Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Analisis Del Sistema de Deshidratación en Una Planta de Extracción
Analisis Del Sistema de Deshidratación en Una Planta de Extracción
Cargado por
Macarena Báez LozadaDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Analisis Del Sistema de Deshidratación en Una Planta de Extracción
Analisis Del Sistema de Deshidratación en Una Planta de Extracción
Cargado por
Macarena Báez LozadaCopyright:
Formatos disponibles
Rev. Tc. Ing. Univ. Zulia. Vol.
30, Edicin Especial, 464 - 471, 2007
Analysis of the system of dehydration of natural
gas with triethylene glicol of a plant of extraction
of liquids
Fidelina Moncada*, David Molina, Hernn Raven e Iliana Salazar
Departamento de Ingeniera Qumica, Universidad de Oriente, Ncleo de Anzotegui.
Barcelona, Venezuela. Fax (0281) 4203245. * fidelina@cantv.net
Abstract
Natural gas and petroleum are found in the subsoil content in the porous spaces of certain rocks, in
geological structures called fields and they are in contact with water. The contained water in the natural
gas can be combined with molecules of low molecular weight and that may cause hydrate formation at
lowtemperature conditions that may plug the valves and fittings in gas pipeline. In addition, water vapor
in natural gas pipelines may condense, causing sluggish flow conditions and may cause corrosion difficulties when it reacts with hydrogen sulfide or carbon dioxide commonly present in gas streams. It is necessary to remove water vapor present in a gas streams and the most effective practice to remove water from
natural gas streams is to use triethylene glycol (TEG) as the dehydrating agent. In this work we analyzed
the effects of various operating parameters such as temperature, formation of foam, high consumption,
circulation rate and solvents losses in the system of dehydration of natural gas with TEG of a liquids extraction plant, the process simulator (Hysys 3.2) is used to simulate complete TEG dehydration flowsheet.
Key words: Natural gas; dehydration; triethylene glycol (TEG).
Anlisis del sistema de deshidratacin de gas natural
con trietilenglicol de una planta de extraccin
de lquidos
Resumen
El gas natural como el petrleo, se encuentra en el subsuelo, contenido en los espacios porosos de
ciertas rocas, en estructuras geolgicas denominadas yacimientos y estn en contacto con agua. El agua
contenida en el gas natural puede combinarse con molculas de bajo peso molecular y formar un slido,
los hidratos, estos se consideran peligrosos porque bloquean las lneas de transmisin, vlvulas y los
equipos de proceso. Adems, el agua puede causar corrosin cuando reacciona con el H2S o el CO2 comnmente presentes en el gas natural. Para evitar esos problemas, el gas es deshidratado y una de las formas es con trietilenglicol. En el presente trabajo se realiz un anlisis del efecto de la temperatura, formacin de espuma, tasa de recirculacin y prdidas de TEG del sistema de deshidratacin de gas natural con
trietilenglicol de una planta de extraccin de lquidos, mediante un estudio de las propiedades fisicoqumicas del TEG y utilizando un simulador de procesos en estado estacionario (Hysys 3.2). La simulacin
del proceso de deshidratacin con TEG se realiz a las condiciones de diseo y de operacin.
Palabras clave: Gas natural, deshidratacin, trietilenglicol.
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
Deshidratacin de gas natural con trietilenglicol en una planta de extraccin de lquido
465
Introduccin
Procedimiento
El gas natural proveniente de las estaciones
de flujo, se transporta hacia la planta de compresin y posteriormente se lleva a las plantas criognicas, en donde se obtienen en estado lquido,
los componentes hidrocarburos ms pesados
contenidos en la corriente (principalmente propano e hidrocarburos ms pesados) los lquidos
del gas natural LGN [1, 2].
La metodologa empleada en el presente
trabajo consta de varias etapas las cuales se
mencionan a continuacin.
El proceso de extraccin de lquidos del gas
natural, se inicia con la entrada de gas a las
trampas recolectoras de lquidos, depuradores y
filtros de entrada, donde se retiran las impurezas, luego pasa por los sistemas de deshidratacin que permiten en conjunto, remover el contenido de agua a niveles inferiores de 0,1 ppm en
volumen [3].
