Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Guia de Practicas Limpias Industria de Curtiembres Ministerio de Industria
Cargado por
incubutDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Guia de Practicas Limpias Industria de Curtiembres Ministerio de Industria
Cargado por
incubutCopyright:
Formatos disponibles
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
MINISTERIO DE INDUSTRIA, TURISMO,
INTEGRACION Y NEGOCIACIONES COMERCIALES
INTERNACIONALES
GUIA DE BUENAS PRACTICAS
SUBSECTOR CURTIEMBRES
DIRECCION NACIONAL DE INDUSTRIAS
DIRECCION DE ASUNTOS AMBIENTALES
MITINCI JUNIO 1999
Pág. 1
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
INDICE
Pág.
I. INTRODUCCION 01
II. OBJETIVO 01
III. ALCANCE 02
IV. DEFINICIONES ASOCIADAS 02
V. DESCRIPCION DEL PROCESO 09
5.1 Introducción 09
5.2 Proceso Industrial 09
5.2.1 Ribera 12
5.2.2 Curtido 14
5.2.3 Acabado 16
5.2.4 Otras Operaciones 19
VI. PRACTICAS DE OPERACION RECOMENDABLES 20
6.1 Materia Prima 20
6.2 Uso de Recurso Agua 21
6.3 Energía Térmica y Energía Eléctrica 23
6.4 Operaciones y Procesos 24
VII. SISTEMAS DE TRATAMIENTO - ALTERNATIVAS 32
7.1 Pre - tratamiento 33
7.2 Tratamiento Físico - Químico 34
7.3 Tratamiento Secundario Biológico 39
VIII. DOCUMENTACION ASOCIADA 44
MITINCI JUNIO 1999
Pág. 2
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
I. INTRODUCCIÓN
Desde la antigüedad el curtido de pieles ha sido una actividad industrial
importante. Sin embargo, como consecuencia del desarrollo de esta actividad se
generan contaminantes ambientales. Aún cuando existen productos sintéticos
alternativos, el cuero es un material que ha mantenido su lugar y la industria de la
curtiembre es bastante versátil y puede funcionar en pequeña y gran escala. Las
operaciones de las curtiembres crean un impacto potencial al medio ambiente
tanto por la contaminación del aire y agua, además, por los problemas de
seguridad por el uso de productos químicos, malos olores, etc.
En años recientes la industria de las curtiembres ha estado sufriendo cambios
importantes tanto en la mejora de procesos sino también en implementar nuevas
tecnología más limpias para garantizar su desarrollo en un marco sostenible.
La Guía de Prácticas Limpias para el sub-sector Curtiembres identifica las
oportunidades de mejora en la actividad proporcionando criterios de un uso
eficiente de los recursos, adecuada gestión de los residuos y prevención de la
contaminación ambiental.
II. OBJETIVO
El objetivo de la presente Guía de Prácticas Limpias es alcanzar conceptos y
criterios de buena gestión aplicables integralmente en el proceso productivo del
curtido de cuero.
MITINCI JUNIO 1999
Pág. 3
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
III. ALCANCE
Esta Guía de Prácticas Limpias es aplicable a todas las empresas del sub-sector
que están en funcionamiento y para aquellas nuevas que entren en operación. En
general es aplicable a cualquiera de los procesos de curtido, como el curtido
sintético, curtido mineral y curtido vegetal, sin embargo, se ha desarrollado en
mayor detalle aquellas oportunidades de mejora para el curtido al cromo por el
que es desarrollado mayormente en el país.
IV. DEFINICIONES ASOCIADAS
• Medio Ambiente
Es el entorno donde operan las diversas organizaciones, incluye el aire, el
agua, la tierra, el ambiente biológico, el ambiente humano, los recursos
naturales y sus más diversas interrelaciones.
• Aspecto Ambiental
Es cualquier elemento de las actividades, productos o servicios de una
organización que es susceptible de interactuar con el medio ambiente y que se
presenta multidimensionalmente abarcando los planos de recurso-producto-
residuo, presente-pasado-futuro, normal-anormal y de emergencia así como
todas sus posibles combinaciones.
• Impacto Ambiental
Es cualquier cambio, total o parcial, producido en el medio ambiente de
carácter beneficioso o adverso
MITINCI JUNIO 1999
Pág. 4
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Organización
Es una entidad, compañía, corporación, firma, empresa, autoridad o institución
en forma total o parcial, organizada o no en forma societaria, de carácter
pública o privada y que posee sus propias funciones y administración.
• Prevención de la contaminación
Utilización de procesos, prácticas y materiales o productos que evitan, reducen
o controlan la contaminación, pudiendo incluir el reciclaje, tratamiento, cambios
de procesos, mecanismos de control, uso eficiente de recursos y/o sustitución
de materiales así como la introducción de elementos de la mejora continua.
• Gestión Ambiental
Constituye la administración adecuada del entorno en el que operan las
organizaciones considerando el grado de influencia relativo sobre las
actividades, productos y servicios de manera continua en el marco del
desarrollo sostenible y en concordancia con la política ambiental de mayor
coherencia.
• Curtido
El curtido de piel es una operación mediante la cual se obtiene un cuero con
propiedades de durabilidad, textura, impermeabilidad, flexibilidad, etc. que le
permiten ser utilizados en diferentes productos, principalmente en la
fabricación de calzados, tapicería, y otros. Las operaciones de curtido se
realizan con un producto deshidratante, luego la curtiente penetra en la piel y
bloquea los grupos amino y, al mismo tiempo une sus moléculas a las del
coloide proteínico aumentando el entrecruzamiento molecular y confiriendo al
producto las nuevas propiedades mencionadas.
MITINCI JUNIO 1999
Pág. 5
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Curtido Mineral
Se denomina curtido mineral comúnmente al curtido mediante cromatos,
pudiendo ser también sales de manganeso, fierro y aluminio.
• Curtido Vegetal
El curtido vegetal es realizado mediante el “tanino” que proviene del extracto
de quebracho, de tara, etc.
• Curtido Sintético
Es aquel curtido que se realiza mediante el uso de curtientes obtenidos
sintéticamente como el formol, la quinona y otros.
• MSDS
Material Safety Data Sheet (MSDS) constituye la hoja de datos de seguridad
de cada material y producto incluyendo las especificaciones técnicas,
consideraciones de inflamabilidad, toxicidad y reactividad así como
consideraciones para el manejo y almacenamiento adecuados, planes de
contingencia ante la exposición, inhalación, ingestión e intoxicación al igual que
el equipo de protección personal que requiere su manejo, disposición y
almacenaje.
• Pre-tratamiento
Es un proceso inicial de tratamiento aplicado a un efluente antes del
tratamiento primario para retirar material grueso, para neutralizar desechos
alcalinos o ácidos y acondicionar las características del efluente y los flujos.
Esto se lleva a cabo mezclando los efluentes colectados y dirigiendo
eventuales grandes flujos o concentrados a tanques de retención o estanques.
MITINCI JUNIO 1999
Pág. 6
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Tratamiento Primario
Son procesos para retirar los sólidos suspendidos del efluente. Normalmente
incluye la remoción de agua de los lodos sedimentados para facilitar la
disposición de sólidos en un relleno sanitario o para incinerar. Es un pre-
requisito para casi todos los tratamientos secundarios.
• Tratamiento Secundario
Es una etapa de tratamiento aeróbico de un efluente, en el cual los
microorganismos oxidan y descomponen los materiales orgánicos existente,
generalmente reducen su toxicidad.
• pH
Es una medida de la acidez o basicidad del agua o cualquier otro líquido.
Específicamente, el pH es el logaritmo negativo de la concentración de iones
de hidrógeno. Un pH 7.0 significa condiciones neutras. El pH en el rango de 1-
7 representa el rango de acidez y pH entre 7-14 representa el rango de
alcalinidad. Es una medida de la toxicidad de los efluentes.
• DQO. Demanda Química de Oxígeno
Es una medida del oxígeno equivalente a la fracción de materia orgánica en la
muestra que es susceptible a la oxidación de un oxidante químico fuerte. El
oxidante usado es el dicromato de potasio en medio ácido.
• MP ó PS. Materia Particulada o Partículas en Suspensión
Las partículas, uno de los contaminantes ambientales principales, existen en la
forma de partículas individuales suspendidas en el aire. Su rango va de 0.01 a
100 µm. Las partículas menores a 10 micrones pueden (1) producir problemas
MITINCI JUNIO 1999
Pág. 7
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
respiratorios; (2) dañar los pulmones y enfermedades respiratorias; (3) reduce
las defensas del organismo contra materias extrañas, (4) produce cáncer; (5)
causa problemas de visibilidad, deteriora las estructuras y materiales,
disminuye el valor de una propiedad.
• Óxidos de azufre
Generado primariamente por la combustión de combustibles fósiles, son
generalmente una combinación de dióxido de azufre, trióxido de azufre, ácido
sulfúrico y ácido sulfuroso. Los efectos indeseables incluyen efectos sobre la
salud, incremento de la corrosión de metales, daño a las plantas, producción
de lluvia ácida, puede contribuir a la formación de partículas mediante la
formación de sulfatos y disminuye la visibilidad.
• Óxidos de nitrógeno
Los óxidos de nitrógeno son producidos como resultado de una combustión a
alta temperatura. En combinación con los hidrocarburos, produce el smog
fotoquímico. Aunque sus efectos directos no son todavía claros, los óxidos de
nitrógeno pueden afectar la vegetación, producen corrosión y deterioran las
fibras sintéticas. Además, los óxidos de nitrógeno pueden contribuir
sustancialmente al problema de la lluvia ácida y a la formación de PM10.
• Monóxido de carbono
El monóxido de carbono es producido por la combustión incompleta de
materiales combustibles que contengan carbono, particularmente en hornos,
calderos y vehículos automotores. El monóxido de carbono es uno de los más
comunes contaminantes del aire. Los efectos adversos están asociados al
envenenamiento con monóxido de carbono porque evita que la sangre
transporte el oxígeno. Sin embargo, los efectos en vegetales o materiales son
mínimos.
