También podría gustarte
- Cortina, Adela - Alianza y Contrato PDFDocumento182 páginasCortina, Adela - Alianza y Contrato PDFDaniel Ivan Jo Pun100% (14)
- Problemario 2017Documento37 páginasProblemario 2017JosuéAún no hay calificaciones
- Metodologia XPDocumento20 páginasMetodologia XPL̶u̶i̶s̶ P̶i̶l̶c̶o̶Aún no hay calificaciones
- 1.4-La Escuela Como Sistema Social AbiertoDocumento3 páginas1.4-La Escuela Como Sistema Social AbiertoRoberto RuizAún no hay calificaciones
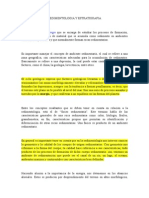
- Sedimentología y EstratigrafíaDocumento3 páginasSedimentología y EstratigrafíadanielbarbosabAún no hay calificaciones
- Estudios de Corte o Transversales de Corte o TransversalesDocumento23 páginasEstudios de Corte o Transversales de Corte o TransversalescdcmcoAún no hay calificaciones
- DeAstronomia PDFDocumento63 páginasDeAstronomia PDFuetamAún no hay calificaciones
- Agujeros NegrosDocumento8 páginasAgujeros NegrosAnonymous Ar65pc6MAún no hay calificaciones
- Atrapamientos de TuberíaDocumento37 páginasAtrapamientos de TuberíaFernandoCordovaLopezAún no hay calificaciones
- IV Informe Mirador Electoral 2015Documento95 páginasIV Informe Mirador Electoral 2015Cedfog HuehueAún no hay calificaciones
- EIprac 01Documento5 páginasEIprac 01Ronald Moran JaraAún no hay calificaciones
- Tarea 4.1 Variables AcusticasDocumento3 páginasTarea 4.1 Variables AcusticasAlexandra Torres RiosAún no hay calificaciones
- Reporte Laborat 5 BQU 02 Equilibrio Iónico en Soluciones Acuosas 1 2018 2Documento6 páginasReporte Laborat 5 BQU 02 Equilibrio Iónico en Soluciones Acuosas 1 2018 2Leonardo Poublette VegasAún no hay calificaciones
- Asignaturas UCHILE 2021 2Documento3 páginasAsignaturas UCHILE 2021 2Carmenza QuinteroAún no hay calificaciones
- Reserva ProvisionalDocumento138 páginasReserva ProvisionalLeo mamani100% (1)
- Ingles - 1°Documento12 páginasIngles - 1°Paulina Mamani VargasAún no hay calificaciones
- Especializacion Gerencia Tributaria Garzon 2017 04Documento8 páginasEspecializacion Gerencia Tributaria Garzon 2017 04EDS Av. Los LibertadoresAún no hay calificaciones
- s4 Tarea Set A Resmt1202Documento3 páginass4 Tarea Set A Resmt1202Matematica Fisica Estadistica0% (1)
- ENTRE TODO DISCIPLINARIO y TODO TRANSVERSALDocumento2 páginasENTRE TODO DISCIPLINARIO y TODO TRANSVERSALpaulina hernandez hAún no hay calificaciones
- Plan Inspeccion GEDocumento17 páginasPlan Inspeccion GEJesús SalasAún no hay calificaciones
- Ejercicios Logosoft ComfortDocumento2 páginasEjercicios Logosoft Comfortnicolasgavidia02Aún no hay calificaciones
- Planeacion Estrategica PDFDocumento32 páginasPlaneacion Estrategica PDFReynaldoBarreraAguilar100% (1)
- Orden 20 BisDocumento19 páginasOrden 20 Bisssanchez960Aún no hay calificaciones
- CornejoSanchez Natalia M3S3AI6Documento7 páginasCornejoSanchez Natalia M3S3AI6jesusAún no hay calificaciones
- Plan de Reuniones ColegiadasDocumento2 páginasPlan de Reuniones ColegiadasAlex Pavel Giron Salazar100% (1)
- Emilio Zaina La Materialidad de La Escritura en Los Poemas de Catulo, Hakkert 2009Documento3 páginasEmilio Zaina La Materialidad de La Escritura en Los Poemas de Catulo, Hakkert 2009Emilio ZainaAún no hay calificaciones
- Merco TeoricoDocumento2 páginasMerco TeoricovannesaAún no hay calificaciones
- Marco TeóricoDocumento22 páginasMarco TeóricoFernandez MiguelAún no hay calificaciones
- 1 Quiz 1 - Semana 3 Cultura AmbientalDocumento8 páginas1 Quiz 1 - Semana 3 Cultura AmbientalValeria GutierrezAún no hay calificaciones
- Ecuaciones Con Una Incognita para Primero de SecundariaDocumento4 páginasEcuaciones Con Una Incognita para Primero de SecundariaMiguel Vicente Chávez AyllónAún no hay calificaciones