La deshidratacin del gas natural es importante en la produccin de gas natural puesto que,
una deshidratacin efectiva previene la formacin de hidratos [4] de gas, disminuye la corrosin en las tuberas y mejora la eficiencia en las
mismas al reducir la acumulacin de lquido en
la parte baja de la lnea. La eliminacin del agua
del gas natural se conoce como proceso de deshidratacin del gas natural, y se realiza en una columna de absorcin utilizando algn absorbente
del agua, como el trietilenglicol (TEG) [5]. El TEG
rico en agua, que sale de la columna debe ser regenerado mediante destilacin, para devolverlo a
la columna de absorcin. Para lograr una mayor
deshidratacin se utiliza la adsorcin con tamices moleculares [6].
El sistema de deshidratacin con trietilenglicol puede presentar una variedad de problemas operacionales (inadecuada relacin gas/glicol al absorbedor, alta temperatura en los rehervidores [7], presencia de slidos en el glicol entre
otros) que de una u otra forma afectan su eficiencia en la remocin de agua hasta los niveles esperados (4-5 lb/MMPCE) e igualmente puede incrementar las prdidas de TEG.
La importancia de este trabajo radica en el
estudio de las causas que ocasionan las prdidas
de TEG, debido al consumo excesivo de este qumico que actualmente se origina en el sistema de
deshidratacin de gas natural con glicol.
1. Simulacin del proceso
de deshidratacin con TEG
Para simular el proceso de deshidratacin
de gas natural con TEG, se utiliz el simulador de
proceso HYSYS 3.2. Los criterios de simulacin
utilizados fueron: ecuacin de estado [8] Peng-Robinson, la cual se seleccion en funcin de los
componentes de las corrientes y de los rangos de
temperatura y presin manejados, la eficiencia de
la columna absorbedora 62%, la columna de destilacin consta de un condensador total, un rehervidor y tres platos ideales, la temperatura del
rehervidor se fij en 400F y del condensador en
212F. Las variables de diseo y operacin fueron
tomadas de una planta de deshidratacin con
TEG, existente en el Oriente de Venezuela y que a
su vez tambin sirvieron como referencia en la
aceptacin del modelo de simulacin [9].
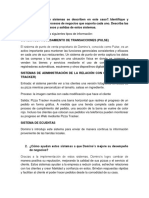
Los equipos involucrados en el proceso que
fueron simulados en el caso diseo son: Filtro/separador de gas de entrada, contactor TEG,
desasfaltenizador TEG, flash tank de glycol, tambor KO. de glicol, columnas destiladoras de glicol, despojadores de glicol, acumulador de glicol,
intercambiadores de glicol pobre/glicol rico No.1,
intercambiadores de glicol pobre/ glicol rico N 2,
rehervidores de glicol, bombas de glicol y enfriador de aire del glicol pobre. En la Figura 1 se observa un esquema del proceso.
Las condiciones de entrada del gas a la planta deshidratadora fueron: temperatura 120F,
presin 1.205 psia, flujo de gas 44.023,9 lbmol/h.
El glicol que entra a la torre absorbedora presenta
las siguientes caractersticas: temperatura 130F,
presin 1.255 psia, flujo 450 lbmol/ h. La validacin [10] del esquema de simulacin caso diseo,
se realiz con los datos de operacin real y luego se
procedi a comparar los resultados.
2. Alto consumo de trietilenglicol
Se realiz un seguimiento en la planta de
extraccin de lquidos del gas natural, de las ope-
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
466
Moncada et al.
ABSORBEDORA
REGENERADOR
TANQUE DE EXPANSIN
Figura 1. Diagrama de Flujo de una Unidad Tpica de Deshidratacin con TEG.
raciones en el sistema de deshidratacin con
TEG [11]. Normalmente las prdidas de glicol que
estn asociadas a la operacin, se encuentran en
un rango comprendido entre 0,05 y 0,10 galones
de TEG/MMPCE de gas tratado [2]. En la Tabla 1,
se presentan los consumos de glicol y el flujo de
gas de entrada promedio.
