También podría gustarte
- CentralesDocumento25 páginasCentralesCruzVaraArnoldBryanAún no hay calificaciones
- Cuestionario Ordenes de Trabajo 2 - Revisión Del IntentoDocumento2 páginasCuestionario Ordenes de Trabajo 2 - Revisión Del IntentoJimmyAún no hay calificaciones
- Tablas de LubricantesDocumento1 páginaTablas de LubricantesSirius BelmontAún no hay calificaciones
- Unidad Iv Localizacion y Distribucion TrabajoDocumento76 páginasUnidad Iv Localizacion y Distribucion TrabajoMartina Salvatierraa Agundez100% (1)
- Ejercicio Biela Procesos 1Documento19 páginasEjercicio Biela Procesos 1Elver Rivera100% (1)
- UNTDocumento3 páginasUNTAlex Fernando Ruiz JulonAún no hay calificaciones
- Ensayo de FlexionDocumento7 páginasEnsayo de FlexionJhony Alfredo Vanegas ArizaAún no hay calificaciones
- 1 Ejercicios de MecanizadoDocumento11 páginas1 Ejercicios de MecanizadoJavier Solís FernándezAún no hay calificaciones
- Trabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de VelocidadDocumento1 páginaTrabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de Velocidadhgaczek-1Aún no hay calificaciones
- Seguridad e integridad estructural de plataformas marinasDocumento234 páginasSeguridad e integridad estructural de plataformas marinasAntonio LoretoCortesAún no hay calificaciones
- Clasificación de Defectos Físicos en La Pieza FundidaDocumento3 páginasClasificación de Defectos Físicos en La Pieza FundidaEdwin RodriguezAún no hay calificaciones
- Conformado Por Deformación Plastica CurvadoDocumento9 páginasConformado Por Deformación Plastica CurvadoPablo Fernandez AlonsoAún no hay calificaciones
- Motores de Combustion PDFDocumento86 páginasMotores de Combustion PDFElias Rodriguez RuizAún no hay calificaciones
- Defectologia FundicionDocumento16 páginasDefectologia FundicionJonathan Duchi OleasAún no hay calificaciones
- Preguntas Del Capitulo 14Documento3 páginasPreguntas Del Capitulo 14andyAún no hay calificaciones
- Fluidos OlohidraulicosDocumento13 páginasFluidos OlohidraulicosCarlos SambranoAún no hay calificaciones
- Conformado Plastico de Metales. FORJA.Documento143 páginasConformado Plastico de Metales. FORJA.Daniel MesaAún no hay calificaciones
- Formacion de VirutaDocumento3 páginasFormacion de Virutaluis revolloAún no hay calificaciones
- Temple Revenido PDFDocumento8 páginasTemple Revenido PDFIsaac Jonathan Vargas AvilesAún no hay calificaciones
- INTRODUCCIÓNDocumento20 páginasINTRODUCCIÓNAlfredo Pires CalviñoAún no hay calificaciones
- Guia 11 Propiedades de Las Arenas de MoldeoDocumento3 páginasGuia 11 Propiedades de Las Arenas de MoldeoJüan RojasAún no hay calificaciones
- Trabajo FundiciónDocumento30 páginasTrabajo FundiciónStoneAún no hay calificaciones
- GuiaIdentificación de Metales2019-1semDocumento13 páginasGuiaIdentificación de Metales2019-1semCarolina Arias Estrada100% (2)
- Diseño y ensamblaje de cilindro hidráulico de doble efecto para cargador frontalDocumento21 páginasDiseño y ensamblaje de cilindro hidráulico de doble efecto para cargador frontalfabricio apazaAún no hay calificaciones
- Post calentamiento de juntas soldadasDocumento3 páginasPost calentamiento de juntas soldadasPaul GavilanesAún no hay calificaciones
- Chaveta plana ejercicioDocumento3 páginasChaveta plana ejerciciodavid calle alamoAún no hay calificaciones
- Presentación Sobre La TribologíaDocumento9 páginasPresentación Sobre La TribologíaBrayanSCAún no hay calificaciones
- Proyecto Integrador 2017 IDocumento78 páginasProyecto Integrador 2017 IJeyson Minaya Pantoja100% (1)
- Velocidad de CorteDocumento3 páginasVelocidad de CorteAnonymous DhCbvWxYrAún no hay calificaciones
- Viscosimetro Caida de BolaDocumento5 páginasViscosimetro Caida de BolaMyriam GarciaAún no hay calificaciones
- Fabricacion de Polvos MetalurgicosDocumento72 páginasFabricacion de Polvos MetalurgicosJjmc JjmcAún no hay calificaciones
