Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Sing JIT-Customed Systems
Cargado por
EvilEv BonaciniTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Sing JIT-Customed Systems
Cargado por
EvilEv BonaciniCopyright:
Formatos disponibles
Revista VIRTUALPRO
ISSN 1900-6241
Bogotá, Colombia.
info@revistavirtualpro.com
www.revistavirtualpro.com
2009
Pedro Luís González-Rodríguez
OPTIMISING JIT-CUSTOMIZED SYSTEMS
Universidad de Sevilla
Sevilla - España
Revista VIRTUALPRO® ISSN 1900-6241 :: Una publicación de Editorial VIRTUALPRO®
Bogotá, Colombia, www.revistavirtualpro.com, info@revistavirtualpro.com
Reservados todos los derechos. Una marca de INGENIO COLOMBIANO
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
Optimising of JIT-Customized Systems
(Optimización de sistemas JIT parametrizados)
Pedro Luís González-Rodríguez
Grupo de Investigación de Organización Industrial, Departamento de Organización
Industrial y Gestión de Empresas, Escuela Superior de Ingenieros, Universidad de Sevilla.
Camino de los Descubrimientos, s/n, 41092, Sevilla, España
e-mail:
pedroluis@esi.us.es
Abstract
In this paper the currently state of the art on JIT systems is introduced, while some
important issues concerning new trends in the JIT applicability are shown. In order to
explain every concept, the paper is mainly written to practitioners bringing close some
research aspects. Additionally, a case study based on a real automobile component factory
in Spain is shown.
Keywords: Optimisation, Just in Time, JIT, customized systems, token based, Kanban,
production control, simulation
Resumen
En este artículo se introduce el estado del arte de los sistemas JIT (Just in Time o Justo a
Tiempo), mientras que se muestran algunos aspectos importantes relativos a las nuevas
tendencias en la aplicabilidad de los sistemas JIT. Para explicar cada concepto, el artículo
es principalmente dirigido a profesionales, acercándoles algunos aspectos de investigación.
Adicionalmente, se muestra un caso de estudio basado en una fábrica real de componentes
de automoción en España.
Palabras clave: optimización, Justo a Tiempo, sistemas parametrizados, basados en
tarjetas, tarjetas, control de la producción, simulación
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
1. Introduction
Before 70s, industrial companies were still influenced by the T.W. Taylor and H. Ford
production management concepts. After that, a new industrial revolution was switching
from mass production -and Just in Case (JIC) - to Just in Time (JIT). At the operational
level, JIT is implemented by means of the well-known Kanban production control system
(Monden, 1983). Kanban system was developed by Toyota and put into practice in a wide
variety of manufacturing environments. Nowadays is still successfully implemented in
many manufactures.
The Kanban system uses cards on every work station. For a line in one system
formed by an input buffer and a machine, the cards rule can be expressed as follows. A
kanban card is attached to a job (raw material) whenever it enters the input buffer, and the
card is withdrawn whenever this job is delivered to the next station. Whenever there are
available cards to be attached to new jobs, these can enter the station. Consequently,
kanban cards are capping the maximum amount of work in process (WIP) on every station.
Thus, two important observations can be formulated: first, the maximum WIP in one station
is given by the initial number of cards in the control panel in that station, and the latter is
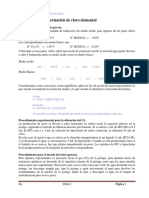
that the sum of all the cards in the line gives us the maximum WIP in the line (see Figure
1).
Figure 1. Simplified Kanban mechanism for one station
Control Panel
from Material Flow
previous
station Cards flow
Kanban cards
Input Buffer Machine to next
station
Transportation
Source: Of author’s own (2006)
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
In other production control systems - which also employ cards to operate- Kanban’s
influence can be observed, see e.g. Conwip, Generic Kanban, Generalized Kanban,
Extended Kanban or some hybrid systems, like the so called hybrid Kanban/Conwip (see
e.g. Karaesmen and Dallery (2000), for analytical results regarding comparison among
different Kanban systems, or Framinan et al. (2003) for a review of contributions
comparing Conwip with other production control systems).
2. Origin of JIT-Customized Systems
Early in 90s, the Conwip system (Spearman et al., 1990) extended the original idea of
controlling the maximum amount of work for each station, applied to a completely line. In
this case, one production line was controlled by one only “control loop” of cards.
Therefore, this system is also known as Long Pull.
