 essential words and phrasesDe EverandLearn Spanish: 3000 essential words and phrasesCalificación: 5 de 5 estrellas5/5 (1)
- Automatic Fluency Latin American Spanish for Conversation: Level 1: 8 Hours of Intense Spanish Fluency InstructionDe EverandAutomatic Fluency Latin American Spanish for Conversation: Level 1: 8 Hours of Intense Spanish Fluency InstructionCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Intermediate Spanish Short Stories: Take Your Vocabulary and Culture Awareness to the Next LevelDe EverandIntermediate Spanish Short Stories: Take Your Vocabulary and Culture Awareness to the Next LevelAún no hay calificaciones
- Power Spanish Accelerated: The Fastest and Easiest Way to Speak and Understand Spanish! American Instructor and Native Spanish Speakers Teach You to Speak Authentic Spanish Quickly, Easily, and Enjoyably!De EverandPower Spanish Accelerated: The Fastest and Easiest Way to Speak and Understand Spanish! American Instructor and Native Spanish Speakers Teach You to Speak Authentic Spanish Quickly, Easily, and Enjoyably!Calificación: 4.5 de 5 estrellas4.5/5 (38)
- Practice Makes Perfect: Complete Spanish Grammar, Premium Fourth EditionDe EverandPractice Makes Perfect: Complete Spanish Grammar, Premium Fourth EditionCalificación: 5 de 5 estrellas5/5 (49)
- Learn Spanish - Level 1: Introduction to Spanish: Volume 1: Lessons 1-25De EverandLearn Spanish - Level 1: Introduction to Spanish: Volume 1: Lessons 1-25Calificación: 5 de 5 estrellas5/5 (4)
- Learn Spanish: Mexican Spanish Survival Phrases, Volume 1: Lessons 1-25De EverandLearn Spanish: Mexican Spanish Survival Phrases, Volume 1: Lessons 1-25Calificación: 5 de 5 estrellas5/5 (1)
- Your Enjoyable Spanish Audio Book in Spanish 100 Spanish Short Stories for Beginners: Spanish Audio Books for Adults Edition 2De EverandYour Enjoyable Spanish Audio Book in Spanish 100 Spanish Short Stories for Beginners: Spanish Audio Books for Adults Edition 2Calificación: 5 de 5 estrellas5/5 (1)
- Essential Spanish in 2 hours with Paul Noble: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachDe EverandEssential Spanish in 2 hours with Paul Noble: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachCalificación: 4.5 de 5 estrellas4.5/5 (49)
- Learn Spanish Bundle - Easy Introduction for BeginnersDe EverandLearn Spanish Bundle - Easy Introduction for BeginnersAún no hay calificaciones
- Spanish for Beginners: Learn the Basics of Spanish in 7 DaysDe EverandSpanish for Beginners: Learn the Basics of Spanish in 7 DaysCalificación: 4 de 5 estrellas4/5 (11)
- Real Spanish 102: 5 Hours of Intermediate, Real-Life Spanish Learning with the Language Guy® & His Native Spanish SpeakersDe EverandReal Spanish 102: 5 Hours of Intermediate, Real-Life Spanish Learning with the Language Guy® & His Native Spanish SpeakersCalificación: 4.5 de 5 estrellas4.5/5 (13)
- Spanish for Beginners: Learn the Basics of Spanish in 7 DaysDe EverandSpanish for Beginners: Learn the Basics of Spanish in 7 DaysCalificación: 5 de 5 estrellas5/5 (3)
- First Spanish Reader: A Beginner's Dual-Language BookDe EverandFirst Spanish Reader: A Beginner's Dual-Language BookCalificación: 4.5 de 5 estrellas4.5/5 (6)
- 20 Short Stories in Spanish for Beginners: Learn Spanish fast with beginner-friendly talesDe Everand20 Short Stories in Spanish for Beginners: Learn Spanish fast with beginner-friendly talesAún no hay calificaciones
- Next Steps in Spanish with Paul Noble for Intermediate Learners – Complete Course: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachDe EverandNext Steps in Spanish with Paul Noble for Intermediate Learners – Complete Course: Spanish Made Easy with Your 1 million-best-selling Personal Language CoachCalificación: 5 de 5 estrellas5/5 (54)
- The Everything Spanish Verb Book: A Handy Reference For Mastering Verb ConjugationDe EverandThe Everything Spanish Verb Book: A Handy Reference For Mastering Verb ConjugationCalificación: 4 de 5 estrellas4/5 (1)
- Power Spanish Conversation Intensive: Intensive, Accelerated Spanish Conversation Practice with Educated Native Mexican & Colombian SpeakersDe EverandPower Spanish Conversation Intensive: Intensive, Accelerated Spanish Conversation Practice with Educated Native Mexican & Colombian SpeakersCalificación: 4.5 de 5 estrellas4.5/5 (14)