También podría gustarte
- "Mantenimiento Centrado en Confiabilidad" RCMDocumento7 páginas"Mantenimiento Centrado en Confiabilidad" RCMJonnaLNAún no hay calificaciones
- Clasificacion de Maquinas T1.3Documento2 páginasClasificacion de Maquinas T1.3Daniel Alejandro Ortiz MartinezAún no hay calificaciones
- Sistematizacion Del Mantenimiento de Maquinaria PesadaDocumento195 páginasSistematizacion Del Mantenimiento de Maquinaria PesadaNey Felipe CepedaAún no hay calificaciones
- Examen MantenimientoDocumento15 páginasExamen MantenimientoJulio Illanes100% (1)
- Detección y Análisis de FallasDocumento16 páginasDetección y Análisis de FallasLenin Mendoza TiconaAún no hay calificaciones
- Detección y Análisis de FallasDocumento11 páginasDetección y Análisis de FallasJonathan DiazAún no hay calificaciones
- Gestion de MantenimientoDocumento25 páginasGestion de MantenimientobecraftingAún no hay calificaciones
- Curva de MantenibilidadDocumento4 páginasCurva de MantenibilidadJoge-karo RiveraAún no hay calificaciones
- Tesis MCC PDFDocumento153 páginasTesis MCC PDFjose100% (1)
- MantenimientoIndustrial, Por Santiago García GarridoDocumento12 páginasMantenimientoIndustrial, Por Santiago García GarridoRonald Aparicio100% (1)
- Gestion RepuestosDocumento44 páginasGestion RepuestosPablo Alonso100% (4)
- 1756 pm014 - Es PDocumento52 páginas1756 pm014 - Es PSaga_10Aún no hay calificaciones
- MANUAL HerramenteroDocumento1 páginaMANUAL Herramenterochechovr0% (1)
- TPM OeeDocumento7 páginasTPM OeeArnaldo BenitezAún no hay calificaciones
- 04 CriticidadDocumento4 páginas04 CriticidadOscar Ivan Orozco DonadoAún no hay calificaciones
- Qué Es Un AMEFDocumento16 páginasQué Es Un AMEFramse56Aún no hay calificaciones
- Mantenimiento proactivo y predictivoDocumento106 páginasMantenimiento proactivo y predictivoDiego John Gavilanes UvidiaAún no hay calificaciones
- Normalizacion MTTRDocumento17 páginasNormalizacion MTTRErnie Gomez ColquichaguaAún no hay calificaciones
- Varios Tipos de RCMDocumento17 páginasVarios Tipos de RCMSoporte y Compañía100% (1)
- Diagrama Ishikawa Aplicado A Turbina de GasDocumento5 páginasDiagrama Ishikawa Aplicado A Turbina de GasKevin Delrio SerpaAún no hay calificaciones
- Diagrama de Flujo Recepción y Entrega de EquiposDocumento1 páginaDiagrama de Flujo Recepción y Entrega de EquiposRicky Gonzales100% (1)
- Manual Optimizacion Plan Mantenimiento Tecsup Ingenieria PDFDocumento24 páginasManual Optimizacion Plan Mantenimiento Tecsup Ingenieria PDFjavierAún no hay calificaciones
- Analisis de Criticidad de Motoniveladoras (OK)Documento23 páginasAnalisis de Criticidad de Motoniveladoras (OK)Albert Jhon Haro CastilloAún no hay calificaciones
- Método de Análisis de CriticidadDocumento5 páginasMétodo de Análisis de Criticidadj4n3thAún no hay calificaciones
- Costos mantenimiento activosDocumento84 páginasCostos mantenimiento activosCristobal Acuña GuerraAún no hay calificaciones
- FS-SIG-003 Diagrama de Flujo Planificación de Mantenimiento de EquiposDocumento1 páginaFS-SIG-003 Diagrama de Flujo Planificación de Mantenimiento de EquiposWilliams Alvarado OsorioAún no hay calificaciones