In this system, at the beginning of the manufacturing line, a kanban card is
attached to a job. The maximum work in process is equal to the total number of cards in the
system. When a job has finished its processing, the attached card is released and sent to the
beginning of the line, where it can be attached to another job (see Figure 2).
Figure 2. Conwip system
Raw Control Panel
Material
Input Buffer Machine Input Buffer Machine Goods Customer
Transportation Inventory
Material Flow
Cards flow First Station Last Station
Kanban cards
Source: Of author’s own (2006)
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
In order to obtain the “best” system’s performance, only one parameter (the number of
cards of the completely system) it is necessary to be adjusted in this case. This
characteristic makes the Conwip system easier to implement and, perhaps, it is more
accepted by practitioners than another more complex systems.
Which one of both systems reaches the best yield? There is a great controversy
regarding to this question, but in view of the fact that no one system outperforms the other
for all possible manufacturing conditions.
As can be observed, the Kanban system only gets local information (by using the
cards flow) about the needs of material on each station, while the Conwip system only
reaches global information about the state of the line from customer (end of the line) to the
beginning of the line. Hence, Conwip transfers the customer demand faster than Kanban,
while has no information about the particular state of their internal stations.
Both, Kanban and Conwip systems are two opposite cases of the JIT philosophy
operational systems. In the middle there exist different implementations which make use of
local and global information by using different card loops between stations. Hence, it is
possible to find some variations of the original Kanban systems, such as hybrid
Kanban/Conwip systems or even some card-based implementations of the well-known
Drum-Buffer-Rope introduced by Goldratt during 80s decade.
I’m the Process Control Engineer. What should I do? There is not a quickly
answer to this question, but as was previously stated, there is no one system which
outperform the others. In other words, in order to implement the most profitable system, the
pull system you select for your line should be the best under your environment conditions.
That means that the system performance depends on the following relation:
Performance ↔ Environment + Production Control System.
One of the emergent ideas was to consider every possible card-loop between every pair of
stations. In that case, each possible existing pull mechanism is contained into this new
control system. This idea was proposed by Gaury, Renault Engineer in 2000, who termed
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
this type of systems like Customized Systems (see Gaury 2000, Gaury et al. 2000, or Gaury
et al. 2001). There most important advantage of this approach is that the best pull system
for your environment is a subset of this general control mechanism. Initially it has every
possible information flows about the state of your system with different degrees of global
and/or local information. The main task is to optimize the production control system, which
is the main drawback of these systems. In this case the number of parameters to be
optimized has a quadratic growth with the number of stations and the correct number of
cards on each loop must be established. However, in the optimization process those loops
which do not give any important information about the state of the system under the current
environment will be detected, and later eliminated. In order to do that, we can address the
problem as a combinatorial optimization problem, trying to determine the loops and the
number of kanbans yielding the best performance while maintaining as lower as possible
the number of loops (see González-R and Framinan, 2009). Different standard algorithms
and optimizations techniques can be employed, such as e.g. Simulated Annealing, Genetic
Algorithm, Tabu Search, Variable Neighbourhood Search, Learning Automata Search
Technique (LAST), Ant Colony, the Cross Entropy (CE) method, etc. After the
optimization process, the number of parameters in the system is much reduced that in its
initial state. Furthermore, Gaury observed that only less than the half of the initial loops are
necessary to be implemented. As a result, the control mechanism may be simplified and
consequently results easier to put into real practiced industry.
3. Results
In my Research Center, we conducted several studies about the JIT-Customized Systems,
standing out that of an automobile component factory of Spain. This study is focused on a
line of the factory which produces a part type named “Idle pinion for the 3rd gear”. Detailed
data were provided by the Production Control Department of the factory. Figure 3 shows an
aggregate chart for the production process. The process starts in raw materials, which are
mechanized in the so-called ‘Integrated Manufacturing Line’, (IML). Next, parts are sent to
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
a heat treatment and a rebored process, for finally be assembled with other parts directly
from suppliers. Our studied process is the IML 3ª as shown in the figure. The materials
flow is done among machines, transportation process and stock on intermediate buffers.
Figure 3. Process Aggregate Chart
IML 1ª
IML 2ª
Heat
IML 3ª Treatments
Rebored Assembly Gear Box
IML AP
IML CA
Parts directly from suppliers
Source: Of author’s own (2006)
The studied line consists on ten stations in tandem. Programmed stops for maintenance
labors, important breakdowns and small breakdowns called ‘micro-stops’ are considered in
our study. Once the system is customized, the best yield was reached with the system
shown in figure 4 (circles means machines, while triangles represent intermediate buffers):
Figure 4. Proposed JIT-Customized system
Source: Of author’s own (2006)
It is important to highlight that the current production control system in the factory is until
now, a Kanban system. The utilization of the line is 90% and the WIP close to 350 parts,
which involve a cycle time of 389 minutes per part. Using the JIT-Customized production
control system it is possible to reduce the work in process to 92.33 parts, the cycle time to
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
102.4 minutes, while the utilization rate would be close to 90.17%. This system results to
be easier to control than the current Kanban system, because of the number of used
parameters was nine, while in the JIT-Customized system is only of two.