- Unidad 9 MC 115 2018 1 Antifricc.Documento34 páginasUnidad 9 MC 115 2018 1 Antifricc.Lides Fernandez Saldivar100% (1)
- Acero 1018Documento13 páginasAcero 1018Alejandro Tutasi0% (1)
- Relacion de Reduccion de VelocidadDocumento16 páginasRelacion de Reduccion de VelocidadYahaira GuerreroAún no hay calificaciones
- Símbolos ELECTRICOS de Componentes PasivosDocumento13 páginasSímbolos ELECTRICOS de Componentes PasivosJuank MoralezAún no hay calificaciones
- Guía de PrácticasDocumento21 páginasGuía de PrácticasJontn RomanzAún no hay calificaciones
- Diplomado AFA - PUCPDocumento1 páginaDiplomado AFA - PUCPMiguel Angel Segovia TejadaAún no hay calificaciones
- Sistemas de Transmisión MecánicaDocumento27 páginasSistemas de Transmisión MecánicaEduardo Alex Eugenio MendezAún no hay calificaciones
- Soluciones fundamentos manufactura modernaDocumento9 páginasSoluciones fundamentos manufactura modernaRony handerson Robles RodriguezAún no hay calificaciones
- Procesamiento Cerámicos y CermetsDocumento61 páginasProcesamiento Cerámicos y Cermetsyordan gonzalezAún no hay calificaciones
- Quiz de Metalografia IIDocumento4 páginasQuiz de Metalografia IIRAULYEPEZSANCHEZAún no hay calificaciones
- Microsoft Word - Consideraciones Varilla Rosca Acme - CuadradaDocumento2 páginasMicrosoft Word - Consideraciones Varilla Rosca Acme - CuadradaGustavo Techeira100% (1)
- Ensayo Metalografico de Aluminio 6061Documento13 páginasEnsayo Metalografico de Aluminio 6061Andres Estrada ArrietaAún no hay calificaciones
- Proceso de CompresionDocumento7 páginasProceso de CompresionDaniel Flores CruzAún no hay calificaciones
- Problemario Unidad 2Documento10 páginasProblemario Unidad 2G Jean Manuel Alexandroo0% (2)
- 3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaDocumento9 páginas3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaarturoAún no hay calificaciones
- Laboratorio Ensayo Jominy Acero 1045Documento3 páginasLaboratorio Ensayo Jominy Acero 1045Santiago MeloAún no hay calificaciones
- UNI-INGMEC-EnsayosArenaFundicionDocumento16 páginasUNI-INGMEC-EnsayosArenaFundicionRoberto Carlos Quispe MontalvoAún no hay calificaciones
- Tarea Del TetraedroDocumento3 páginasTarea Del TetraedroDeili Noemi Pérez NavarroAún no hay calificaciones
- Arranq Directo Motor Trifasico Asincrono - InformeDocumento11 páginasArranq Directo Motor Trifasico Asincrono - InformeEdwin LechonAún no hay calificaciones
- Incremento de vida útil dientes excavadora acero microaleado tratamientos térmicosDocumento6 páginasIncremento de vida útil dientes excavadora acero microaleado tratamientos térmicosCHAVEZ CASTRO SERGIO ENZOAún no hay calificaciones
- Ficha Tecnica Del Acero 16mncr5Documento3 páginasFicha Tecnica Del Acero 16mncr5CristianSalazarAún no hay calificaciones
- Fracasos y fallas en componentes y estructurasDocumento212 páginasFracasos y fallas en componentes y estructurasKlinsmann Diego100% (1)
- Universida Nacional Del Centro Primer Examen Parcial de Diseño de Elementos de MaquinasDocumento4 páginasUniversida Nacional Del Centro Primer Examen Parcial de Diseño de Elementos de MaquinasLuis Hurtado Perez100% (1)
- Transmisiones - Diseño de MáquinasDocumento50 páginasTransmisiones - Diseño de MáquinasMarcos100% (1)
- Informacion Pernos PDFDocumento15 páginasInformacion Pernos PDFAneleAún no hay calificaciones
- Tiempo de CalentamientoDocumento18 páginasTiempo de Calentamientojua ArgolloAún no hay calificaciones
- Fabricacion Block Del MotorDocumento9 páginasFabricacion Block Del MotorMateo BalanzaAún no hay calificaciones
- Mejoramiento Piston, Segmentos, Bulon Grupo 1Documento41 páginasMejoramiento Piston, Segmentos, Bulon Grupo 1Anrres Velasquez Garcia0% (1)
- Procesos de Manufactura de Una Máquina LaminadoraDocumento13 páginasProcesos de Manufactura de Una Máquina LaminadoraAndres RomeroAún no hay calificaciones