El GPSA (Gas Processing Society American)
[12], establece como posibles causas de prdidas
de glicol en sistemas de deshidratacin utilizando torres de absorcin, y sistemas de regeneracin con rehervidores, los siguientes: la formacin de espuma, alta velocidad del gas en el absorbedor, temperatura de solucin de glicol pobre
muy alta, taponamiento de platos en el absorbedor, alto flujo del gas de despojamiento, degradacin de la solucin de glicol, vaporizacin de glicol por el tope de la columna destiladora, fugas
en la bomba de glicol y niveles inadecuados en los
equipos del sistema.
Tabla 1
Consumo de TEG y gas de entrada
Mes
Consumo TEG
(gal)
Gas de Entrada
(MMPCED)
Enero
2.100
387
Febrero
1.680
389
Marzo
2.100
387
Abril
2.893
377
des fisicoqumicas, especialmente los parmetros de altura y estabilidad de formacin.
a. Prdidas de glicol en el contactor
TEG
La velocidad excesiva del gas dentro de la
torre contactora es una de las causas de prdidas
de glicol por arrastre; stas pueden disminuirse
utilizando un eliminador de neblina. Para el desarrollo de este punto se estim la velocidad del
gas en el absorbedor, la cual es una torre con platos de burbujeo y tiene eliminador de niebla de
malla alambre.
La formacin de espuma es uno de los problemas operacionales de mayor gravedad para
un sistema de deshidratacin con glicol. Para determinar su existencia, se tomaron muestras de
soluciones de glicol circulante (glicol pobre y glicol rico) en la planta, se analizaron sus propieda-
Si en la columna de absorcin el diferencial
de la temperatura entre el gas de entrada y el glicol pobre es alto, puede inducir la formacin de
espuma en el equipo, dependiendo del contenido
de hidrocarburos que contenga el glicol en el momento de entrada a la torre de absorcin. Para
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
Deshidratacin de gas natural con trietilenglicol en una planta de extraccin de lquido
este caso, se obtuvieron los datos de las temperaturas del glicol a la entrada del contactor TEG y el
diferencial de temperatura de glicol (TEG) con el
gas de entrada.
b. Prdidas de glicol en la unidad
de regeneracin
En el sistema de regeneracin del TEG se
utiliza gas de despojamiento, este flujo no debe
ser tan alto para evitar que los vapores que ascienden en la columna de destilacin y que salen
por el tope de la columna arrastren el glicol. Para
un mejor anlisis, se emplearon como parmeteros los flujos de gas de despojo y los caudales de
TEG rico.
La vaporizacin del glicol por el tope de la
columna de destilacin, es una de las causas de
prdida ms comn en el sistema de deshidratacin. El condensador de reflujo o serpentn ubicado a la salida de las torre destiladoras es quien
mantiene la temperatura adecuada para no vaporizar en exceso el glicol. Por esta razn, se revis la temperatura del tope de las columnas destiladoras de glicol.
3. Anlisis de las soluciones
de trietilenglicol
Mediante la caracterizacin realizada a
muestras de trietilenglicol (pobre y rico) de la torre absorbedora y del tanque de almacenamiento
se determin el contenido de hidrocarburos, slidos, agua y otros.
Esta evaluacin permiti identificar problemas operacionales (contaminacin de glicol,
corrosin, formacin de espuma, etc.), los cuales afectan la eficiencia del proceso. Las propiedades fisicoqumicas determinadas pueden ser
comparadas con especificaciones establecidas
en el diseo.
El anlisis de variables de las corrientes y
equipos involucrados en el proceso de deshidratacin con TEG fue fortalecido con la recoleccin
de datos de los diferentes parmetros de operacin en el sistema de control ubicado en la sala de
control de la planta, permitiendo un estudio detallado de las variaciones ocurridas en el sistema
deshidratador, as como reconocer las operaciones que se efectan actualmente que no estn de
acuerdo con el proceso original.
