También podría gustarte
- Ernesto - Taucano - Toro - TI - M4 - Metedologia de SoftwareDocumento9 páginasErnesto - Taucano - Toro - TI - M4 - Metedologia de SoftwareErnesto AlonsoAún no hay calificaciones
- Temas de Documentos de OfficeDocumento5 páginasTemas de Documentos de Officeeliazhitoo_2013Aún no hay calificaciones
- Centro Inca Taller Teorico Practico 2022Documento19 páginasCentro Inca Taller Teorico Practico 2022DanMasAún no hay calificaciones
- Cuadro Comparativo - Aplicaciones-InformaticasDocumento7 páginasCuadro Comparativo - Aplicaciones-InformaticasLeonel Rojas UrangoAún no hay calificaciones
- Johan Caicedo VargasDocumento4 páginasJohan Caicedo Vargasjcaicedo50Aún no hay calificaciones
- TRASCENDENCEDocumento3 páginasTRASCENDENCEnikolas castiblanco ruizAún no hay calificaciones
- 05 El Sujeto en La Colectividad LorenzoDocumento16 páginas05 El Sujeto en La Colectividad LorenzoLucia RiosAún no hay calificaciones
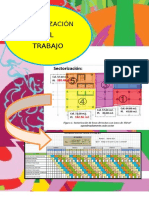
- Sectorizacion Del Trabajo EpDocumento28 páginasSectorizacion Del Trabajo EpKevinMontoyaRamos67% (3)
- Demonios y SincronizacionDocumento6 páginasDemonios y SincronizacionSebastian ForeroAún no hay calificaciones
- Aa2 - Gregorio Palma PDFDocumento6 páginasAa2 - Gregorio Palma PDFGregorio PalmaAún no hay calificaciones
- Casos ABC SolDocumento10 páginasCasos ABC SolYadir CastroAún no hay calificaciones
- Ajuste 2013Documento76 páginasAjuste 2013MIGDALIA MONTILLAAún no hay calificaciones
- TAREA 5 Infografia 2-2022Documento2 páginasTAREA 5 Infografia 2-2022Andres GonzálezAún no hay calificaciones
- Curiculum 2 - Listo JheremyDocumento5 páginasCuriculum 2 - Listo JheremyisraelAún no hay calificaciones
- Motores Eléctricos - Las 10 Fallas Más Comunes - TRACTIANDocumento18 páginasMotores Eléctricos - Las 10 Fallas Más Comunes - TRACTIANCarlos Solano100% (1)
- Perfil de Parqueo de Ejecucucion y PlaneamientoDocumento4 páginasPerfil de Parqueo de Ejecucucion y PlaneamientoRicHi Lopez100% (1)
- C3 - Tipos de ProyectosDocumento15 páginasC3 - Tipos de ProyectosPatos BedonAún no hay calificaciones
- 15 Libros Productividad Desarrollo ProfesionalDocumento18 páginas15 Libros Productividad Desarrollo ProfesionalLised E. Tacán B.Aún no hay calificaciones
- 02.modelo E RDocumento16 páginas02.modelo E RLeonardo Javier Malave QuijadaAún no hay calificaciones
- YuryDocumento16 páginasYuryXiomara Perdomo ForeroAún no hay calificaciones
- 22 Ocp 016Documento3 páginas22 Ocp 016santiagoAún no hay calificaciones
- Boleto Web: Datos de PasajeroDocumento1 páginaBoleto Web: Datos de Pasajeroviviana rojasAún no hay calificaciones
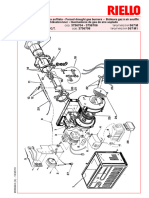
- Despiece Quemador FS8Documento2 páginasDespiece Quemador FS8DarioPazosAún no hay calificaciones
- 7 Preguntas Basicas Del RCMDocumento33 páginas7 Preguntas Basicas Del RCMYH AlexanderAún no hay calificaciones
- S.O 06Documento27 páginasS.O 06MIGUEL MORALESAún no hay calificaciones
- Matias Espinoza S6 GygDocumento5 páginasMatias Espinoza S6 GygMatías De León JimenezAún no hay calificaciones
- Expo WinDocumento24 páginasExpo WinAndrea Gualtero MosqueraAún no hay calificaciones
- Dumper HormigoneroDocumento6 páginasDumper HormigoneroJOSE MERCEDES TIMANA PAZAún no hay calificaciones
- 01 - Cuadro Multianual de Necesidades de 1 Año - Lidia Flores RamirezDocumento2 páginas01 - Cuadro Multianual de Necesidades de 1 Año - Lidia Flores RamirezLIDIA JULIA FLORES RAMIREZAún no hay calificaciones
- Asme E07 Fact Sheet SpanishDocumento1 páginaAsme E07 Fact Sheet SpanishCristhian Alcocer PolancoAún no hay calificaciones