También podría gustarte
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Principles of Geotechnical Engineering, SI Edition 9th Edition by Braja M. Das, Khaled Sobhan Solution ManualDocumento14 páginasPrinciples of Geotechnical Engineering, SI Edition 9th Edition by Braja M. Das, Khaled Sobhan Solution ManualJehan Pahlevi100% (1)
- Exercise 8 Full ReportDocumento41 páginasExercise 8 Full ReportPrincess Requiso100% (2)
- Harmonic Patterns GuideDocumento51 páginasHarmonic Patterns GuideUNSA MANI SAON88% (8)
- The History and Physics of Magnetic Particle InspectionDocumento51 páginasThe History and Physics of Magnetic Particle InspectiondaemsalAún no hay calificaciones
- Head Loss Pipe Fitting ValveDocumento14 páginasHead Loss Pipe Fitting ValvePhạm Quang HuyAún no hay calificaciones
- Erico System 3000Documento12 páginasErico System 3000Juan E Torres M67% (3)
- A Study On Cohesive Zone ModelDocumento19 páginasA Study On Cohesive Zone ModelabishayAún no hay calificaciones
- Subsea PLEM & PLET - Theory & Application PDFDocumento127 páginasSubsea PLEM & PLET - Theory & Application PDFPaolo BertolliAún no hay calificaciones
- Bid Ling Meyer 1984Documento12 páginasBid Ling Meyer 1984geanAún no hay calificaciones
- Bellco PL 2015 EnglDocumento36 páginasBellco PL 2015 EnglgeanAún no hay calificaciones
- Nota TécnicaDocumento6 páginasNota TécnicageanAún no hay calificaciones
- 1 130821233042 Phpapp02Documento202 páginas1 130821233042 Phpapp02geanAún no hay calificaciones
- Analysis of 25 Underivatized Amino Acids in Human Plasma Using Ion-Pairing Reversed-Phase Liquid Chromatography/time-Of - Ight Mass SpectrometryDocumento10 páginasAnalysis of 25 Underivatized Amino Acids in Human Plasma Using Ion-Pairing Reversed-Phase Liquid Chromatography/time-Of - Ight Mass SpectrometrygeanAún no hay calificaciones
- 8.012 Physics I: Classical Mechanics: Mit OpencoursewareDocumento3 páginas8.012 Physics I: Classical Mechanics: Mit OpencoursewareGeozzzyAún no hay calificaciones
- Meteoric Water Mobility ProcedureDocumento6 páginasMeteoric Water Mobility ProcedureJose ValdesAún no hay calificaciones
- Aircraft Flight Dynamics 2015 - 04 - 13 PDFDocumento34 páginasAircraft Flight Dynamics 2015 - 04 - 13 PDFShoeb Ahmed SyedAún no hay calificaciones
- Proper Orthogonal DecompositionDocumento10 páginasProper Orthogonal DecompositionKenry Xu ChiAún no hay calificaciones
- Surface Roughness Review in Ultra-Precision MachiningDocumento53 páginasSurface Roughness Review in Ultra-Precision MachiningEmpresaSTIAún no hay calificaciones
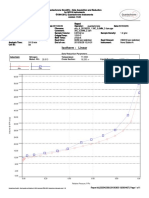
- GraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamDocumento1 páginaGraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamYunus HidayatAún no hay calificaciones
- Roses Amend 12Documento477 páginasRoses Amend 12Koert OosterhuisAún no hay calificaciones
- Dynamic Behavior of Chemical ProcessesDocumento29 páginasDynamic Behavior of Chemical ProcessesDaniel GarcíaAún no hay calificaciones
- Design of Storm Water Drains for Bangaluru Campus ZonesDocumento4 páginasDesign of Storm Water Drains for Bangaluru Campus Zonessalmaan mastanAún no hay calificaciones
- PCA Chapter 15 - Specify, Design, ProportionDocumento91 páginasPCA Chapter 15 - Specify, Design, Proportiongreat_triskelionAún no hay calificaciones
- Limit Test of Arsenic and Lead: - Tashi (91901263048)Documento17 páginasLimit Test of Arsenic and Lead: - Tashi (91901263048)Tshering Yangzom NamdaAún no hay calificaciones
- 7 4 Inverse of MatrixDocumento13 páginas7 4 Inverse of MatrixEbookcrazeAún no hay calificaciones
- Review Problems: Ppendix GDocumento22 páginasReview Problems: Ppendix Givan ivanaAún no hay calificaciones
- MathemagicDocumento10 páginasMathemagicAbhilash AgrawalAún no hay calificaciones
- Finite Element Primer for Solving Diffusion ProblemsDocumento26 páginasFinite Element Primer for Solving Diffusion Problemsted_kordAún no hay calificaciones
- dm16 RRDocumento16 páginasdm16 RRioan dumitrescuAún no hay calificaciones
- Pressure Meter and Dila To MeterDocumento34 páginasPressure Meter and Dila To MeterNagarajHB100% (1)
- Breaking Spaghetti Nives Bonacic Croatia IYPT 2011Documento34 páginasBreaking Spaghetti Nives Bonacic Croatia IYPT 2011Manuel GutarraAún no hay calificaciones
- American University of Ras Al Khaimah Chemical Engineering Lab ReportDocumento12 páginasAmerican University of Ras Al Khaimah Chemical Engineering Lab ReportRashedul IslamAún no hay calificaciones
- Power systems electromagnetic transients simulation using implicit trapezoidal integrationDocumento14 páginasPower systems electromagnetic transients simulation using implicit trapezoidal integrationkjfenAún no hay calificaciones
- Physics K12Documento710 páginasPhysics K12skmrrl100% (3)