MITINCI JUNIO 1999
Pág. 8
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Olores
Aunque la mayoría de los malos olores son considerados que no tienen
peligro, pueden causar pérdida de estima personal y de la comunidad, pérdida
de status económico y social, malestar, náusea, pérdida de apetito e insomnio.
• Descarga térmica
Cuando el agua es descargada al ambiente en temperaturas mucho más altas
o muy bajas de aquellas condiciones ambientales que pueden provocar la
“polución térmica”. Dado que la temperatura del agua está asociado a las
condiciones físicas, químicas y biológicas, el ecosistema acuático puede ser
significativamente afectado como resultado de la descarga térmica.
• Sólidos suspendidos
Los sólidos suspendidos contenidos en el agua son aquellos que no están en
solución pero que pueden ser retirados por filtración en laboratorio. Los sólidos
pueden ser flotantes, sedimentables o no sedimentables, y pueden contener
material orgánico o sustancias inertes. Los sólidos suspendidos pueden llevar
a condiciones estéticas indeseables, dificultades en el tratamiento del agua e
impactos adversos en la vida acuática.
• Ácido y Álcali
La descarga de efluentes que alteran significativamente el pH del ambiente
acuático puede ser extremadamente dañina a la vida acuática. Puede
ocasionar pérdidas económicas en términos de disminución de productividad
dado que esta agua se utiliza principalmente en el riego, e incremento de
costos de tratamiento necesarios para corregir los problemas relacionados al
pH.
MITINCI JUNIO 1999
Pág. 9
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Demanda Bioquímica de Oxígeno (DBO)
El DBO es una medida indirecta de la cantidad de material orgánico biológico
degradable presente en el agua. El oxígeno disuelto será consumido en el
proceso para satisfacer los requerimientos de DBO. Según como sea utilizado
el oxígeno, las condiciones del agua llegar a ser sépticas y otras aguas pueden
tener problemas de calidad y estéticas.
• Oxígeno Disuelto (OD)
El oxígeno disuelto es necesario en el agua para mantener condiciones
aeróbicas. La ausencia de la demanda oxígeno conduce a condiciones
anaerobias con su olor asociado y problemas estéticos. Adecuados niveles de
OD son necesarios en las aguas superficiales para mantener las vidas
acuáticas deseables, indirectamente se benefician las aves que se alimentan
en estos lugares.
• Sólidos Disueltos
Los sólidos totales disueltos o STD es la suma de carbonatos, bicarbonatos,
cloruros, sulfatos, fosfatos, nitratos y varias sales de calcio, sodio, magnesio,
potasio, y otras sustancias. Estas sales en solución pueden alterar la
naturaleza química y física del agua. Elevadas cantidades de STD son
objetables porque tiene efectos fisiológicos, gustos minerales o consecuencias
económicas por la calidad del agua.
• Coliformes fecales
Los coliformes fecales son bacterias unicelulares encontrados en los tractos
intestinales de los humanos y otros animales de sangre caliente. Su presencia
en el agua es un indicador de posible contaminación con desechos humanos o
animales, entonces, el agua puede contener bacteria, virus u otros organismos
que causen enfermedades.
MITINCI JUNIO 1999
Pág. 10
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
V. DESCRIPCION DEL PROCESO
5.1 Introducción
En el presente informe se desarrollan las técnicas de proceso típicos para la
curtiembre de pieles. Se describen los procesos principales, asimismo, se indican
las fuentes de contaminación en el proceso, las características de los efluentes
líquidos y residuos sólidos, así como las tecnologías más usadas y recomendadas
para su control.
5.2 Proceso Industrial
El procesamiento del cuero empieza poco después del sacrificio del animal.
Cuando el tiempo entre el sacrificio del animal y el procesamiento de la piel es
corto, se puede iniciar sin cualquier pre-tratamiento. En este caso, las pieles se
denominan "verdes" y su peso varía dependiendo del animal.
Cuando las pieles son almacenadas, deben pasar por un pre-tratamiento para
impedir el desarrollo de microorganismos con consecuente putrefacción de las
mismas. Esta preservación se realiza inicialmente por inmersión en salmuera; a
continuación, las pieles se apilan, intercalándose la sal entre cada capa. En estas
condiciones, las pieles pueden guardarse por meses hasta iniciar el proceso de
curtido.
Las pieles saladas presentan una fuerte resistencia a los microorganismos, sin
embargo, esto provoca la deshidratación del cuero, eliminando parte de las
proteínas solubles, pesando entre 20 a 25 % de su peso inicial.
MITINCI JUNIO 1999
Pág. 11
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
El proceso del curtido involucra 3 etapas básicas que se describen a continuación:
• Ribera
• Curtido; y
• Acabado.
En los procesos industriales de curtido son utilizados, básicamente, el cromo y el
tanino.
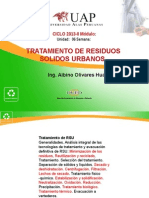
La Figura N° 1 presenta un diagrama de flujo simplificado del proceso de curtido.
MITINCI JUNIO 1999
Pág. 12
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Figura N° 1. Operaciones Básicas de Curtido
ALMACENAMIENTO
REMOJADO PRE-DESCARNAMIENTO
CALEACION
DESCARNAMIENTO
DIVISION DESCALCINACION
DESCALCINACION CURTIDO
PURGA ENGRASE
PIQUELADO SECADO
CURTIDO ACABADO
REBAJAMIENTO
SUELAS
NEUTRALIZACION
RECURTIDO
ENTINTADO
ENGRASE
Nota: Las operaciones de lavado
SECADO
realizadas luego del descarte de los
baños no son mencionados.
ACABADO
"VAQUETAS"
MITINCI JUNIO 1999
Pág. 13
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
5.2.1 Ribera
Estas operaciones son comunes a la mayoría de las pieles, independiente del
proceso de curtimiento posterior o al tipo de producto. Las operaciones de
reverdecimiento son:
• Remojo o Reverdecimiento;
• Pre-Descarnado (eventual);
• Caleado y depilación;
• Descarnamiento o descarne y
• División.
a. Remojo o Reverdecimiento
El objetivo de esta operación es hidratar los cueros. Los cueros verdes se
lavan simplemente para quitar la sangre; los cueros salados son remojados
con varios baños de agua enriquecidos con humectantes, bactericidas,
detergentes y desinfectantes. Se lleva a cabo en tambores rotativos o en
tanques donde se generan los efluentes líquidos que contienen sal, sangre,
tierra, fertilizante, sebo, suero y grasas. El funcionamiento dura de 1 a 6
horas, incluso podría llegar hasta 24 horas, en curtiembres pequeñas.
Los efluentes se desechan de manera intermitente y sin mayores
contaminantes.
b. Caleado y Depilación
Después del reverdecimiento, las pieles continúan el proceso de caleado.
Esta operación tiene por objetivo desprender la epidermis, retirar el pelo del
cuero, saponificar las grasas naturales y entumecer las fibras para facilitar
el efecto del curtimiento. Se utiliza un baño con agitación periódica en una
solución que contiene sulfuro de sodio y cal hidratada, en un periodo que
MITINCI JUNIO 1999
Pág. 14
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
varía entre 17 a 20 horas. Puede reducirse el tiempo del caleado,
aumentando la concentración del sulfuro de sodio.
Las aguas residuales de esta operación son las más concentradas de
todas, presentando valores elevados de pH (sobre 11), sebo, carnaza, pelo,
sulfuros y proteínas solubles.
El sulfuro de sodio, en medio alcalino, no libera H2S, sin embargo, en
presencia de pH bajo (efluente ácido) hay fuerte desprendimiento de ácido
sulfhídrico y olor característico y gran poder de corrosión. Merece observar
este efecto que a pH debajo de 8,0, se inicia el desprendimiento de H2S, en
suficiente cantidad que causa incomodidad.
c. Descarnamiento o Descarne
Es una remoción de los tejidos adiposos, subcutáneos, musculares y del
sebo adherido a la cara interna de la piel, para permitir una penetración más
fácil de los productos curtientes. Esta operación es, también frecuentemente
realizado antes del caleado.
Esta operación funcionamiento puede llevarse a cabo con máquinas o
manualmente en curtiembres de pequeño tamaño. Algunas curtiembres
realizan un pre-descarnamiento del pelo antes del remojo, tratando de
reducir los productos auxiliares y agua, y, recuperar las grasas naturales de
las carnazas.
Estos materiales indeseables del cuero se venden para ser transformados
en la cola de gelatina o para recuperación del sebo.
Los efluentes líquidos resultantes del beneficio del sebo, a pesar de su
volumen pequeño, presentan concentraciones altas de sólidos en
suspensión (proteínas disueltas) y pH ácido.
MITINCI JUNIO 1999
Pág. 15
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
d. División
Este proceso se lleva a cabo en máquinas y consiste en dividir en dos
capas la piel hinchada y depilada, separando la vaqueta que es la parte de
la piel que está en contacto con la carne.
Esta operación se realiza en las curtiembres que producen vaquetas, no
siendo realizadas en plantas que producen suelas que usan el cuero en su
espesor íntegro.
Los productos raspados utilizados en fines diversos, se venden para la
producción de gelatinas o raciones proteicas.
5.2.2 Curtido
Las operaciones de la etapa de curtido son:
• Descalcinación y purga;
• Piquelado; y
• Curtido.
a. Descalcinación y Purga
Es la preparación de las pieles para el curtimiento, mediante lavados con agua
limpia, tratando de reducir la alcalinidad, retiro de la cal y sulfuro. Se utilizan
aguas que contienen sulfato de amonio y ácidos. Se lleva a cabo en tambores
rotativos.
La operación de purga empieza poco después, con enzimas proteolíticas y
sales de amonio. Debido a la fermentación, algunas sustancias son retiradas
de la piel, volviéndose más flexible, suave y porosa. El tiempo de operación
varía de 2 a 5 horas y normalmente es realizada en los tambores rotativos.