467
Resultados y Discusin
1. Simulacin del proceso
de deshidratacin con TEG
La creacin del esquema de simulacin
para el caso diseo del sistema de deshidratacin
con TEG, se desarroll introduciendo valores de
temperatura, presin, flujo y composicin suministradas por las especificaciones de diseo (data
sheets) para las distintas corrientes del modelo,
las cuales sirvieron como medio de comparacin
entre los valores de la simulacin.
En la Tabla 2, se observa que los porcentajes reproducen las especificaciones obtenidas de
los diseadores de la planta y representan un
margen de error aceptable siendo menores al
8,57% para la temperatura de la corriente
VAPORES FLASH, confirmando la similitud entre
las variables de mayor importancia del mismo
proceso de deshidratacin.
2. Alto consumo de trietilenglicol
Las operaciones que normalmente se hacen
en plantas de glicol se encuentran vinculadas a
prdidas de la solucin, encontrndose entre
0,05 y 0,10 galones de TEG por MMPCE de gas
tratado [2]. En la Tabla 3 se encuentran los volmenes de glicol suministrados al sistema y las
prdidas en galones por milln de pies cbicos
estndar. Los datos indican que existen irregularidades en el sistema, debido a las condiciones
actuales en la que se desarrolla la operacin de
absorcin y regeneracin, reportndose prdidas
que se encuentran entre 0,144 y 0,256 gal/
MMPCE, las cuales se calcularon con el flujo de
agua que sale por el tope de la regeneradora y las
fracciones molares de agua y TEG.
El consumo de TEG, dependiendo del flujo
de gas tratado, se considera alto motivado por las
prdidas de solucin de glicol. En la Figura 2 se
muestran los cambios con respecto a las prdidas en el ao en curso.
En la Figura 3 se observa que este problema operacional tambin se refleja en los volmenes consumidos por el sistema en los distintos
meses en que se realiz el seguimiento, donde el
valor mximo es de 10.950 L/mes, con un mnimo obtenido en operacin de 6.360 L/mes, su-
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
468
Moncada et al.
Tabla 2
Comparacin de los valores de las variables obtenidas en la simulacin caso diseo
Gas Contactor
Variables
Valor Terico
Valor Simulado
% Desviacin
Temperatura (F)
120
120
0,00
Flujo (lbmol/h)
450
468,8
4,18
Temperatura (F)
123
122,8
0,163
Presin (psia)
1200
1200
0,00
Flujo (lbmol/h)
43907,5
43810
0,222
Temperatura (F)
122
121,2
0,656
Presin (psia)
1203
1203
0,00
Flujo (lbmol/h)
566,43
581
2,57
Temperatura (F)
175
190
8,57
Presin (psia)
40
40
0,00
Flujo (lbmol/h)
0,88
0,9114
3,57
Presin (psia)
25
25
0,00
Flujo (lbmol/h)
539,6
554,8
2,82
Temperatura (F)
201
212
5,47
Presin (psia)
15
15
0,00
Flujo (lbmol/h)
124,7
122,9
1,44
Flujo (lbmol/h)
35
36,7
4,86
Presin (psia)
15
15
0,00
Temperatura (F)
135
135
0,00
Presin (psia)
65
65
0,00
Flujo (lbmol/h)
25,94
26,11
0,655
TEG Pobre
Gas Seco
TEG Rico
Vapores Flash
TEG Rico 2
Vapor Agua
Gas Stripping
Alimentacion TEG
A Gas Combustible
Tabla 3
Consumo y prdidas de TEG
Mes
Consumo
(L)
Prdidas
(gal TEG/MMPCE)
Enero
7.950
0,181
Febrero
6.360
0,144
Marzo
Abril
7.950
0,181
10.950
0,256
0,3
PERDIDAS(gal/MMPCE)
Corrientes
0,25
0,2
0,15
0,1
PERDIDAS TEG
0,05
ACEPTABLE
0
Enero
Febrero
Marzo
Abril
MES
Figura 2. Prdidas de trietilenglicol por gas
procesado.