It is important to note that the initial Kanban system was, perhaps, not optimized
and better results could be reached with the same control system. However, this system
results more difficult to be optimized in practice that the proposed one. Additionally, it is
necessary to stress that the real control mechanisms could be implemented by only using
the visual cards signals, while additional investment on information systems to support it
seems to be unnecessary.
4. Conclusions
Finally, we can establish as a conclusion, that the JIT-Customized production control
system may be considered as a suitable alternative to be implemented in the real production
line.
These JIT concepts can be appropriate on a high level context, as will be discussed
next. During the 90s, the companies made a great effort in order to improve its internal
business processes, due to the more global competitiveness. Its efforts included investments
in new internal information and communication platforms, such like the DW (Date
Warehouse), and the ERP systems (Enterprise Resource Planning). Additionally, the
companies (both enterprises and SME's) seem to be more conscious that the efficiency of
its own business is strongly dependent upon the collaboration and coordination with its
suppliers and customers. This new perspective is called “Supply Chain Management”
(SCM) which allows a trans-corporative planning and logistic operations from an integrated
manner. This chain also needs to be controlled. From a practical viewpoint (and of course
in the short-term period) it is possible to use the JIT-Customized system concept to the
coordination of the supply Chain. References about JIT-Supply Chains are increasing
during last years, while its real implementation seems reduced to a few cases. However,
researchers and practitioners agree on the important advantages of the JIT philosophy in the
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
Supply Chain context, like Total cycle time, set-up and lot-sizing reduction, or products
distribution may be applicable to the Supply Chain.
As a summary we can conclude that JIT philosophy offers a tool of interest to
engineers in order to improve their process on a local level in the manufacturing processes
by the JIT-Customized production control systems. Additionally, new trends in the JIT
philosophy shows us how are introducing in a global level by the JIT-Supply Chains.
5. Acknowledgements
This work stems from the participation of the authors in a research project funded by the
Spanish Ministry of Science, grant DPI2007-61345, title Advanced Systems for Integrated
Order Management, and SCOPE, grant P08-TEP-3630, funded by the Andalusian
Government.
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales Pedro Luís González-Rodríguez
6. References
1. Framinan, J. M., González, P. L., & Ruiz-Usano, R., (2003) The Conwip Production
Control System: Review and Research Issues, Production Planning and Control,
14(3), 255-265.
2. Gaury, E. G. A., (2000) Designing Pull Production Control Systems: Customization and
robustness. PhD. Thesis, Tilburg University, Tilburg, The Netherlands.
3. Gaury, E. G. A., Pierreval, H., & Kleijnen, J. P. C., (2000) An Evolutionary Approach to
Select a Pull System among Kanban, Conwip and Hybrid. Journal of Intelligent
Manufacturing, 11(2), 157-167.
4. Gaury, E. G. A., Pierreval, H., & Kleijnen, J. P. C., (2001) A Methodology to Customize
Pull Control Systems, Journal of Operational Research Society, 52(7), 789-799.
5. González-R., P. L. & Framinan, J. M. (2009) The Pull Evolution: From Kanban to
Customized Token Based Systems, Production Planning and Control, 20(3), 276-
287.
6. Karaesmen, F., & Dallery, Y. (2000) A Performance Comparison of Pull Type Control
Mechanisms for Multi-Stage Manufacturing, International Journal of Production
Economics, 68(1), 59-71.
7. Monden, Y. (1983) Toyota Production System. Atlanta: Industrial Engineering and
Management Press.
8. Spearman, M. L., Woodruff, D. L., & Hoop, W. J. (1990) Conwip: A Pull Alternative to
Kanban, International Journal of Production Research, 28(5), 879-894.