MITINCI JUNIO 1999
Pág. 16
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
b. Piquelado
Se realiza en los tambores, como preparación para el curtido y consiste en la
acidulación de las pieles, con el objeto de evitar el hinchamiento y la
precipitación de las sales de cromo.
Esta operación no se lleva a cabo en el curtido vegetal (al tanino).
c. Curtido
Este proceso tiene el objetivo de convertir las pieles fuertes y resistentes a la
putrefacción. Puede ser clasificado en:
• Curtido Vegetal: usando los taninos vegetales.
• Curtido Mineral: con el uso de sales minerales de cromo y de aluminio.
• Curtido sintético: con el empleo de curtientes sintéticos como el formol,
quinona y otros.
Los procesos más empleados en otros países son los vegetales y minerales,
siendo en las grandes industrias, en su mayoría, el curtido combinado (curtido
al cromo y al tanino). En nuestro país no se dispone de información suficiente
al respecto.
d. Curtido Vegetal
Este tipo de curtimiento se usa para la producción de suelas. Las fuentes del
tanino más empleadas son: el extracto de quebracho y corteza de acacia-
negra, etc.
Antiguamente, las pieles eran curtidas en tanques donde las mismas eran
colocadas en moldes; este proceso tomaba mucho tiempo, varias semanas.
Las curtiembres modernas curten las pieles en tambores rotativos, durante 12
horas con una solución a 12% de tanino.
MITINCI JUNIO 1999
Pág. 17
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Debido al alto costo del tanino, se usa lo máximo posible, realizando, la
mayoría de las veces, sólo el reemplazo de la solución para compensar la
parte absorbida por las pieles.
d. Curtido Mineral
Se usa en la producción de cueros para la fabricación de calzados, guantes,
ropa, bolsas, etc. Tiene como ventaja principal, la reducción del tiempo de
curtimiento en menos de un día, además de producir un cuero con mayor
resistencia al calor y al desgaste.
Se utilizan sales de cromo, manganeso, hierro y aluminio, siendo los cromatos
los más utilizados.
El curtido se realiza en tambores, con una concentración que varía de 1,5 a
5% de Cr2O3.
e. Curtido Sintético
Se usan curtientes orgánicos sobre la base del formol, quinona y otros
productos. Estos curtientes proporcionan un curtimiento más uniforme y
aumentan la penetración de los taninos. Debido a sus costos elevados, son
poco usados.
5.2.3 Acabado
Las suelas pasan por el engrase, estiramiento y cilindro, las vaquetas reciben un
acabado más perfecto, llevadas a cabo por varias operaciones por vía seca o
húmeda, con el propósito conferir al cuero el aspecto y las propiedades para su
uso, a saber:
MITINCI JUNIO 1999
Pág. 18
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Prensado;
• Rebajamiento
• Neutralización;
• Recurtimiento;
• Blanqueamiento;
• Entintado;
• Engrase;
• Secado y
• Pulido;
a. Prensado
Después del curtimiento, se realiza un prensado del cuero en los
compresores, para retirar la humedad y mantener un espesor uniforme del
mismo.
b. Rebajamiento
Los cueros se raspan y se rebajan en las mismas máquinas. Este
procedimiento tiene por objeto obtener un espesor necesario, para que el
mismo sea industrializado.
c. Neutralización
Los cueros se sumergen en tambores para realizar las operaciones arriba
citadas, que se llevan a cabo de manera consecutiva, cambiando solamente la
composición de los baños después de descartar el baño anterior.
El baño de neutralización se realiza con agua, formato de calcio, carbonato o
bicarbonato de calcio.
MITINCI JUNIO 1999
Pág. 19
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
d. Recurtido
El curtido al tanino, produce un cuero más grande y más fácil de ser prensado.
Por esta razón, muchas veces, el cuero curtido al cromo denominado" wet
blue ", recibe un segundo curtimiento al cromo o al tanino vegetal o sintético.
Cuando este segundo curtido es realizado luego del primero, se llama "curtido
combinado”, y cuando es realizado luego del rebajamiento se le denomina
“recurtimiento”.
Estos procesos son realizados en la producción de vaquetas, dependiendo del
tipo de producto final que uno desea obtener. El proceso es prácticamente el
mismo del curtimiento. Algunas industrias hacen solamente el acabado del
cuero, utilizando como material prima el cuero curtido al cromo, "wet blue",
adquirido de otra curtiembre.
e. Blanqueado
La operación de blanqueado sólo es realizada en algunos casos, utilizándose
baño de bicarbonato de sodio y ácido sulfúrico y, enseguida un lavado con
agua corriente tratando de quitar el ácido libre cuya presencia produce
manchas y vuelve quebradizo al cuero.
f. Entintado
El entintado se realiza luego de la neutralización en baño que contiene agua,
colorantes (natural, artificial o sintético) y ácido fórmico que se desecha
después de cada operación.
MITINCI JUNIO 1999
Pág. 20
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
g. Engrase
El engrase se realiza con el objeto de evitar el cuarteamiento del
cuero, volviéndole suave, doblable, fuerte, flexible y resistente. Consiste en la
impregnación al cuero con grasas, aceites animales, verduras que se
depositan en las fibras del cuero dónde son fijados.
Se lleva a cabo en los mismos tambores de las operaciones anteriores.
Algunas curtiembres están recuperando el sebo y las grasas naturales
contenidos en las carnazas de las pieles, los cuales pueden aprovecharse en
el proceso de engrasamiento luego de una sulfonación. La piel verde contiene
de 0,5 a 1,5 Kg de sebo.
h. Secado
Se realiza luego del entintado, y los procesos usados son:
• Secado al vacío
• Secado en secotérmicas y
• Empastado.
5.2.4 Otras Operaciones
Las vaquetas de calidad inferior deben pulirse para corregir los defectos
eventuales, pasando previamente por un humedecimiento y suavizado. Pueden
recibir acabados, como diseños en relieve, realizado en las máquinas de
estampado y entintado, mediante la aplicación de tinta y vernices.
Las suelas, luego pasan por el estiramiento, dependiendo del producto, son
aplicados con óleo para aumentar su resistencia.
MITINCI JUNIO 1999
Pág. 21
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
VI. PRACTICAS DE OPERACIÓN RECOMENDABLES
Las prácticas operacionales recomendables son aplicables a todas las fases del
proceso productivo del cuero.
6.1. Materia Prima
Las principales materias primas para esta actividad son las pieles crudas
provenientes de diferentes animales, pieles de vacuno, pieles de caprino, etc.
Elegir indicadores de eficiencia que pueden incluir lo siguiente:
• Materia prima fibra: Tipos de pieles
• Consumo de agua de proceso: m 3/Ton de piel
• Indicadores de Consumo de reactivos: kg/ 100kg piel
• Sales de Cromo
• Acido sulfúrico
• Cloruro de Sodio, etc.
• Efluentes Líquidos:
• Demanda Química de Oxígeno (DQO en kg/Ton de piel);
• Demanda Bioquímica de Oxígeno (DBO en kg/Ton de piel);
• Sólidos suspendidos totales (kg/Ton de piel);
• Cromo Trivalente.
• Desechos: Cantidad total de sólidos y materiales peligrosos (kg/Ton de piel)
Para la fabricación de cuero pesado y liviano se utilizan las siguientes cantidades
típicas de reactivos y agua:
Sales de Cromo Kg/100kg piel 12
Cloruro de Sodio Kg/100kg piel 10.00
Acido Sulfúrico Kg/100kg piel 4.00
Agua M3/ton piel 25-80
MITINCI JUNIO 1999
Pág. 22
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
El acondicionamiento de la piel antes de ingresar al proceso de curtido es
fundamental para poder obtener buenas calidades de cuero y que tengan
uniformidad. Las calidades de piel cruda en el país son de baja calidad, esto
proviene desde que los animales no son bien alimentados, no son saludables,
generalmente han sufrido enfermedades o ataque de garrapatas, etc. que
debilitan la calidad del cuero. Independiente de todos esos factores, se deben
tener los siguientes criterios para el manejo de pieles:
• Realizar un adecuado curado: utilizar eficientemente los insecticidas, las sales
para el deshidratamiento, etc.
• Los recortes y materiales de sangre seca, y otros componentes evitar mezclar
con otras basuras, como la basura doméstica, o descargar en los efluentes
líquidos. Disponer separadamente.
• Mantener un ambiente adecuado para el almacenamiento de pieles, que no
tenga excesiva humedad, para facilitar la deshidratación de la piel.
• Registrar adecuadamente los pesos antes y luego del curado.
6.2. Uso de Recurso Agua
Para el uso eficiente de este recurso debe realizarse un sistema de conservación
de agua, que tiene beneficios adicionales a la reducción de la demanda de agua.
Menor consumo de agua implica disponer de plantas de tratamiento más
pequeñas, al mismo tiempo disminuye el consumo de reactivos y, por tanto, los
costos operativos, incluyendo el costo de energía.
Un consumo de agua de 50l/kg de piel es generalmente aceptable. La
conservación de agua debe darse mediante las siguientes acciones:
• Controlar el consumo de agua fresca en los procesos
• Evaluar la conveniencia de lavados “ batch” versus “lavados continuos”, en los
casos que corresponda.
MITINCI JUNIO 1999
Pág. 23
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Modificar los equipos mediante el flotador bajo.
• Reutilizar el agua en procesos menos críticos.
• Reciclar los licores individuales de proceso.
En la mayoría de las curtiembres el agua se utiliza solamente en un 50% en los
procesos y el resto se consume extensivamente como agua de lavado, lavados de
pisos, cañerías abiertas y lavado de equipos. :
Para el mejor control del consumo de agua instalar medidores de flujo y
concientizar al operador para el buen uso de este recurso mediante
capacitaciones.
Se pueden hacer reducciones en el consumo de agua al aplicar lavados batch, por
ejemplo:
• Primer lavado: 20 minutos, luego drenar
• Segundo lavado: 20 minutos, luego drenar.