- Profesor Luis M. Castellanos G: Fig. 8 La Energía Potencial Gravitacional de Dos MasasDocumento5 páginasProfesor Luis M. Castellanos G: Fig. 8 La Energía Potencial Gravitacional de Dos MasasCarlos GaviriaAún no hay calificaciones
- Actividad Evaluativa Eje 2Documento14 páginasActividad Evaluativa Eje 2Carlos Andres Varela FrancoAún no hay calificaciones
- Intercambio de roles: comprensión y resolución de conflictosDocumento8 páginasIntercambio de roles: comprensión y resolución de conflictosCarlos GonzálezAún no hay calificaciones
- Proyecto Vivienda 50m2Documento8 páginasProyecto Vivienda 50m2Alex SantafeAún no hay calificaciones
- Lab2-Base de DatosDocumento9 páginasLab2-Base de DatosDaniel AleAún no hay calificaciones
- Autoevaluacion Cap 7. y Comentario PersonalDocumento4 páginasAutoevaluacion Cap 7. y Comentario PersonalJuan Fernando de Leon GranjaAún no hay calificaciones
- Las Competencias CiudadanasDocumento1 páginaLas Competencias CiudadanasSofía Vásquez PeraltaAún no hay calificaciones
- Entrevista forense en delitos sexualesDocumento7 páginasEntrevista forense en delitos sexualesleidyAún no hay calificaciones
- Caso CONALATDocumento11 páginasCaso CONALATLucía PonzoniAún no hay calificaciones
- Activ Mat Fraccion Suma y ResDocumento6 páginasActiv Mat Fraccion Suma y ResARMANDOAún no hay calificaciones
- Cristalizador Howard 5 PDF FreeDocumento4 páginasCristalizador Howard 5 PDF FreeDeliaAún no hay calificaciones
- Azitromicina para La Diarrea Acuosa BacterianaDocumento20 páginasAzitromicina para La Diarrea Acuosa BacterianaDavid MamaniAún no hay calificaciones
- TP 2 Administración de EmpresasDocumento7 páginasTP 2 Administración de EmpresasMairaAún no hay calificaciones
- RESUMEN DE La Mejor Conferencia de NEUROMARKETING Con Jürgen KlarićDocumento3 páginasRESUMEN DE La Mejor Conferencia de NEUROMARKETING Con Jürgen Klarićalejandro guarin100% (3)
- Sistemas de NumeraciónDocumento13 páginasSistemas de NumeraciónDelfina EspinalAún no hay calificaciones
- Proyecto - Silvoagricola (1) (1) - 1Documento30 páginasProyecto - Silvoagricola (1) (1) - 1Daivid Sebastian Muñoz RoballoAún no hay calificaciones
- Linea de Tiempo (ISO)Documento1 páginaLinea de Tiempo (ISO)MARIA ALEJANDRA FIGUEROA ORTEGAAún no hay calificaciones
- CC-P1-F1-4 - Ficha Tecnica Cal Viva PS85Documento4 páginasCC-P1-F1-4 - Ficha Tecnica Cal Viva PS85Anonymous NSbxWMAún no hay calificaciones
- Plan de Mejora 7°8°9°-Guaraní-2022Documento5 páginasPlan de Mejora 7°8°9°-Guaraní-2022Lorena Aquino100% (1)
- Sesión14 - Torres Martínez - Martes 10-12Documento7 páginasSesión14 - Torres Martínez - Martes 10-12Juan SanchezAún no hay calificaciones
- Informe de Natación FINAL 22Documento6 páginasInforme de Natación FINAL 22Edward LozanoAún no hay calificaciones
- Ejemplo 1: Ejemplo 2:: 2 FT 5 FTDocumento3 páginasEjemplo 1: Ejemplo 2:: 2 FT 5 FTLokitoPaTlpvRomeroHernandezAún no hay calificaciones
- El Cliente AmableDocumento6 páginasEl Cliente AmableWendy Algarin BarbosaAún no hay calificaciones
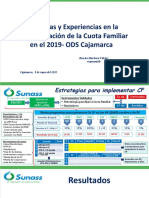
- Implementar la Cuota FamiliarDocumento17 páginasImplementar la Cuota FamiliarJesus Flores VitorAún no hay calificaciones
- Supervisor CleanmaxDocumento1 páginaSupervisor CleanmaxGabriel RojoAún no hay calificaciones
- Calentamiento Global - CGDocumento16 páginasCalentamiento Global - CGEdwin PadillaAún no hay calificaciones
- Practica Nro 01 Deflexión en Vigas Estaticamente DeterminadasDocumento7 páginasPractica Nro 01 Deflexión en Vigas Estaticamente DeterminadasZandalee Lopez DuranAún no hay calificaciones
- TrabajoDocumento2 páginasTrabajoFabiola Evelin Velasco SotoAún no hay calificaciones
- Clase 14. - Método de William FineDocumento6 páginasClase 14. - Método de William FineStalyn PjAún no hay calificaciones
- Historia Económica y Ordenes de MagnitudDocumento3 páginasHistoria Económica y Ordenes de MagnitudDaniela AvendañoAún no hay calificaciones