- Modelo Integral de Confiabilidad Operacional en El MantenimientoDocumento68 páginasModelo Integral de Confiabilidad Operacional en El Mantenimientoэvэ FЯiiÄSAún no hay calificaciones
- Analisis de FallasDocumento27 páginasAnalisis de FallasnoretAún no hay calificaciones
- Mantenimiento Autónomo de Una MarmitaDocumento4 páginasMantenimiento Autónomo de Una MarmitaReikxxxAún no hay calificaciones
- Procedimiento Sistema Gestión MantenimientoDocumento7 páginasProcedimiento Sistema Gestión MantenimientoJuan Carlos Custodio RodriguezAún no hay calificaciones
- Mantenimiento torno Colchester UNI-RUPAPDocumento37 páginasMantenimiento torno Colchester UNI-RUPAPFran J CaceresAún no hay calificaciones
- 10 Principales Indicadores de Mantenimiento PDFDocumento9 páginas10 Principales Indicadores de Mantenimiento PDFharryAún no hay calificaciones
- Herramientas clave para optimizar la confiabilidad operacionalDocumento19 páginasHerramientas clave para optimizar la confiabilidad operacionalMaintenanceAún no hay calificaciones
- Análisis de Fallas de Un TornoDocumento8 páginasAnálisis de Fallas de Un TornoCHRISTIAN FABELA100% (1)
- Gestion MantenimientoDocumento206 páginasGestion Mantenimientoxavier larAún no hay calificaciones
- Distribucion Weibull Saul SotoDocumento14 páginasDistribucion Weibull Saul SotoSaul Soto100% (2)
- Mantenimiento - Grupo 05 - Avance 1Documento18 páginasMantenimiento - Grupo 05 - Avance 1Brayan MezaAún no hay calificaciones
- Obtención de azúcar con TPMDocumento48 páginasObtención de azúcar con TPMCory RamosAún no hay calificaciones
- Análisis de costos de mantenimiento de maquinaria pesadaDocumento19 páginasAnálisis de costos de mantenimiento de maquinaria pesadaClaudioAún no hay calificaciones
- Análisis fallas refinería petróleoDocumento10 páginasAnálisis fallas refinería petróleoLizmaira Yineth Arenas Montero100% (1)
- U3. Gestión de Repuestos PDFDocumento64 páginasU3. Gestión de Repuestos PDFJuan LizanaAún no hay calificaciones
- Plan de mantenimiento para equipos críticos de SIDORDocumento96 páginasPlan de mantenimiento para equipos críticos de SIDORRodrigo ArellanoAún no hay calificaciones
- Mendoza Estefani Trabajo Suficiencia 2017Documento117 páginasMendoza Estefani Trabajo Suficiencia 2017Jose Diaz HuamanAún no hay calificaciones
- 8.1 Lab4 A Hoja WeibullDocumento9 páginas8.1 Lab4 A Hoja WeibullJoshedd LnameAún no hay calificaciones
- RAM ICOGAM Miami INGEMAN 16 19 Octubre 18 CHDocumento24 páginasRAM ICOGAM Miami INGEMAN 16 19 Octubre 18 CHOscar BahozAún no hay calificaciones
- KPI de Mantenimiento - 1770798926Documento43 páginasKPI de Mantenimiento - 1770798926YendAún no hay calificaciones
- UPN-GEMAN - WA-sem-7NDocumento100 páginasUPN-GEMAN - WA-sem-7NOshin Hoyos TapiaAún no hay calificaciones
- Analisis de Reemplazo de Un Activo Fisico PDFDocumento19 páginasAnalisis de Reemplazo de Un Activo Fisico PDFCIRO SILVAAún no hay calificaciones
- Tacticas de MantenimientoDocumento9 páginasTacticas de Mantenimientolopablito24Aún no hay calificaciones
- Unidad 3 - P-QDocumento22 páginasUnidad 3 - P-Qatico123456Aún no hay calificaciones
- AMEF Análisis de fallas de plataforma elevadoraDocumento5 páginasAMEF Análisis de fallas de plataforma elevadoraJulio BozadaAún no hay calificaciones