Si se utilizan calderos de generación de vapor, el consumo de agua puede ser
afectado debido a:
• Fugas por tuberías y válvulas del sistema de abastecimiento y distribución de
agua a los diferentes procesos debido a un deficiente mantenimiento.
• Falta o deterioro de aislamiento en la línea de vapor, que permite el mayor
consumo de vapor.
• Falta o equipos de control en mal estado.
• El vapor condensado debe ser recuperado y ser reutilizado en el sistema o en
otro proceso.
Estas consideraciones, respecto al circuito de vapor están ligadas al consumo de
energía como se verá seguidamente.
MITINCI JUNIO 1999
Pág. 24
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
6.3 Energía Térmica y Energía Eléctrica
El consumo de energía en este sector no es intensivo, sin embargo, para los
casos que correspondan se deben manejar los siguientes criterios para el buen
uso de la energía térmica proveniente de la generación de vapor combustibles y
recursos:
• Caldero de vapor y circuito.
• Tuberías sin aislamiento.
• Falta o equipos de control en mal estado.
• Quemador inapropiado y/o deteriorado.
• Mantenimiento inadecuado.
Mantener el circuito del caldero en óptimo estado, esto permitirá ahorros en el
consumo de agua y combustible.
Por otra parte, el consumo de electricidad se realiza principalmente en los
siguientes equipos:
• Bombas
• Agitadores
• Motores, etc.
Evaluar la eficiencia de los motores y del sistema de distribución de energía para
optimizar su uso.
MITINCI JUNIO 1999
Pág. 25
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
6.4 Operaciones y Procesos
• Retener sólidos del efluente de la etapa de Depilado.
Debido a que los efluentes de las curtiembres se caracterizan por un elevado
contenido de DQO/DBO y Sólidos suspendidos. Es prioritario retener la mayor
cantidad de sólidos posibles para reutilizar el efluente y al mismo tiempo
quitarle estas impurezas.
El objetivo es instalar una criba tipo cuña (wedge wire side-hill screen) de una
malla de 0.5 a 0.2 mm. Este sistema se puede instalar a los procesos que
requieran retener este tipo de sólidos. Para el adecuado funcionamiento de
este sistema manejar las siguientes consideraciones:
− Limpiar las cribas según sea necesario.
− Recolectar los sólidos para su secado y disposición
− Instalar cribas en las canaletas, en los lugares apropiados y limpiar al
menos una vez al día.
− Mantener las pozas de curtido limpias y retirar los sólidos sedimentados
semanalmente o de acuerdo a la intensidad de producción puede ser más
frecuente.
• Re-utilizar los Residuos Concentrados de la Etapa de Depilado
− Una vez retirado los sólidos mediante la criba, se puede reutilizar este
producto, generalmente un uso eficiente de la criba hace que el consumo
de sulfuros se reduzca hasta en 20-50% y la cal hasta 40-60%.
− La solución puede ser colectada en un sistema para ser reutilizada en el
próximo lote de producción. Para ello se debería implementar un tanque de
recepción y su sistema de bombeo.
− Sin embargo, esta operación se puede realizar unas 5 veces antes de que
la solución presente saponificación.
MITINCI JUNIO 1999
Pág. 26
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Mejora en la Fijación de Cromo
La mayoría de las tecnologías de curtido son ineficientes debido a la baja
fijación de cromo en el baño de curtido, unido a la perdida de cromo en los
procesos subsecuentes. La reducción de las emisiones de cromo se basa en
aplicar las siguientes acciones:
− Mayor fijación de cromo
− Reciclo de cromo del curtido
− Precipitación de Cromo y Recuperación
La fijación de cromo se incrementa mediante:
− Flotamiento corto (short float)
− Aumento de la temperatura
− Incremento del tiempo de curtido
− Incremento de la basificación
− Disminución en sales neutras
La temperatura de curtido debería estar alrededor de 38°C, y los equipos como
los motores y correas de transmisión de los botales deben estar
adecuadamente mantenido y estar diseñados para funcionar adecuadamente
cuidando de no estar sobredimensionados o sub-dimensionados.
Con una combinación de estas técnicas, y utilizando compuestos de cromo de
propia basificación (self-basifying) y ácidos carboxílicos puede incrementarse la
fijación en hasta 90%. Se deben evaluar y considerar el uso de agentes de
fijación de acuerdo a sus costos y ventajas económico-ambientales.
MITINCI JUNIO 1999
Pág. 27
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Reutilizar el efluente del baño de curtido al cromo
Además de ahorrar el consumo de cromo en hasta 20%, el reciclo de esta
solución permite reducir la salinidad del efluente final.
La solución contendrá algo de grasa y un poco de sólidos del cuero. La idea es
cribar, filtrar y bombear a un tanque diferente al de la solución de piquelado.
Las grasas de la superficie de la solución deben ser desnatadas.
Agregar óxido de magnesio y algún polímero ínico a la solución de cromo para
precipitar el cromo. Luego de decantar, ¾ partes del líquido pueden ser
recuperados y ser enviados al tanque de ecualización (el cromo no precipitado
en la etapa de proceso será precipitado en la tina de ecualización). Utilizando
la solución limpia de piquelado, se puede redisolver el cromo y guardarlo para
el siguiente baño de piquelado.
El rehuso puede continuar de forma indefinida, el exceso de cromo no se
desperdicia debido a que la solución se recupera. El ahorro en reactivos es
significativo.
• Precipitación del cromo y recuperación
Esta alternativa es relativamente costosa y no sería factible de implementar en
la actualidad, pero como referencia significa continuar con un curtido al cromo
normal pero colectar seguidamente los baños de cromo y realizar un proceso
para su recuperación mediante la adición de reactivos, álcalis, como la cal
hidratada.
MITINCI JUNIO 1999
Pág. 28
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Modificación de bajo flotamiento en equipos existentes
Es posible modificar los equipos para utilizar flotamientos cortos, por ejemplo
40-80% en lugar del flotamiento de 100-250% que es el tradicional. Esto
también implica ahorro en el consumo de agua y tiempo de proceso, al mismo
tiempo contribuye a disminuir el consumo de reactivos, aumenta la
concentración efectiva de la solución y permite una mejor acción mecánica.
• Mantenimiento de Planta
El mantenimiento de la planta debe ser realizado de manera efectiva. Los
programas de mantenimiento deben realizarse con la periodicidad que requiere
cada equipo y en concordancia con el proceso. Debe procurarse en lo posible
reemplazar equipos obsoletos.
• Monitorear Efluentes
Se deben monitorear de manera periódica los efluentes principalmente en los
siguientes parámetros, Temperatura, sólidos suspendidos, pH, DBO/DQO, OD.
Esto permitirá evaluar el progreso de las acciones implementadas en las
prácticas limpias respecto a otras oportunidades de prevención.
Los flujos intermedios de los efluentes de proceso también deben ser
monitoreados antes y después de tomar las acciones de procedimientos
limpios. Esto permitirá evaluar la factibilidad del uso de las diferentes corrientes
en otros sistemas.
• Productos Químicos
Los productos químicos deben ser almacenados de manera segura debido a
sus riesgos potenciales. Los químicos peligrosos como la soda cáustica,
ácidos, biocidas, etc. deben guardarse y minimizar los riesgos.
MITINCI JUNIO 1999
Pág. 29
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Un almacenamiento seguro de químicos requiere:
− Segregar en el almacén los químicos incompatibles, especialmente los
sulfuros, ácidos y álcalis.
− Separar el almacenamiento de desechos químicos de cualquier proceso
químico
− Mantener lugares seguros y cerrados con condiciones de conservación
apropiadas.
− Etiquetar adecuadamente los químicos y los lugares de almacenamiento.
− Disponer de depósitos adecuados
− Capacitar al personal que tiene acceso al almacén.
− Disponer de equipos de primeros auxilios
− Disponer de materiales para limpieza de químicos derramados
− Tener procedimientos escritos de emergencia y asistencia médica.
− Los recipientes vacíos de los reactivos deben ser adecuadamente
dispuestos. Enjuagar, agujerear y compactar para evitar su reutilización.
− Preparar el MSDS de los productos químicos.
• Desechos Sólidos
Típicamente se obtienen los siguientes residuos sólidos en las operaciones de
curtido:
− Carnazas y tejidos, provenientes del descarnamiento;
− Pedazos de cuero de la operación de división;
− Cuero raspado de las operaciones de rebajamiento;
− Sebos y grasas retenidos en los tanques de retención de sebo;
− Material retirado en las rejillas;
− Polvo de lijado del sector de acabado y
− Pedazos de cuero curtido, provenientes del corte en el acabado.
MITINCI JUNIO 1999
Pág. 30
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Generalmente todos estos subproductos son útiles, se venden a terceros,
algunas industrias benefician las carnazas con el objeto de extraer el sebo, que
luego de operación de sulfonación pueden ser utilizados para el engrase.
Otros residuos del sistema de tratamiento son los lodos. Los sistemas de
tratamiento de las aguas residuales de las curtiembres generan grandes
cantidades de lodo.
Las características de los lodos están directamente relacionadas al tipo de piel
procesada, la tecnología utilizada para el curtido (al cromo o vegetal), o al
sistema de tratamiento de efluentes líquidos y a los equipos utilizados. El
proceso de curtido al cromo genera lodos de mayor toxicidad.
Se deben considerar aspectos técnicos en el tratamiento de los residuos
sólidos y semisólidos, tales como: manipuleo, acondicionamiento,
almacenamiento, colección, transporte, tratamiento, y disposición final, deberán
estar adecuadamente clasificados. Esta clasificación condicionará o no la
necesidad de dotar de medidas especiales para cada caso.
La disposición de los residuos sólidos en rellenos sanitarios que no son
apropiados son objetables, los lodos tienden a lixiviar con el riesgo potencial de
contaminar los acuíferos, los componentes de cromo lo hacen más crítico.
