También podría gustarte
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Methods of DehumidificationDocumento4 páginasMethods of Dehumidificationprashant_mahitkar4532100% (3)
- MSC - Adams TutorialDocumento17 páginasMSC - Adams Tutorialjuandpg0% (1)
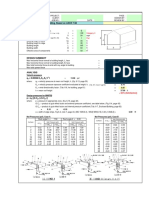
- Wind Analysis For Low-Rise Building, Based On ASCE 7-98Documento2 páginasWind Analysis For Low-Rise Building, Based On ASCE 7-98reynoldAún no hay calificaciones
- Ground Fault Protection and Coordination in Industrial and Commercial Power SystemsDocumento46 páginasGround Fault Protection and Coordination in Industrial and Commercial Power Systemsgerrzen64100% (1)
- Non Linear Analysis of RC Column PDFDocumento61 páginasNon Linear Analysis of RC Column PDFLabinotMMorinaAún no hay calificaciones
- Papagiannakis Solutions For Text BookDocumento112 páginasPapagiannakis Solutions For Text BookRishiKaithala100% (2)
- Colless, Matthew - The New CosmologyDocumento249 páginasColless, Matthew - The New CosmologyShade SemjazaAún no hay calificaciones
- ASTM D287 - 12bDocumento5 páginasASTM D287 - 12bmancjaAún no hay calificaciones
- SPDFDocumento119 páginasSPDFAli MoghiAún no hay calificaciones
- Osu 1211986132Documento105 páginasOsu 1211986132Ali MoghiAún no hay calificaciones
- 1 s2.0 S007964250800039X MainDocumento44 páginas1 s2.0 S007964250800039X MainAli MoghiAún no hay calificaciones
- Proposed Welding Procedure Specification FormatDocumento2 páginasProposed Welding Procedure Specification FormatAli MoghiAún no hay calificaciones
- 5Documento9 páginas5Ali MoghiAún no hay calificaciones
- Hahn 2016Documento12 páginasHahn 2016Ali MoghiAún no hay calificaciones
- Kore STWJ 2009Documento5 páginasKore STWJ 2009Ali MoghiAún no hay calificaciones
- 4Documento13 páginas4Ali MoghiAún no hay calificaciones
- Thibaude Au 2013Documento10 páginasThibaude Au 2013Ali MoghiAún no hay calificaciones
- Magnetic Pulse Welding Forms Lightweight Connector CasingsDocumento4 páginasMagnetic Pulse Welding Forms Lightweight Connector CasingsAli MoghiAún no hay calificaciones
- Magnetic Pulse Welding, Crimping and Forming: Cold - Clean - Strong - Cost-EffectiveDocumento12 páginasMagnetic Pulse Welding, Crimping and Forming: Cold - Clean - Strong - Cost-EffectiveAli MoghiAún no hay calificaciones
- An Investigation of Magnetic Pulse Welding of Al/Cu and Interface CharacterizationDocumento11 páginasAn Investigation of Magnetic Pulse Welding of Al/Cu and Interface CharacterizationAli MoghiAún no hay calificaciones
- 10.3233@jae 2010 1062Documento19 páginas10.3233@jae 2010 1062Ali MoghiAún no hay calificaciones
- A 09 V 19 N 1Documento13 páginasA 09 V 19 N 1Ali MoghiAún no hay calificaciones
- EMPW Joins Mixed MaterialsDocumento2 páginasEMPW Joins Mixed MaterialsAli MoghiAún no hay calificaciones
- Microstructure Characterisation of Magnetic Pulse Welded AA6061-T6 by Electron Backscattered DiffractionDocumento5 páginasMicrostructure Characterisation of Magnetic Pulse Welded AA6061-T6 by Electron Backscattered DiffractionAli MoghiAún no hay calificaciones
- Bonding PresentationDocumento20 páginasBonding PresentationAli MoghiAún no hay calificaciones
- File:Rogowsky Coil - PNG: From Wikipedia, The Free EncyclopediaDocumento3 páginasFile:Rogowsky Coil - PNG: From Wikipedia, The Free EncyclopediaAli MoghiAún no hay calificaciones
- Magnetic Pulse Welding Forms Lightweight Connector CasingsDocumento4 páginasMagnetic Pulse Welding Forms Lightweight Connector CasingsAli MoghiAún no hay calificaciones
- How Rogowski Coils Measure ACDocumento1 páginaHow Rogowski Coils Measure ACAli MoghiAún no hay calificaciones
- Bonding PresentationDocumento20 páginasBonding PresentationAli MoghiAún no hay calificaciones
- Numerical Study of Joining Process in Magnetic Pressure Seam WeldingDocumento6 páginasNumerical Study of Joining Process in Magnetic Pressure Seam WeldingAli MoghiAún no hay calificaciones