- Sistema Mantenimiento Empresa ConstructoraDocumento17 páginasSistema Mantenimiento Empresa ConstructoraDeltaenterprises EmpresaAún no hay calificaciones
- Adolfo Casilla - Frecuencia Optimo de Reemplazo Aplicado A Una Flota de SR. ArticuloDocumento7 páginasAdolfo Casilla - Frecuencia Optimo de Reemplazo Aplicado A Una Flota de SR. ArticuloJean Paul Andrés Alamo CarbonellAún no hay calificaciones
- 1 - Funciones de Ingeniero de MantenimientoDocumento1 página1 - Funciones de Ingeniero de MantenimientoShankar_x666x100% (1)
- Indicadores de Eficiencia para MantenimientoDocumento20 páginasIndicadores de Eficiencia para MantenimientoPio Rodolfo Pinto Reinoso100% (5)
- Plan de Mantenimiento Basado en RCMDocumento19 páginasPlan de Mantenimiento Basado en RCMfacundoAún no hay calificaciones
- Qué Es RCMDocumento22 páginasQué Es RCMpiolin82Aún no hay calificaciones
- Reliability Centred Maintenance (RCM)Documento9 páginasReliability Centred Maintenance (RCM)Antonio Ros Moreno50% (2)
- Plan de MantenimientoDocumento5 páginasPlan de MantenimientoclaudioAún no hay calificaciones
- Mantenimiento Basado en ConfiabilidadDocumento7 páginasMantenimiento Basado en ConfiabilidadAndrés GuerreroAún no hay calificaciones
- 07 Proced Soport HDocumento42 páginas07 Proced Soport HAlfredo AguileraAún no hay calificaciones
- 08 PTS Relleno y CompactacionDocumento45 páginas08 PTS Relleno y CompactacionAlfredo AguileraAún no hay calificaciones
- 10 PTS Instalacion Avisos de Peligros y ProgresivasDocumento47 páginas10 PTS Instalacion Avisos de Peligros y ProgresivasAlfredo AguileraAún no hay calificaciones
- 01 PTS de Excavacion Manual y MecanicaDocumento58 páginas01 PTS de Excavacion Manual y MecanicaAlfredo Aguilera100% (1)
- 04 Procedimiento para Deforestacion de PicaDocumento49 páginas04 Procedimiento para Deforestacion de PicaAlfredo AguileraAún no hay calificaciones
- 06 Procedimiento de Aplicacion de Fondo y PinturaDocumento47 páginas06 Procedimiento de Aplicacion de Fondo y PinturaAlfredo AguileraAún no hay calificaciones
- 09 PTS de Colocacion Carpeta AsfalticaDocumento44 páginas09 PTS de Colocacion Carpeta AsfalticaAlfredo AguileraAún no hay calificaciones
- Procedimiento soldadura tuberíasDocumento52 páginasProcedimiento soldadura tuberíasAlfredo AguileraAún no hay calificaciones
- Procedimiento seguro carga tuberíasDocumento45 páginasProcedimiento seguro carga tuberíasAlfredo AguileraAún no hay calificaciones
- 05 PTS de GammagrafiaDocumento39 páginas05 PTS de GammagrafiaAlfredo AguileraAún no hay calificaciones
- Coeficiente de Seguridad en Cables y Cadenas de AscensoresDocumento5 páginasCoeficiente de Seguridad en Cables y Cadenas de AscensoresAlfredo AguileraAún no hay calificaciones
- ResumenDocumento5 páginasResumenAlfredo AguileraAún no hay calificaciones
- Re Mac HeDocumento2 páginasRe Mac HeAlfredo AguileraAún no hay calificaciones
- Análisis Del Plan de Actividades Del Equipo ComercialDocumento6 páginasAnálisis Del Plan de Actividades Del Equipo ComercialMind de ColombiaAún no hay calificaciones
- Modelo Miller y OrrDocumento6 páginasModelo Miller y OrrBlas HernandezAún no hay calificaciones