Otras formas de disposición como la incineración controlada, y la pirólisis aún
no son los más satisfactorios.
• Efluentes Líquidos
− Descarga a Aguas Superficiales
Las condiciones seguras de descarga del efluente dependen de
la naturaleza de medio receptor. La calidad del agua superficial para los
MITINCI JUNIO 1999
Pág. 31
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
diferentes usos como la irrigación, mantenimiento del ecosistema acuático,
agua de consumo humano, etc. pueden hacer restrictivo las descargas de
las curtiembres.
La forma típica de calcular un límite máximo permisible de contaminantes
en los efluentes es calculando el régimen de dilución, para un caudal en la
estación de bajo caudal del agua superficial, tomando en consideración los
factores de toxicidad, acumulación de contaminantes, nutrientes, etc.
− Descargas al Desagüe
Generalmente se requieren un pre-tratamiento menor que para descargas
a aguas superficiales. Sin embargo cuando los efluentes son fuertes
pueden deteriorar los ductos del alcantarillado.
Para evitar o mitigar los impactos que ocasionan los efluentes al cuerpo
receptor deben considerarse:
• Caracterización adecuada del efluente
• Reducción del volumen
• Tratamiento/Neutralización
• Disposición final del efluente
Los elementos de evaluación del efluente son principalmente el DQO,
DBO, Sólidos suspendidos, cromo trivalente, sulfuros, pH.
Las operaciones de reciclo y reutilización del licor de las diferentes etapas
del proceso contribuyen a disminuir la generación de los efluentes finales.
MITINCI JUNIO 1999
Pág. 32
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Emisiones Gaseosas
Las emisiones gaseosas principalmente se concentran a los malos olores que
genera esta actividad debido al cuero y los tratamientos de aguas residuales.
Otro componente que causa principalmente problemas de salud ocupacional
puede ser las emisiones no intencionadas de H2S. Otro aspecto de menor
proporción puede ser las emisiones de equipos generadores de vapor
(calderos) que tengan un funcionamiento deficiente.
Una adecuada higiene industrial del área de almacenamiento de pieles, como
la operación de mantenimiento del sistema de tratamiento de aguas residuales,
tratamiento y disposición adecuada del lodo y residuos sólidos, son formas de
control de estas emisiones.
Los equipos de combustión, tales como calderas, deberán estar provistos con
sistemas de control de emisiones, de acuerdo a la mejor tecnología disponible.
• Emisión de Ruido/Vibraciones
Los puntos donde se generan estas emisiones son principalmente en:
− Recibo y despacho (movimiento vehicular de carga y descarga)
− Tambores rotativos y
− Generación de vapor
En general este aspecto no es tan crítico ambientalmente, una forma de control
es una adecuada localización de las operaciones ruidosas en la planta (revisar
lay-out)
MITINCI JUNIO 1999
Pág. 33
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
VII. SISTEMAS DE TRATAMIENTO-ALTERNATIVAS
Los residuos sólidos y líquidos de las curtiembres pueden causar diversos
impactos al medio ambiente, requiriendo tratamiento para la reducción de la carga
contaminante.
Los procesos aplicables en las curtiembres pueden ser los siguientes:
• Pre-tratamiento: separación de material grueso y remoción de grasas.
• Tratamiento físicoquímico: oxidación de sulfuros; equalización y
homogenización; coagulación y floculación y sedimentación primaria.
• Tratamiento Secundario: Lagunas aireadas de mezcla completa; lodos
activados (convencional) y lodos activados (aireación prolongada).
Estos procesos son probados y se recomiendan su implementación por su bajo
costo fijo y operativo, sus desventajas son que utilizan grandes espacios de
terreno y las calidades de los efluentes no siempre alcanzan los límites que se
puedan imponer en las regulaciones ambientales, en tales casos evaluar la
posibilidad de implementar sistemas de afino con tratamientos avanzados.
La Tabla N° 1 se presenta un la eficiencia de los diferentes tipos de tratamiento
MITINCI JUNIO 1999
Pág. 34
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Tabla N°1
Eficiencia de Tratamiento de Aguas Residuales de Curtiembres
% de Reducción
Tipos de Tratamiento
DBO SS Color Cromo Sulfuro
Separación de material
5 5-10 0 0 0
grueso
Ecualización 0 0 0 5-10 0
Decantación 25-62 69-96 5-10 5-30 5-20
Coagulación Química 41-70 70-97 6-90 50-0 14-50
Laguna de
70 0 25 10-20 0
estabilización
Filtro Biológico 65-0 8-90 15-70 25 75-100
Lodos Activados 85-95 80-95 75 75 75-100
Ref. Baskaran, T.R. Guidelines for the Control of Industrial Waste, 7. Tannery Wastes –World
Organization, WHO/WD/3.14.
7.1 Pre-Tratamiento
• Separación de Material Grueso
Es común encontrar en las aguas residuales residuos como carnazas, pelos,
pedazos de piel, etc., provenientes de las operaciones de descarnado, división
y rebajamiento del cuero, los que son retirados mediante rejillas metálicas con
limpieza manual o mecánica, también pueden realizarse mediante cedazos
estáticos, vibratorios o rotativos.
MITINCI JUNIO 1999
Pág. 35
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Remoción de Grasas
En la remoción de grasas, la separación se lleva a cabo en los tanques de
retención dónde el material flotante se retiene. La operación de remoción de
grasas sólo debe realizarse con las aguas de la sección de Reverdecimiento,
antes de mezclarse con las demás aguas de curtimiento. Su remoción,
además de reducir la carga orgánica de efluente, también hace posible el
aprovechamiento de este material.
7.2 Tratamiento Físico-Químico
• Oxidación de Sulfuros
Para evitar el desprendimiento de H2S, el sulfuro existente en los efluentes de
las operaciones de reverdecimiento, deben ser retirados antes de ser
mezclados con otros efluentes. Para esta remoción las principales técnicas
conocidas son:
− Oxidación catalítica con oxígeno o aire;
− Separación de sulfuros para recuperación y re-uso;
− Oxidación química con peróxido de hidrógeno
− Carbonatación de los efluentes (el C02 de los calderos pueden utilizarse);
− Tratamiento químico con: cloruro férrico o el sulfato ferroso.
El tratamiento químico con el sulfato ferroso es la técnica más antigua para
retirar el sulfato de las aguas residuales. La adición de este producto provoca
la precipitación de sulfato de fierro e hidróxido ferroso. La precipitación del
hidróxido también produce la disminución del pH, y la cal libre se deposita al
fondo en forma de sulfato de calcio.
MITINCI JUNIO 1999
Pág. 36
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
La oxidación catalítica con el oxígeno del aire es actualmente el proceso más
económico y el mas utilizado, que consiste en inyectar oxigeno al baño
residual, con equipos y en condiciones de operación adecuadas.
La operación es acelerada utilizando un catalizar como sulfato de manganeso
o el cobalto, siendo el primero el más empleado. Con el uso del catalizador se
puede reducir la operación de 20 a 8 horas.
El sulfuro de sodio presente se oxida con el oxígeno a tiosulfato y en menores
cantidades a sulfato.
El tiosulfato a su vez se descompone a azufre o sulfito.
La oxidación química mediante el peróxido del hidrógeno (agua oxigenada) es
el único proceso por el cual se obtiene una oxidación completa e irreversible
de los sulfuros, sin embargo, raramente es utilizado por el costo del producto.
• Ecualización y Homogenización
La ecualización de los efluentes de las curtiembres es una operación
aconsejable, teniendo en cuenta que es un proceso discontinuo, el volumen
tiene concentraciones variadas en los baños desechados. Esto permite
regular el flujo y uniformar la carga orgánica de las aguas residuales de la
fábrica, haciéndolas más aptas para el tratamiento continuo de los efluentes
y evitando cargas excesivas en el sistema de tratamiento.
La homogenización de los efluentes ácidos y alcalinos, provoca la
neutralización y floculación de una parte de los sólidos presentes en estos
efluentes y propicia la precipitación de hidróxido de cromo, cal, proteínas,
colorantes, etc.
MITINCI JUNIO 1999
Pág. 37
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
El proceso debe ser proyectado de la manera que no permita la
sedimentación de sólidos y genere fermentaciones anaerobias en el tanque
de homogeneización, debiendo estar provistos de mezcladores mecánicos,
difusores o aereadores superficiales para optimizar la mezcla de efluentes y
también para uniformizar los residuos.
• Coagulación y Floculación de Materia Orgánica
Además de la floculación provocado por la mezcla de los efluentes ácidos y
alcalinos, pueden utilizarse, coagulantes con el objeto de acelerar la
coagulación de la materia orgánica que se encuentra en suspensión
coloidal.
En las operaciones de coagulación y floculación, los coagulantes principales
usados son: sulfato de aluminio, sulfato ferroso, CO2 y polielectrolitos
aniónicos.
• Decantación Primaria
Tiene por objeto permitir la deposición de sólidos en suspensión de los
efluentes. La eficiencia de sedimentación depende de varios parámetros
siendo la relación de carga volumétrica de la alimentación y el tiempo de
retención los parámetros más importantes en el dimensionamiento de
decantadores, expresándose en, m3/m2.dia y horas respectivamente. La
concepción física de estas unidades también influyen en la eficiencia de
remoción de sólidos.
La decantación primaria, debe ser debidamente proyectada y operada,
puede remover hasta 96% de los sólidos sedimentables, hasta 62% de
DBO y 80% de cromo contenido en los efluentes. El lodo generado en este
proceso es de difícil secado por medios naturales, como los lechos de
secado, debiendo ser utilizados los procesos mecánicos.
MITINCI JUNIO 1999
Pág. 38
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Estos lodos, luego de los procesos de concentración, deshidratación,
secado, tratamiento recién son aptos para una disposición final,
generalmente, en rellenos sanitarios apropiados.
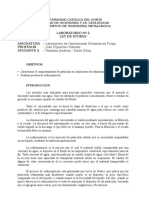
El siguiente esquema ilustra el sistema de tratamiento fisico-químico.