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
VOLUMEN (L)
Deshidratacin de gas natural con trietilenglicol en una planta de extraccin de lquido
12000
CONSUMO TEG
10000
RECOMENDADO
en el contactor TEG, el cual puede aumentar dependiendo de la riqueza del gas de entrada pero
es importante tratar de disminuir la estabilidad
de dichas espumas, ya que segn estos anlisis
la espuma se est formando en los equipos de regeneracin de glicol.
8000
6000
4000
2000
0
Enero
Febrero Marzo
469
Abril
MES
Figura 3. Consumo de trietilenglicol.
perando ampliamente lo recomendado por el fabricante (2.782 L/mes).
a. Prdidas de glicol en el contactor
TEG
Para el estudio de las prdidas de glicol en
la columna de absorcin se analizaron los siguientes parmetros: formacin de espuma, velocidad del gas, temperatura del TEG a la entrada
de la columna de absorcin.
En el anlisis de la altura de formacin y
tiempo de estabilidad en la espuma formada en el
glicol pobre y glicol rico (se coloc una muestra de
glicol dentro de un cilindro graduado de vidrio o
plstico, se sell y agit el cilindro fuertemente
por 10 segundos, se coloc en una superficie horizontal en reposo), se encontr que como no sobrepasan los valores recomendados de 200 mL y
5 segundos, se considera muy estable. Esta estabilidad en el tiempo de ruptura puede traer como
consecuencia una relacin inadecuada entre el
gas y el glicol pobre causando prdidas de la solucin por arrastre y una ineficiente remocin de
agua contenida en el gas de entrada.
Con respecto al anlisis de glicol rico, los resultados obtenidos en estas soluciones fueron
mayores de 700 mL para la altura de formacin y
tiempos de estabilidad superiores a 3.600 segundos, claramente por encima de los valores recomendados para las caractersticas de las espumas. En el glicol rico se puede esperar que los parmetros recomendados, referentes a las caractersticas que presenta una espuma, sean superados debido a la condensacin de hidrocarburos
El flujo de gas de entrada promedio que se
debe manejar por diseo en la absorbedora es de
358,66 MMPCED, actualmente se estaba manejando un flujo de gas de entrada promedio de 373
MMPCED, excediendo el valor permisible, este
caudal puede ocasionar altas prdidas de TEG al
ser arrastrado por el flujo de gas, lo cual se observ aguas abajo del sistema de deshidratacin con
glicol. Las velocidades altas daan el eliminador
de neblina permitiendo que el arrastre de TEG
sea mayor, ya que el gas a estas condiciones levanta el glicol llevndoselo aguas abajo del sistema de deshidratacin.
Con respecto a la temperatura del glicol de
entrada, se obtuvieron los diferenciales de temperatura entre el gas de entrada al contactor TEG
y el glicol pobre circulado. Los datos muestran
variaciones de temperatura entre los das que
fueron evaluados a diferentes condiciones de
temperatura del gas a la entrada.
Segn Martinez y Campbell [2, 13] la temperatura de la solucin de glicol pobre debe estar
de 10 a 15F por encima de la temperatura del
gas; en los datos tomados del sistema de control,
se observaron cambios en la temperatura del glicol pobre que van de 10 a 18F superando los valores recomendados. En consecuencia es posible
la formacin de espuma en el contactor TEG dependiendo del contenido de hidrocarburos que
pueda tener la solucin de glicol a una temperatura ms alta pero en las fechas en que se produjo esa operacin las caractersticas de la espuma
cumplan con los parmetros recomendados.
Sin embargo, hay que destacar que el diferencial de temperatura slo fue excedido en un
valor mximo de 3F.
b. Prdidas de glicol en la unidad
de regeneracin
Existen valores recomendados de gas de
despojamiento de 2 a 7,8 PCE/gal TEG para los
rehervidores de glicol, que permiten una mejor remocin de agua en el glicol rico. Las relaciones de
gas de despojamiento por volumen de glicol que se
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
470
Moncada et al.
glicol. Del agua total que sale vaporizada del sistema de regeneracin, la concentracin de TEG
debe estar en 0,5% p/p como mximo [2]. En estos momentos para las columnas destiladoras de
glicol es de 1,25% p/p y 1,11% p/p, respectivamente.
obtuvieron estn por debajo de los parmetros de
recomendacin en los mnimos obtenidos.