ISSN 1900-6241 Nº 88 Mayo 2009 :: Optimización de procesos industriales
También podría gustarte
- Especificaciones Cielo Razo Drywall PDFDocumento22 páginasEspecificaciones Cielo Razo Drywall PDFMelvin Herrera VillanuevaAún no hay calificaciones
- Data Sheet 204Documento4 páginasData Sheet 204Ing. Jose BallenAún no hay calificaciones
- 10 Cl2Documento3 páginas10 Cl2Brenda SanchezAún no hay calificaciones
- ANEXO RM. 138-2021-MINAM - Guia Programa de Segregacion en La Fuente y Recoleccion Selectiva de Residuos Sólidos PDFDocumento72 páginasANEXO RM. 138-2021-MINAM - Guia Programa de Segregacion en La Fuente y Recoleccion Selectiva de Residuos Sólidos PDFFideliñho Neymarziñho Carhuamaca PayanoAún no hay calificaciones
- CD 10120Documento112 páginasCD 10120LeandroAún no hay calificaciones
- VelasDocumento36 páginasVelasisauron2002Aún no hay calificaciones
- Principales Usos Del PetróleoDocumento7 páginasPrincipales Usos Del PetróleoRuber Perez100% (1)
- Control de LuminosidadDocumento8 páginasControl de LuminosidadAlex ZuritaAún no hay calificaciones
- Informe Producción de Oxido de PlomoDocumento42 páginasInforme Producción de Oxido de PlomoROBINSON OMAR TORRES MIOAún no hay calificaciones
- Teoria TP de CementacionDocumento8 páginasTeoria TP de CementacionRocío TevesAún no hay calificaciones
- AntracitaDocumento5 páginasAntracitayelsenAún no hay calificaciones
- Presentación Tratamiento de Agua Con Materia OrganicaDocumento30 páginasPresentación Tratamiento de Agua Con Materia OrganicaAndres Felipe Palencia BorbuaAún no hay calificaciones
- Tendencias en La Conminucion de MineralesDocumento49 páginasTendencias en La Conminucion de MineralesJoseluis Campean SedanoAún no hay calificaciones
- PresecDocumento25 páginasPresecdnavarrete01Aún no hay calificaciones
- Catalogo Rodamientos Rigidos Completamente Llenos de Rodillos Cilindricos Nbs PDFDocumento40 páginasCatalogo Rodamientos Rigidos Completamente Llenos de Rodillos Cilindricos Nbs PDFLuis VazquezAún no hay calificaciones
- ANÁLISIS DE CIRCUITOS ELÉCTRICOS Solucion Taller 1Documento7 páginasANÁLISIS DE CIRCUITOS ELÉCTRICOS Solucion Taller 1Sergio Anaya Romero100% (1)
- Instalaciones sanitarias PVCDocumento24 páginasInstalaciones sanitarias PVCBryam ButronAún no hay calificaciones
- Sesión 2 - 2019 - 0 RevDocumento82 páginasSesión 2 - 2019 - 0 RevBryan CalderonAún no hay calificaciones
- Sintesis de Batio3Documento1 páginaSintesis de Batio320ChikaneAún no hay calificaciones
- Proyecto Aumento de Productividad Salas de Pelado PC2Documento16 páginasProyecto Aumento de Productividad Salas de Pelado PC2Darwin PérezAún no hay calificaciones
- Diagrama de FlujoDocumento3 páginasDiagrama de FlujomarioAún no hay calificaciones
- Determinación de La Capacidad Instalada Optima de La PlantaDocumento13 páginasDeterminación de La Capacidad Instalada Optima de La PlantaFlavio MondragónAún no hay calificaciones
- Factores que influyen en el corte de metalesDocumento3 páginasFactores que influyen en el corte de metalesEfrain Hacha Pucho0% (1)
- Interacciones Térmicas Entre SustanciasDocumento2 páginasInteracciones Térmicas Entre SustanciasJorge RitoAún no hay calificaciones
- Practica 3 Termodinamica IIDocumento6 páginasPractica 3 Termodinamica IIRayluz ValdezAún no hay calificaciones
- 100 Trabajo Colaborativo 2Documento6 páginas100 Trabajo Colaborativo 2omarcb10Aún no hay calificaciones
- El Limado A ManoDocumento32 páginasEl Limado A ManomarxeduAún no hay calificaciones
- Procedimiento Uso de OxicorteDocumento15 páginasProcedimiento Uso de OxicorteIntervent Pc0% (1)
- Trabajo de Investigación Segunda Unidad de AprendizajeDocumento17 páginasTrabajo de Investigación Segunda Unidad de AprendizajeJAVIER ALEXANDER PALOMINO MUÑOZAún no hay calificaciones
- CSF'EXP2PDocumento27 páginasCSF'EXP2PYuliana MartinezAún no hay calificaciones