- CUBIC: armario modular sostenible con certificación ecodiseñoDocumento3 páginasCUBIC: armario modular sostenible con certificación ecodiseñoJavier CastilloAún no hay calificaciones
- Diseño Arquitectonico 3ºDocumento26 páginasDiseño Arquitectonico 3ºmiguelbonifaciogalindovalera100% (7)
- Practica de Proyecciones Del TpdaDocumento18 páginasPractica de Proyecciones Del TpdaJanela Jaramillo GonzagaAún no hay calificaciones
- Software Libre y PropietarioDocumento3 páginasSoftware Libre y Propietarioblesademena100% (2)
- Aire AcondicionadoDocumento249 páginasAire Acondicionadofrank71FERRER0% (1)
- Unidad 5 PDFDocumento49 páginasUnidad 5 PDFFrancisco Garnham CabezasAún no hay calificaciones
- Procesos Constructivos de Un Edificio Obras Preliminares, LayoutDocumento25 páginasProcesos Constructivos de Un Edificio Obras Preliminares, Layoutluqui84100% (1)
- Vf3300ap SchindlerDocumento24 páginasVf3300ap SchindlerLuis Alberto Meza MarroquinAún no hay calificaciones
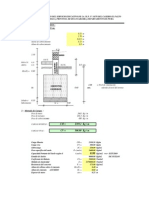
- Diseño Cimiento Corrido AULASDocumento4 páginasDiseño Cimiento Corrido AULAScharles_civilAún no hay calificaciones
- Contralonia: El de de !aDocumento25 páginasContralonia: El de de !aDiego SolanoAún no hay calificaciones
- Diferencial de Un VehiculoDocumento8 páginasDiferencial de Un VehiculoKim BarreraAún no hay calificaciones
- Examen Semana-3 Procesos en La Administración de ProyectosDocumento2 páginasExamen Semana-3 Procesos en La Administración de ProyectosMaximino Lemus Valdez100% (7)
- Elementos Constitutivos MciDocumento67 páginasElementos Constitutivos MciFranco GalvánAún no hay calificaciones
- Práctica #I.5 Técnicas de SeparaciónDocumento3 páginasPráctica #I.5 Técnicas de SeparaciónVictor Flores VasquezAún no hay calificaciones
- Costo de Soldadura OxiacetilenicaDocumento12 páginasCosto de Soldadura OxiacetilenicaJavierAún no hay calificaciones
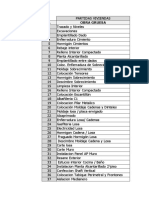
- Partidas Vivienda TipoDocumento3 páginasPartidas Vivienda TipoNachoRetamal25% (4)
- Trabajo Final Caja ReductoraDocumento141 páginasTrabajo Final Caja ReductoraDEYSI NELIDA RAMIREZ RODRIGUEZAún no hay calificaciones
- Jarri 'SDocumento3 páginasJarri 'SJohanna CalaAún no hay calificaciones
- GUIA DE ACTIVIDADES 7mo SEMESTREDocumento42 páginasGUIA DE ACTIVIDADES 7mo SEMESTREHector CasaresAún no hay calificaciones
- Caso Eco MeDocumento23 páginasCaso Eco Mejhonatan gutierrezAún no hay calificaciones
- EngranajesDocumento18 páginasEngranajesNestor Arevalo NavarroAún no hay calificaciones
- MolinoDocumento27 páginasMolinoCaren_Pagani_397Aún no hay calificaciones
- Manual Tecnico Raloy 2013Documento155 páginasManual Tecnico Raloy 2013iosalcidoAún no hay calificaciones
- Lineamientos para Realizar Informes Tecnicos SAE AerodesignDocumento152 páginasLineamientos para Realizar Informes Tecnicos SAE AerodesignDonald LopezAún no hay calificaciones
- Aduccion y ConduccionDocumento5 páginasAduccion y ConduccionAngélica BurgosAún no hay calificaciones
- Guia Ilac g24 2007 Oha - En.esDocumento13 páginasGuia Ilac g24 2007 Oha - En.esLadyKathe Perez ValienteAún no hay calificaciones
- Extracción Líquido LíquidoDocumento29 páginasExtracción Líquido LíquidoKary MendezAún no hay calificaciones