Cuando se circulaba un mayor caudal de
glicol rico, se observ que se realizaron inyecciones de gas de despojamiento en menor cantidad;
debido a esta situacin, se tenda a la disminucin de la relacin entre los volmenes de gas de
despojamiento y del trietilenglicol, pero tambin
suceda lo contrario: para un caudal de glicol menor se suministraba una cantidad mayor de gas
para despojamiento (stripping), aumentando la
relacin antes mencionada. Mantener estas variables en los valores recomendados incrementar el nivel de regeneracin de TEG, debido a que a
mayor flujo de gas de despojamiento menor ser
el contenido de agua en la solucin de glicol, obtenindose una mayor remocin.
3. Anlisis del sistema de
deshidratacin con trietilenglicol
El nivel de glicol en la absorbedora es muy
bajo, siendo de 0,3%. En este equipo, se debe mantener un nivel de 30% de glicol como mnimo para
obtener un sello de lquido en la parte inferior de la
absorbedora [14]; esta importante variable de operacin no ha sido alcanzada en mucho tiempo.
A este nivel menor de 1%, no existe sello de
glicol que evite que el gas fluya por el rea abierta en la parte baja de este recipiente, en lugar de
pasar a travs de los platos y ponerse en contacto con el TEG pobre que desciende. Otro problema que se agrega a la prdida de nivel en la columna de absorcin de TEG, y la falta de sello lquido, es que el gas de entrada a alta presin
pasa al sistema de regeneracin, que es de baja
presin.
Las prdidas de TEG por vaporizacin actualmente son excesivas y estn alejadas de los
valores recomendados. De acuerdo a los datos
adquiridos, en la Figura 4 se observan las temperaturas de tope o chimenea de las columnas destiladoras de glicol del sistema de deshidratacin.
Estas temperaturas altas son debidas a los bajos
flujos de glicol que pasan por los serpentines, resultando en una transferencia de calor baja entre
el TEG rico y los vapores salientes por el tope de
las columnas destiladoras de glicol, permitiendo
que el trietilenglicol fluya con los gases de salida
a la atmsfera.
La vlvula encargada de controlar el nivel
de glicol en el absorbedor de TEG y la disminucin de la presin de trietilenglicol rico que pasa
a la regeneracin, est operando manualmente
por no haber nivel en el equipo; dicha vlvula en
operacin normal debera ser automtica. Para
obtener un nivel de TEG apropiado en el adsorbedor, se le debe suministrar un volumen de
3.229,16 litros.
D2.12.0306
D2.12.0335
5
/0
/0
5
05
03
/0
5
01
/0
4
29
/0
27
4
/0
/0
4
/0
4
25
23
4
/0
21
/0
4
19
17
15
/0
13
/0
11
/0
4
235
230
225
220
215
210
205
200
195
Temperatura(F)
En las columnas en estudio, las temperaturas en el tope son diferentes, siendo la de valor
ms elevado en esta variable la que presenta mayores prdidas de TEG, sin embargo, ambas columnas vaporizan altas cantidades de trietilen-
DIA
Figura. 4. Temperaturas de tope en las columnas destiladoras de glicol.
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
Deshidratacin de gas natural con trietilenglicol en una planta de extraccin de lquido
Con la realizacin de esta operacin el glicol
contenido en las bandejas estar menos expuesto al arrastre por parte del gas disminuyendo el
consumo de TEG por velocidad alta del gas de entrada.
471
Conf and Exhibit, SPE 84350, Denver Colorado, October. (2003).
6.
Gandhidasa, P. Abdulghani A. Al-Farayedhi
and Al-Mubarak A. Dehydration of natural
gas using solid desiccants, Energy, Volume
26, Issue 9, Pages 855-868. (2001).
7.