MITINCI JUNIO 1999
Pág. 39
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Esquema Típico de Tratamiento Fisicoquímico
Mn 2+
Aire
Dosaje Químico
Efluente de
cal y sulfuro
Criba
ESTANQUE DE
OXIDACIÓN CATALÍTICA TANQUE VERTICAL DE
SEDIMENTACIÓN
Efluente
final de
descarga
Otros Efluentes
C OAGULACIÓN Y FLOCULACIÓN
Criba
TANQUE DE ECUALIZACIÓN
LECHOS DE
SECADO DE
L ODO
Efluente de Cromo
TANQUE DE
PRECIPITACIÓN
DE CROMO
Criba
Lodo
• Este sistema retira hasta 95% de SST y cerca del 70% de BOD.
• La coagulación se puede realizar con sulfato de aluminio o sulfato de fierro.
• La eficiencia de la coagulación se puede mejorar mediante la adición de polielectrolitos aniónicos,
en concentraciones de 1-10 mg/l.
• Los dosajes optimos y el pH se consiguen ensayando en la práctica.
MITINCI JUNIO 1999
Pág. 40
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
7.3 Tratamiento Secundario Biológico
La purificación biológica de las aguas residuales incluye diferentes procesos que
conducen a la disminución de la carga orgánica, gracias a la intervención de los
microorganismos.
Los procesos aeróbicos biológicos son los más utilizados y sirven principalmente
para retirar la carga orgánica (compuestos de carbono) de los efluentes, aunque
también pueden oxidarse ciertos elementos inertes e inorgánicos o floculados y
ser removidos.
El proceso se desarrolla por vía bioquímica en presencia de oxígeno, donde se
cultiva microorganismos, que degradan la materia orgánica del efluente,
transformando la masa celular y los productos metabólicos. Los componentes
finales oxidados son: C02, nitratos y sulfatos. Es el tratamiento mejor adaptado a
las curtiembres, toda vez que la presencia de S es la fuente de mal olor.
Existen varios tipos de tratamientos biológicos, que se distinguen principalmente
por los procesos principales siguientes:
• Lodos activados
• Lagunas aireadas de mezcla completa o aeróbica.
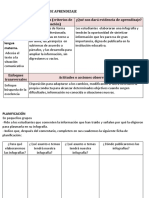
En la siguiente se presenta un diagrama de flujo simplificado para el tratamiento
primario y secundario para aguas residuales de curtiembres.
MITINCI JUNIO 1999
Pág. 41
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Diagrama de Flujo de Tratamiento de Aguas Residuales de las Curtiembres
Remojo (9)
(carcazas) GRASERIA
Caleación y Depilación
Descarnamiento
División
(1) (2)
TRATAMIENTO DE
Descalcinación (10) SULFATOS
Purga (10)
Piquelado
Curtido
ECUALIZACION Y
Recurtido HOMOGENIZACION
Medición de
Caudal (5)
Entintado (1)
Engrase
Observaciones: DECANTACION
(1) Separación de material PRIMARIA
(2) Tanque
grueso de retención de
(3) Reciclamiento
grasa de lodo (para lodos
(4) Centrífugas
activados) o filtros de prensa o
(5) Con
vacíoagitación mecánica o aire
(6) Laguna aereada o lodos
comprimido
(7) Retorno
activadosdel efluente del Efluentes Doméstico
(8) Las
concentrador
operaciones de lavado realizado luego del (Si no va al alcantarillado)
de los baños, no son
descarte
(9) Los
mencionados
desechos del remojado pueden ser
separadamente en un mismo recipiente de la grasa y
tratados
enviados al tanque de ecualización, dado que
ser SISTEMA DE TRATAMIENTO
contienen sulfatos.
no BIOLOGICO (6)
(10) Cuando sean observadas concentraciones
de sulfatos en los desechos de descalcinación y
significativas
los mismos deberán ser enviados a tratamiento
purga,
de
sulfuros.
Efluente Medición de Caudal DECANTACION FINAL
Final
(3)
CONCENTRADOR
DE LODO
(7)
Secado (4)
Tratamiento y
Disposición final del lodo
MITINCI JUNIO 1999
Pág. 42
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Lodos Activados
El proceso de lodos activados puede definirse como un sistema en el que una
masa biológica que crece se flocula, el cual es continuamente recirculada y
puesta en contacto con la materia orgánica del líquido que ingresa al sistema,
en presencia de oxígeno molecular. El oxígeno se genera en las burbujas de
aire inyectado mediante difusores dentro de la mezcla lodo/líquido bajo
condiciones de turbulencia o mediante aereadores mecánicos de superficie o
con otros equipos de aireación.
El proceso posee una unidad de aireación seguido por una unidad de
separación de sólido/líquido (decantación secundaria), de donde el lodo
separado es casi totalmente retornado al tanque de aberración para ser
mezclado con las aguas residuales y el remanente de este lodo es desechado
del sistema.
• Lagunas aireadas de mezcla completa o aeróbicas
En general, Las lagunas aireadas de los estanques son tanques con taludes
de tierra, con profundidades de 2,5 a 5,0 m, provistos de equipos de aireación.
El efluente bruto, luego de pasar por la retención de material grueso y
decantación primaria, se introduce en el estanque por un lado y sale por el lado
opuesto después de permanecer en ella el tiempo suficiente para su
biodegradabilidad. La población microbiana es similar a aquél del proceso de
lodos activados. Puede decirse que las lagunas aireadas corresponden a las
unidades de lodos activados operando sin el reciclo del lodo.
La oxigenación es normalmente realizado mediante aereadores superficiales o
equipos para suministrar aire comprimido. La agitación debe ser suficiente para
mantener la masa biológica en suspensión, para evitar su decantación en
cualquier parte de la laguna.
MITINCI JUNIO 1999
Pág. 43
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Las materias en suspención presentan excelentes condiciones de decantación,
cuyos procesos posteriores son la decantación secundaria, tratamiento, y por
último la disposición adecuada de los lodos desechados.
• Concentración, deshidratación, tratamiento y disposición final del
lodo.
− Concentración
Se realiza con el objeto de disminuir el volumen de los lodos,
concentrando a una materia seca, y por consiguiente, disminuyendo su
volumen dos o tres veces, facilitando su transporte, tratamiento y
disposición final.
La operación consiste en almacenar el lodo en un decantador apropiado,
con un tiempo de retención más prolongado. La remoción de los lodos
espesados se presenta en forma de líquido viscoso que es realiza con
ayuda de bombas o registros de nivel.
− Deshidratación
La deshidratación puede ser realizada, siguiendo varios procesos:
• Procesos naturales: donde el área y clima son adecuados:
− Lechos de secado
− Canteras de secado
• Procesos mecánicos:
− Filtros de prensa
− Filtros al vacío
− Centrífugas
MITINCI JUNIO 1999
Pág. 44
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
− Tratamiento y Disposición
Es necesario hacer una caracterización y clasificación del lodo, según las
Normas Técnicas pertinentes, antes de optar para su tratamiento y
disposición final, dado que puede presentar características tóxicas. Este
lodo, que contiene cromo y mercurio, es de riesgo para las aguas
subterráneas y superficiales y de cultivo, y no deben utilizarse como
fertilizantes.
Las concentraciones de metales (análisis físico-químicas) del lodo retirado
de una curtiembres de Brasil, que ha tenido procesos de decantación
primaria, tratamiento biológico y decantación secundaria, sin concentrar, el
cual representa el 10% del volumen del caudal total diario (110 a 120
m3/dia) del efluente se muestra en la siguiente Tabla N° 2
Tabla N° 2
Características del Lodo de Decantadores de una Curtiembre
con Curtido Combinado (Curtido al Cromo y Tanino)
Decantación Decantación Decantación
Parámetros *
Primaria Primaria 2 Secundaria
Cromo total 516 198 122
Mercurio 0.1375 0.134 0.1165
* Valores expresados en mg/L
Fuente: V Curso Internacional sobre Control de Polución de Aguas. República
Federal de Brasil. 18/01/99. CETESB
El proceso más eficiente y barato, para eliminar la contaminación causada
por el baño de curtido al cromo, es mediante la separación del baño
residual, reconstitución y reutilización directa en los baños de curtido y o
recuperación de las sales de cromo.
MITINCI JUNIO 1999
Pág. 45
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
• Substancias Tóxicas Presentes en los Efluentes
Los efluentes de las curtiembres, dependiendo de los procesos y productos
utilizados, presentan Cromo y mercurio, que son altamente tóxicos
dependiendo de las concentraciones.
El mercurio llega a las curtiembres como impureza del sulfuro de sodio, como
componente de bactericidas utilizados en los baños, últimamente existen ya en
el mercado bactericidas con otras formulaciones, que sustituyen al mercurio
por otros productos menos tóxicos.
Las concentraciones de mercurio encontradas en los efluentes brutos de las
curtiembres presentan variaciones de: 5.7 a 168 µg/l
• Tecnologías Disponibles
Las tecnologías prácticas disponibles son las que se han presentado, y es
suficiente para cumplir con las exigencias ambientales, sin embargo,
dependiendo de las características del cuerpo receptor, se pueden tomar
medidas complementarias.
La eficiencia de las diversas unidades de tratamiento se presenta en la
siguiente Tabla N° 3.
MITINCI JUNIO 1999
Pág. 46
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
Tabla N°3
Eficiencia de las Unidades de Tratamiento
(en Términos de porcentaje de remoción)
Parámetros Decantación Remoción de Laguna
Primaria Sulfuro Aireada
DBO 28 5 93
DQO 20 35 82
Residuo no filtrable 32 50 29
Cromo Trivalente 50 - 96
Sulfuro - 86 96
Ref. Establecimiento de estándares de emisión para Curtiembres –División de Evaluación
de Sistemas de Tratamiento –Gestión de Efluentes Líquidos – CETESB –Abril/1980.
Brasil.