- Materia Ls and Design: Xu Zhidan, Cui Junjia, Yu Haiping, Li ChunfengDocumento10 páginasMateria Ls and Design: Xu Zhidan, Cui Junjia, Yu Haiping, Li ChunfengAli MoghiAún no hay calificaciones
- Shiven Am EhDocumento4 páginasShiven Am EhAli MoghiAún no hay calificaciones
- Course Handout Rev1Documento69 páginasCourse Handout Rev1Ali MoghiAún no hay calificaciones
- SciencedirectDocumento2 páginasSciencedirectAli MoghiAún no hay calificaciones
- 2009 - 16.5 Asme B 2003 - 16.5 Asme B: NPS 24 NPSDocumento307 páginas2009 - 16.5 Asme B 2003 - 16.5 Asme B: NPS 24 NPSAli MoghiAún no hay calificaciones
- Explosion Welding Between St14 and Ms90 (WeldingWorld)Documento11 páginasExplosion Welding Between St14 and Ms90 (WeldingWorld)Ali MoghiAún no hay calificaciones
- Control Valves PDFDocumento73 páginasControl Valves PDFAli MoghiAún no hay calificaciones
- National Level E-Conference On Innovative Trends in MechanicalDocumento16 páginasNational Level E-Conference On Innovative Trends in MechanicalA BBAún no hay calificaciones
- IEEE 4 Node Test Feeder Revised Sept. 19, 2006Documento9 páginasIEEE 4 Node Test Feeder Revised Sept. 19, 2006Town Obio EteteAún no hay calificaciones
- Str-A6051 52 53 59 61 62 69 79Documento13 páginasStr-A6051 52 53 59 61 62 69 79Александр АндриановAún no hay calificaciones
- Errata FE WasimDocumento4 páginasErrata FE WasimchafobostonAún no hay calificaciones
- Aliasgar Dedanwala - Gizmo Circuits and ResistanceDocumento6 páginasAliasgar Dedanwala - Gizmo Circuits and ResistanceJonan SotoAún no hay calificaciones
- Quantum NumbersDocumento2 páginasQuantum NumbersWong Weng SiongAún no hay calificaciones
- Term 1 - Physics Part 2Documento11 páginasTerm 1 - Physics Part 2Gaming TriadAún no hay calificaciones
- Observer-Based Monitoring of Heat ExchangersDocumento10 páginasObserver-Based Monitoring of Heat ExchangersMiguel LópezAún no hay calificaciones
- Mechanisms Design L 2-1 IntroductionStructural Analysis of MechanismsDocumento24 páginasMechanisms Design L 2-1 IntroductionStructural Analysis of MechanismsaliAún no hay calificaciones
- 2018 Experimental and CFD Analysis of Solar Air Heater With Rectangular ShapedDocumento5 páginas2018 Experimental and CFD Analysis of Solar Air Heater With Rectangular ShapedaliAún no hay calificaciones
- Physics Investigatory ProjectDocumento18 páginasPhysics Investigatory ProjectRΛJIBUL ISLΛMAún no hay calificaciones
- Analysis and Design of Underpass RCC BridgeDocumento7 páginasAnalysis and Design of Underpass RCC Bridgeaaditya chopadeAún no hay calificaciones
- 3-7 Fluids in Rigid-Body Motion: - We ObtainedDocumento6 páginas3-7 Fluids in Rigid-Body Motion: - We ObtainedAsmaa Ali El-AwadyAún no hay calificaciones
- Tut4 OLET1640 Astro Student Answer SheetDocumento4 páginasTut4 OLET1640 Astro Student Answer Sheetdesheng wangAún no hay calificaciones
- Kid-sized humanoid robot design paperDocumento4 páginasKid-sized humanoid robot design paperHimanshu VermaAún no hay calificaciones
- Models - Mph.heat Transient AxiDocumento6 páginasModels - Mph.heat Transient AxiAnonymous sAmJfcVAún no hay calificaciones
- Modern Materials' Atomic StructureDocumento47 páginasModern Materials' Atomic StructureAngelica MartinezAún no hay calificaciones
- 1-Classification of Waves-16-02-2023Documento12 páginas1-Classification of Waves-16-02-2023efewfwedawasAún no hay calificaciones
- Pysical Organic Chapter OneDocumento34 páginasPysical Organic Chapter OneTeferaAún no hay calificaciones
- Test Planner-Repeater Course - 2023-2024 - (Phase-03)Documento2 páginasTest Planner-Repeater Course - 2023-2024 - (Phase-03)SbjAún no hay calificaciones
- Line-Scanning Laser Scattering System For Fast Defect Inspection of A Large Aperture SurfaceDocumento10 páginasLine-Scanning Laser Scattering System For Fast Defect Inspection of A Large Aperture SurfaceAyman IsmailAún no hay calificaciones