Los altos consumos de TEG en el sistema de
deshidratacin con glicol, son causados por la
alta velocidad del gas en la columna de absorcin
de TEG, vaporizacin del glicol en las columnas
destiladoras y niveles inadecuados en los equipos del sistema.
Gandhidasan, P. Parametric Analysis of
Natural Gas Dehydration by a Triethylene
Glycol Solution, Energy Sources, Volume
25, Number 3, pages 189-201, (2003).
8.
El aumento de flujo de glicol rico hacia los
serpentines permite disminuir las temperaturas
en el tope de las columnas destiladoras y en el
flash tank de glicol.
Twu, C H; Tassone, V; Sim, W D; Watanasiri,
S. Advanced equation of state method for
modeling TEG-water for glycol gas dehydration Fluid Phase Equilibrium. Vol. 228-229,
no. Complete, pp. 213-221. Feb. (2005).
9.
Morales, G., Gilda; Cabrera, D y Mercado, L.
Simulacin de Procesos de Acondicionamiento de Gas Natural, Congreso Regional
de Ciencia y Tecnologa NOA. (2002).
Conclusiones
El Sistema de deshidratacin de gas natural con TEG ser ms eficiente al reponer los niveles de TEG en equipos como el Contactor TEG,
Desasfaltenizador TEG, Flash Tank de Glicol y
Acumulador de Glicol.
Referencias bibliogrficas
1.
Martinez. M. J. Ingeniera de Gas. Principios
y Aplicaciones. Ingenieros Consultores. s.r.l.,
Maracaibo-Venezuela. (1998).
2.
Martnez, M. Deshidratacin del Gas Natural, Ingenieros Consultores s.r.l., Maracaibo
(2003).
3.
Kimberly C. Covington, J Collie III, Behrens,
S. Selection of Hydrate Suppression Methods for Gas Streams, Proceedings of the Seventy-Eight GPA Annual Convention. Nashville, TN: Gas Processors Association, pp
46-52 (1999).
4.
Hammerschmidt, E. Formation of Gas Hydrates in Natural Gas Transmission Lines,
industrial and engineer chemistry, (1934).
5.
Cooley, C., Wallace, B.K., Gudimetla, R. Hydrate prevention and methanol distribution
on Canyon Express, SPE Annual Technical
10. Duran, M y Castillo, E. Aplicacin de Esquemas de Control Avanzados de Proceso de
Deshidratacin del Gas Natural. Scientia et
Technical Ao X, N 24, UTP. (2004).
11. Prez, J., Daz, R., Infantini, M. y Marzuka,
S., Estudio para Determinar el Mejor
Esquema de Acondicionamiento en la Planta
de Extraccin San Joaqun Revista de la Facultad de Ingeniera de la U.C.V., Vol. 20,
N 2, pp.73-84. (2005).
12. Gas Processing Society American. Engineering Data Book, Volumen II, Tulsa, USA.
(1998).
13. Campbell, J. Gas Conditioning and Processing. Editorial John M. Campbell & Company,
Volumen I, (2000).
14. Manning, W.P.; Wood, H.S. Guidelines for
glycol dehydrator design, Hydrocarbon Processing; Vol/Issue: 72:2, Pages: 87-92.
(1993).