MITINCI JUNIO 1999
Pág. 47
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
VIII. DOCUMENTACION ASOCIADA
1. Reglamento sobre Lanzamiento de Desechos Industriales en Cuerpos de
Agua. 1990. Bolivia.
2. “Niveles Máximos Permisibles para Zonas Receptoras. Tipos de Vehículos y
Duración de Exposición al Ruido”. Colombia.
3. American Conference of Governmental Industrial Hygienists (ACGIH). 1995.
“Threshold Limit Values (TLVs) for Chemical Substances and Physical Agents
and Biological Exposure Indices (BELs)”. ACGIH. Estados Unidos de
Norteamérica.
4. Presidencia de la República. 1989. “Reglamento de Requisitos Mínimos y sus
Límites Máximos Permisibles de Contaminación para la Descarga de Aguas
Servidas”. Guatemala.
5. Normas sobre el Control de la Contaminación Generada por Ruido (Decreto
N° 2.217 del 23 de Abril de 1992). Ministerio del Ambiente y Recursos
Naturales Renovables (MARNR). 1992. “Ley Penal del Ambiente y sus
Normas Técnicas”. MARNR. Venezuela.
6. Normas para Regular la Descarga de Vertidos Líquidos a los Cuerpos de
Agua (Decreto N°2.224 del 23 de Abril de 1992) Ministerio del Ambiente y
Recursos Naturales Renovables (MARNR). 1992. “Ley Penal del Ambiente y
sus Normas Técnicas”. MARNR. Venezuela.
7. Normas sobre Control de la Contaminación Atmosférica (Decreto N°2.225 del
23 de Abril de 1992) Ministerio del Ambiente y Recursos Naturales
Renovables (MARNR). 1992. “Ley Penal del Ambiente y sus Normas
Técnicas”. MARNR. Venezuela.
MITINCI JUNIO 1999
Pág. 48
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
8. OMS. 1993. “ Air Quality Guidelines according to WHO and certain Latin
American Countries” en “Environmental Epidemiology a Project for Latin
America and the Caribbean”.
9. Bosnic, M. y Buljan, J. “Pollution Limits for Discharge of Effluents into Water
Bodies and Sewers”.
10. “Normas Nacionales de Calidad de Aire de varios Países de América y Guías
de la OMS”.
11. Patrones de Emisión para curtiembres. Brasil.
12. Part 425. Leather Tanning and Finishing Point Source Category. Estados
Unidos de Norteamérica.
13. Norma Oficial Mexicana (NOM-CCA-021-ECOL/1993), que establece los
Límites Máximos Permisibles de contaminantes en las descargas de aguas
residuales a cuerpos receptores provenientes de la industria del curtido y
acabado de pieles.
14. Companhia de Tecnologia de Saneamento Ambiental –CETESB. V Curso
Internacional sobre Controle da Polucao das Aguas. Secretaria do Meio
Ambiente. Gobierno del Estado de Sao Paulo. Brasil. Enero.1999.
• Notas Técnicas sobre Tecnología de Control de Curtiembres
• Tratamiento de residuos y efluentes industriales por digestión anaeróbica de
flujo ascendente.
• Toxicología acuática.
15. Tanneries and the Environment A Technical Guide. United Nations
Environment Programme / Industry and Environment Office. Technical Report
Series N°4.
MITINCI JUNIO 1999
Pág. 49
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
16. Manual de Disposición de Aguas Residuales. Tomos I y II. Cooperación
Técnica República Federal de Alemania. GTZ. Publicado por el Centro
Panamericano de Ingeniería Sanitaria y Ciencias del Ambiente (CEPIS).
Lima-Perú. 1991.
17. Oregon Department of Environmental Quality. Statutes and Rules. 1997
Legislative Report. http://arcweb.sos.state.or.us/rules/
18. Standard Handbook of Environmental Engineering. R.A.Corbitt. Edit. McGraw-
Hill. 1990.
19. Environmental Engineering. H.S Peavy, D.R.Rowe and George
Tchobanoglous. Edit. McGraw-Hill. 1989.
20. Environmental TQM. John T. Willig. Edit. McGraw-Hill. 2nd Edit.1994.
21. Wastewater Engineering Treatment, Disposal Reuse. Metcalf & Eddy.
McGraw-Hill. 3rd. Ed. 1991.
22. Integrate Your Plant's Pollution Prevention Plans. Susan Gouchoe & Others.
Chemical Engineering Progress. Nov. 1996. Pg.30-40.
23. Use Guidewords to Identify Pollution Prevention Opportunities. William W,
Doer. CEP. Aug.1996. Pg.74-80.
24. Follow this Path to Pollution Prevention. Chemical Engineering Progress.
January 1998. Pg.3443.
25. Hydrocarbon Processing. Environmental Processes’96. Aug.1996
26. Rank Pollution Prevention and Control Options. Chemical Engineering
Progress. Feb. 1994. Pg.39-44.
MITINCI JUNIO 1999
Pág. 50
GUIA DE PRACTICAS LIMPIAS: INDUSTRIA DE CURTIEMBRES
27. Plan for the Future with Pollution Prevention. Chemical Engineering Progress.
Jan. 1993.Pg. 24-29.
28. Apply Process Integration to Waste Minimization. Chemical Engineering
Progress.Jan.1993. Pg. 30-36.
MITINCI JUNIO 1999
Pág. 51
También podría gustarte
- Piedra CalizaDocumento3 páginasPiedra CalizaStevenAún no hay calificaciones
- Avance N3 Diseño de PlantasDocumento5 páginasAvance N3 Diseño de Plantas20122654Aún no hay calificaciones
- Articulo - Modelamiento y Simulacion de La Obtencion de Aceite Esencial de Muña SecaDocumento6 páginasArticulo - Modelamiento y Simulacion de La Obtencion de Aceite Esencial de Muña SecaLuz AndiaAún no hay calificaciones
- 2oParTaller PDFDocumento1 página2oParTaller PDFJuan Pablo Cabra GonzalezAún no hay calificaciones
- Resumen Ejecutivo Bref Pasta y PapelDocumento16 páginasResumen Ejecutivo Bref Pasta y PapelmesuchimAún no hay calificaciones
- Proceso EboneDocumento11 páginasProceso Ebonestefania8Aún no hay calificaciones
- Informe 4 - Grupo 2 - Intro - UniendoDocumento20 páginasInforme 4 - Grupo 2 - Intro - UniendomiriamAún no hay calificaciones
- Modelo Matematico Del Secador de CharolasDocumento3 páginasModelo Matematico Del Secador de CharolasFer VázquezAún no hay calificaciones
- Tarea de MasasDocumento4 páginasTarea de MasasFLYenyferAún no hay calificaciones
- Clase 3 Caracterización de Los Efluentes Industriales PDFDocumento66 páginasClase 3 Caracterización de Los Efluentes Industriales PDFsergiosanuelmpAún no hay calificaciones
- Osinergmin RSMMGN I 2020Documento29 páginasOsinergmin RSMMGN I 2020Okay?100% (1)
- Humidificacion DeshumidificacionDocumento28 páginasHumidificacion DeshumidificacionLENIN GAMARRAAún no hay calificaciones
- Tratamiento de RSUDocumento47 páginasTratamiento de RSUJose Manuel Araoz ZegarraAún no hay calificaciones
- Taller 1 - Lectura - El Agua No Fluye en El CongresoDocumento4 páginasTaller 1 - Lectura - El Agua No Fluye en El CongresoAlessandra Brisel ValenzuelaAún no hay calificaciones
- Informe Extraccion Solido Liquido Mani Janis XimeDocumento2 páginasInforme Extraccion Solido Liquido Mani Janis XimeSebastian Gitan Vergara0% (1)
- Impactos Ambientales de La Fabricación de Pasta de PapelDocumento2 páginasImpactos Ambientales de La Fabricación de Pasta de PapelRoberto Calderón100% (1)
- Informe de Freones 2Documento15 páginasInforme de Freones 2Elvis Jhordan Abad MirandaAún no hay calificaciones
- Fosgeno EconomiaDocumento23 páginasFosgeno EconomiaAndrade Oscco L. JoseAún no hay calificaciones
- Elaboración de curtiembre de corderoDocumento14 páginasElaboración de curtiembre de corderoIvan SantiagoAún no hay calificaciones
- Lecho fluidizado de lentejas y arrozDocumento10 páginasLecho fluidizado de lentejas y arrozyudyAún no hay calificaciones
- Proceso SulfolaneDocumento4 páginasProceso SulfolaneDanny RivadeneiraAún no hay calificaciones
- Proceso de SimulacionDocumento52 páginasProceso de SimulacionCRISTHIAN NUÑEZ LIMACHEAún no hay calificaciones
- Modulo IDocumento3 páginasModulo IEspinoza Alata DarwinAún no hay calificaciones
- PI510 Examen Susti 2021-2Documento1 páginaPI510 Examen Susti 2021-2Katherine Ayala CordovaAún no hay calificaciones
- Los Productos de Una Refineria de PetroleoDocumento18 páginasLos Productos de Una Refineria de PetroleoDavid Ballena Guerrero100% (1)
- Manual de Prácticas Del Laboratorio de BiorreactoresDocumento108 páginasManual de Prácticas Del Laboratorio de BiorreactoresingeestrellaAún no hay calificaciones
- PL MonitoreoDocumento4 páginasPL MonitoreoSpssAún no hay calificaciones
- Influencia de Las Variedades de Oxalis Tuberosa Oca en El Rendimiento de Alcohol EtílicoDocumento27 páginasInfluencia de Las Variedades de Oxalis Tuberosa Oca en El Rendimiento de Alcohol EtílicoAnthony N. Mego100% (1)
- INFORME ACADÉMICO Diseño de Un Intercambiador de CalorDocumento19 páginasINFORME ACADÉMICO Diseño de Un Intercambiador de CalorElioArmas100% (1)
- Balance de materia y energía en la industria del papelDocumento12 páginasBalance de materia y energía en la industria del papelFlor AltamiranoAún no hay calificaciones