Recibido el 30 de Junio de 2006
En forma revisada el 30 de Julio de 2007
Rev. Tc. Ing. Univ. Zulia. Vol. 30, Edicin Especial, 2007
También podría gustarte
- Montaje de Transformadores de PotenciaDocumento20 páginasMontaje de Transformadores de PotenciaVictor Carhuaricra Segura100% (1)
- Caso Dominos PizzaDocumento2 páginasCaso Dominos PizzaMelo CastillaAún no hay calificaciones
- Cuestionario Legislacion InformaticaDocumento6 páginasCuestionario Legislacion InformaticaarcimaAún no hay calificaciones
- Generadores SíncronosDocumento20 páginasGeneradores SíncronosMario Samuel May Castillo100% (1)
- MÓDULO 1. Area IDocumento92 páginasMÓDULO 1. Area IWilder PACHECO67% (3)
- Análisis de Estructuras Huecas Invertidas Colocadas Sobre Suelos ExpansivosDocumento8 páginasAnálisis de Estructuras Huecas Invertidas Colocadas Sobre Suelos ExpansivosRonaldAún no hay calificaciones
- Capacitacion en SuspensionDocumento31 páginasCapacitacion en SuspensionCDA CalarcaAún no hay calificaciones
- Moto2014 PDFDocumento55 páginasMoto2014 PDFFernando Rodrigo Lazo PelàezAún no hay calificaciones
- Tipos de Sistemas de Producción ProducciónDocumento6 páginasTipos de Sistemas de Producción ProducciónpedrosandovalbAún no hay calificaciones
- Ejercicio SAPDocumento19 páginasEjercicio SAPFrancisco Gabriel Cruz MexAún no hay calificaciones
- Manual Estufa A PelletDocumento23 páginasManual Estufa A Pelletmanuel andres jimenez garcesAún no hay calificaciones
- Practica 6 Electricidad y Magnetismo ESIME ZacatencoDocumento17 páginasPractica 6 Electricidad y Magnetismo ESIME ZacatencoBriantAsAún no hay calificaciones
- Ee 1 - 2025Documento58 páginasEe 1 - 2025Melissa Rivera CaballeroAún no hay calificaciones
- Medios de Transmisión Inalámbricos.Documento3 páginasMedios de Transmisión Inalámbricos.wilson herreraAún no hay calificaciones
- Matriz de Licencias Lasp PDFDocumento2 páginasMatriz de Licencias Lasp PDFKate HowardAún no hay calificaciones
- Amcd Amcd-429 Ejercicio t003 10 DiaDocumento3 páginasAmcd Amcd-429 Ejercicio t003 10 DiaAlexis GarridoAún no hay calificaciones
- Sistema BEA Impreso El: 15/01/22 21:02:00 Impreso Por: Reporte Diario de Vueltas AdministradorDocumento1 páginaSistema BEA Impreso El: 15/01/22 21:02:00 Impreso Por: Reporte Diario de Vueltas AdministradorOziel Ramirez OrtegaAún no hay calificaciones
- Motores Freno MGMDocumento6 páginasMotores Freno MGMJose Cantero CastilloAún no hay calificaciones
- Servidor DHCP en Centos 5Documento17 páginasServidor DHCP en Centos 5Yimy Fernando Pérez MedinaAún no hay calificaciones
- Lecho de Secado de LodosDocumento2 páginasLecho de Secado de LodosYony Baez VillafuerteAún no hay calificaciones
- Ficha Tecnica 91KC917HSANDocumento1 páginaFicha Tecnica 91KC917HSANmaximiliano gagliardiAún no hay calificaciones
- Analizador de Espectros: I. ObjetivosDocumento6 páginasAnalizador de Espectros: I. ObjetivosBrandon Bryan Ramos LopezAún no hay calificaciones
- Problemas 3 ALU 19IDocumento3 páginasProblemas 3 ALU 19ICristian VidalAún no hay calificaciones
- Caja Reductora de Velocidad de Tres TransmisionesDocumento12 páginasCaja Reductora de Velocidad de Tres TransmisionesESTEBAN MEDINA FERNANDEZAún no hay calificaciones
- Caso Semana8Documento14 páginasCaso Semana8Cecilia AlonzoAún no hay calificaciones
- Guia 2 CUESTIONARIO SECDocumento5 páginasGuia 2 CUESTIONARIO SECFrancisco LopezAún no hay calificaciones
- Características de Los Primeros ChipsetDocumento8 páginasCaracterísticas de Los Primeros ChipsetAlison CalderonAún no hay calificaciones
- Tema 3 - Componentes Resistivos (1ºITE)Documento24 páginasTema 3 - Componentes Resistivos (1ºITE)Rosa Sánchez AtocheAún no hay calificaciones
- Medicion Del Impacto Del Trafico Pesado en El AMBDocumento17 páginasMedicion Del Impacto Del Trafico Pesado en El AMBJohan Andres NavarroAún no hay calificaciones