- Fenol TecnologiaDocumento18 páginasFenol TecnologiajorgejorjaisAún no hay calificaciones
- Cinética Química y Diseño de Reactores I Tercera Practica CalificadaDocumento4 páginasCinética Química y Diseño de Reactores I Tercera Practica CalificadaFlor MatiasAún no hay calificaciones
- Proyecto SSOHE-PresentacionDocumento19 páginasProyecto SSOHE-PresentacionJulian Mora Antivar60% (5)
- Informe de DetergentesDocumento7 páginasInforme de DetergentesZZandra BenitesAún no hay calificaciones
- Obtencion de Gasolina A Partir de Plasticos. Informe ExpocienciaDocumento17 páginasObtencion de Gasolina A Partir de Plasticos. Informe ExpocienciaDannae Vaca VargasAún no hay calificaciones
- Estrategios de Control SeminarioDocumento13 páginasEstrategios de Control SeminarioJuniorZeladaAún no hay calificaciones
- Condensacion InformeDocumento51 páginasCondensacion Informe04070044Aún no hay calificaciones
- Ecologia IndustrialDocumento7 páginasEcologia IndustrialAlexa NadiaAún no hay calificaciones
- Desti Laci OnDocumento33 páginasDesti Laci OnGabriel LVAún no hay calificaciones
- Destilacion Ope 3Documento81 páginasDestilacion Ope 3Yordy QuecañoAún no hay calificaciones
- Estudio de Viabilidad - Textil PDFDocumento107 páginasEstudio de Viabilidad - Textil PDFRobert Silva TapiaAún no hay calificaciones
- HOLCIMDocumento13 páginasHOLCIMIvan Coronel RojasAún no hay calificaciones
- CALCOSITADocumento6 páginasCALCOSITAA Crispin AnibalAún no hay calificaciones
- Proceso de obtención de la nitroglicerinaDocumento19 páginasProceso de obtención de la nitroglicerinaSiul Vargas AcaroAún no hay calificaciones
- Poligeneración de Energía - GasificaciónDocumento6 páginasPoligeneración de Energía - GasificaciónPedro HernándezAún no hay calificaciones
- Producción de Tableros de PartículasDocumento6 páginasProducción de Tableros de PartículasJrg Humberto García GuzmánAún no hay calificaciones
- Trabajo Final CurtidoDocumento34 páginasTrabajo Final CurtidoALMENDRAAún no hay calificaciones
- Capítulo 5 - Materiales PlásticosDocumento31 páginasCapítulo 5 - Materiales PlásticosYami AvilaAún no hay calificaciones
- ABSORCIÓNDocumento32 páginasABSORCIÓNYessica Von StreberAún no hay calificaciones
- FluidizacionDocumento11 páginasFluidizacionYuzzherfrank Cañas80% (5)
- Valorización de neumáticos fuera de uso mediante reciclaje y energíaDocumento76 páginasValorización de neumáticos fuera de uso mediante reciclaje y energíafabiandrsAún no hay calificaciones
- La Industria Del BoroDocumento13 páginasLa Industria Del BoroElmer QuispeAún no hay calificaciones
- Campos Segales Betty PDFDocumento113 páginasCampos Segales Betty PDFMiguel FernandezAún no hay calificaciones
- Guía #2 - Ley de StokesDocumento10 páginasGuía #2 - Ley de StokesDanielAún no hay calificaciones
- Ciclo de vida de la pintura y normativa sobre residuosDocumento15 páginasCiclo de vida de la pintura y normativa sobre residuosJuanAún no hay calificaciones
- Parte 1Documento7 páginasParte 1Doly ZambranaAún no hay calificaciones
- GTC86Documento10 páginasGTC86David Monroy ValdiviaAún no hay calificaciones
- FILTRACIÓNDocumento38 páginasFILTRACIÓNALVES BROLIN MUCHA MALLAUPOMAAún no hay calificaciones
- Logistica InversaDocumento19 páginasLogistica Inversashion1993Aún no hay calificaciones
- Fundamentos de Procesos IndustrialesDocumento26 páginasFundamentos de Procesos IndustrialesKate Hdez100% (1)
- Trabajo Final de Fisica 1Documento6 páginasTrabajo Final de Fisica 1incubutAún no hay calificaciones
- 02 Introduccion Al Mant PredictivoDocumento28 páginas02 Introduccion Al Mant PredictivoVictor AcuñaAún no hay calificaciones
- Diseño de Un Intercambiador de Calor TecsupDocumento10 páginasDiseño de Un Intercambiador de Calor TecsupincubutAún no hay calificaciones
- Proyecto IntegradorDocumento19 páginasProyecto IntegradorincubutAún no hay calificaciones
- Programacion en CNC TecsupDocumento9 páginasProgramacion en CNC TecsupincubutAún no hay calificaciones
- Fianl Diseño1Documento17 páginasFianl Diseño1incubutAún no hay calificaciones
- 2f7f2acee21b1ca0dba7c18d88fa8bf6Documento2 páginas2f7f2acee21b1ca0dba7c18d88fa8bf6incubutAún no hay calificaciones
- Selección de Una Bomba Centrifuga1Documento31 páginasSelección de Una Bomba Centrifuga1incubutAún no hay calificaciones
- Shell Dromus BDocumento2 páginasShell Dromus BincubutAún no hay calificaciones
- Iii Concier-Co-96-GDocumento10 páginasIii Concier-Co-96-GincubutAún no hay calificaciones
- Guia Mayo Quimica NovenoDocumento7 páginasGuia Mayo Quimica NovenoJESSICA JULIETH RIOS ROJASAún no hay calificaciones
- Tarea 5. Análisis de Casos de Lluvia Ácida CDMX y Sinaloa.Documento5 páginasTarea 5. Análisis de Casos de Lluvia Ácida CDMX y Sinaloa.Jonathann CervantesAún no hay calificaciones
- Introducción A Los Problemas AmbientalesDocumento16 páginasIntroducción A Los Problemas AmbientalesOvidio Q CerezoAún no hay calificaciones
- Calentamiento GlobalDocumento20 páginasCalentamiento GlobalLuis MartínAún no hay calificaciones
- (ST-M-03) Manual Almacenamiento de VehículosDocumento19 páginas(ST-M-03) Manual Almacenamiento de VehículoscalidadAún no hay calificaciones
- Ciclo Del AzufreDocumento7 páginasCiclo Del AzufreAna VejarAún no hay calificaciones
- Ejemplo de Informe de Indagación Sobre La Lluvia ÁcidaDocumento4 páginasEjemplo de Informe de Indagación Sobre La Lluvia ÁcidajuanAún no hay calificaciones
- DefinicionesDocumento4 páginasDefinicionesSofia HMAún no hay calificaciones
- Oxidos de AzufreDocumento30 páginasOxidos de AzufreRichard Icaro EsparzaAún no hay calificaciones
- AntologiaDocumento8 páginasAntologiaFannylu CamaraAún no hay calificaciones
- 1o. de SecundariaDocumento46 páginas1o. de SecundariaArturo ReyesAún no hay calificaciones
- Trabajo Monografico de FisiologiaDocumento19 páginasTrabajo Monografico de FisiologiaCarlos Urbina PuzcanAún no hay calificaciones
- Contaminacion en Otuzco. MONOGRAFIADocumento20 páginasContaminacion en Otuzco. MONOGRAFIAGabriel Rodriguez AnguloAún no hay calificaciones
- Avanse Contaminacion Atmosferica Por Industria Carbonera y CaleraDocumento19 páginasAvanse Contaminacion Atmosferica Por Industria Carbonera y CaleraJoselin LunaAún no hay calificaciones
- Guía de Trabajo Autónomo - Contaminación Del AireDocumento2 páginasGuía de Trabajo Autónomo - Contaminación Del AirepazminocarlosAún no hay calificaciones
- Rendimiento Energético Del CarbónDocumento5 páginasRendimiento Energético Del CarbónKaren Michelly Abanto TerronesAún no hay calificaciones
- Energía eléctrica: desde Tesla hasta las termoeléctricasDocumento7 páginasEnergía eléctrica: desde Tesla hasta las termoeléctricasReiina Mora HerazoAún no hay calificaciones
- Medio Ambiente y EcosistemaDocumento52 páginasMedio Ambiente y EcosistemapedroAún no hay calificaciones
- Contaminación Del Aire en LimaDocumento11 páginasContaminación Del Aire en LimaRoberth L. Mendoza ReyesAún no hay calificaciones
- Efectos de ContaminacionDocumento3 páginasEfectos de ContaminacionSara VasquezAún no hay calificaciones
- CUADERNO Del SupervisorDocumento0 páginasCUADERNO Del Supervisorjefatura2100% (1)
- Origen e historia de la lluvia ácidaDocumento10 páginasOrigen e historia de la lluvia ácidaNurys Pertuz MercadoAún no hay calificaciones
- Causas de La Contaminación AmbientalDocumento1 páginaCausas de La Contaminación AmbientalAle CasaAún no hay calificaciones
- TeotihuacanDocumento3 páginasTeotihuacanhanaiespinoza6Aún no hay calificaciones
- Infografia GIADocumento5 páginasInfografia GIAPablo MontesAún no hay calificaciones
- La Verdad de Tia MariaDocumento2 páginasLa Verdad de Tia MariaCarlos ChavezAún no hay calificaciones
- Especialidad de árboles: identificación, partes y usosDocumento6 páginasEspecialidad de árboles: identificación, partes y usosMarvyn José Gomera RodríguezAún no hay calificaciones
- Contaminación aire: causas, efectos y solucionesDocumento12 páginasContaminación aire: causas, efectos y solucionesCARLOS MONASTERIOSAún no hay calificaciones
- Agua, Suelo y AireDocumento11 páginasAgua, Suelo y AireAnani Abigail Ccopa HuamanhuillcaAún no hay calificaciones
- Glosario GeografiaDocumento7 páginasGlosario GeografiaLennysAún no hay calificaciones