También podría gustarte
- 07 CB Conveyor Belt Design ManualDocumento44 páginas07 CB Conveyor Belt Design ManualRavikanth AluriAún no hay calificaciones
- BANDO Eng. CatalogDocumento44 páginasBANDO Eng. Catalogatm_o40% (5)
- Dunlop Conveyor Belt Design Manual - HTMLDocumento38 páginasDunlop Conveyor Belt Design Manual - HTMLForbes Kamba100% (1)
- Dunlop Conveyor Belt Design Manual PDFDocumento17 páginasDunlop Conveyor Belt Design Manual PDFMuthuvel VivekAún no hay calificaciones
- Fenner Dunlop EnglishDocumento16 páginasFenner Dunlop Englishsaeedifar_mohammad100% (1)
- Elevator Belt and Splice Installation GuideDocumento17 páginasElevator Belt and Splice Installation Guide4B Braime ComponentsAún no hay calificaciones
- Steel Cord Conveyor Belt 1 PDFDocumento16 páginasSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeAún no hay calificaciones
- Conveyor Pulley Failure Analysis PDFDocumento3 páginasConveyor Pulley Failure Analysis PDFriysallAún no hay calificaciones
- Conveyor BeltsDocumento22 páginasConveyor BeltsFavorSea Industrial Channel LimitedAún no hay calificaciones
- Belt Cleaner HandbookDocumento40 páginasBelt Cleaner Handbooklinmar7071100% (1)
- Bearing Centre and Face Width in Conveyor PulleyDocumento8 páginasBearing Centre and Face Width in Conveyor PulleyPrashant MishraAún no hay calificaciones
- Frank Loeffler - Pipe Tube Conveyor PDFDocumento12 páginasFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Static Shaft Pulleys With Internal BearingsDocumento14 páginasStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Kinds of Conveyor Belts Pipe Conveyor Belt Conveyo 5ad270867f8b9acc4a8b4583Documento19 páginasKinds of Conveyor Belts Pipe Conveyor Belt Conveyo 5ad270867f8b9acc4a8b4583nicolasAún no hay calificaciones
- Enclosed Roller Belt ConveyorsDocumento4 páginasEnclosed Roller Belt ConveyorsBuguinAún no hay calificaciones
- AUMUND Bucket Elevator PDFDocumento16 páginasAUMUND Bucket Elevator PDFMadhusudhan Gajula100% (5)
- Flexowell - 2013 - EnglischDocumento5 páginasFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Dunlop Conveyor Belt Design Manual - P1Documento14 páginasDunlop Conveyor Belt Design Manual - P1perdhana2000100% (1)
- Understanding The Vulcanizing Cycle As Used in Splicing (3!28!11)Documento7 páginasUnderstanding The Vulcanizing Cycle As Used in Splicing (3!28!11)Luis FloresAún no hay calificaciones
- Almex Institute - Transitions (1!28!11)Documento5 páginasAlmex Institute - Transitions (1!28!11)Luis FloresAún no hay calificaciones
- Iso 3684 1990Documento8 páginasIso 3684 1990joaquin fuentealba moralesAún no hay calificaciones
- Bucket ElevatorDocumento72 páginasBucket Elevatorselmagis100% (2)
- FABA CATALOGUE Bucket Elevator PDFDocumento23 páginasFABA CATALOGUE Bucket Elevator PDFahmerkhateebAún no hay calificaciones
- ConyevorsDocumento9 páginasConyevorsRohan MalkarAún no hay calificaciones
- Conveyor Belt Design Manual Contitech - EngDocumento140 páginasConveyor Belt Design Manual Contitech - Engcanito73100% (12)
- Transfer Station Design For Iron OreDocumento7 páginasTransfer Station Design For Iron Oreedmond1000Aún no hay calificaciones
- A Review On Numerical and Experimental Study of Screw ConveyorDocumento4 páginasA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraAún no hay calificaciones
- Bucket Elevator ChainDocumento4 páginasBucket Elevator Chainluisreng100% (1)
- Bucket ConveyorDocumento20 páginasBucket ConveyorHoras Nies100% (1)
- Conveyor Belt Cover GradesDocumento1 páginaConveyor Belt Cover GradessuraiaAún no hay calificaciones
- Apex Belting Conveyor HandbookDocumento102 páginasApex Belting Conveyor Handbooksasha_seferovic1874Aún no hay calificaciones
- SEMPERIT Belt PDFDocumento92 páginasSEMPERIT Belt PDFJaya Kumaar100% (2)
- Japan Pipe Belt Conveyor Sy...Documento7 páginasJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810Aún no hay calificaciones
- En - Iso - 14890 (2013)Documento3 páginasEn - Iso - 14890 (2013)Hà Khểnh0% (1)
- ContiTech Select Catalog 2018 enDocumento92 páginasContiTech Select Catalog 2018 enJuan Altamirano Rojas JarAún no hay calificaciones
- Conveyor Belt Engineering TablesDocumento5 páginasConveyor Belt Engineering Tablestaohung1120Aún no hay calificaciones
- Belt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaDocumento4 páginasBelt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaJakes100% (1)
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDocumento14 páginasAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89Aún no hay calificaciones
- Goodyear Conveyor Belting PDFDocumento100 páginasGoodyear Conveyor Belting PDFhasan arif100% (1)
- Material Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsDocumento18 páginasMaterial Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsSanjeevAún no hay calificaciones
- Cold Vulcanizing SolutionDocumento4 páginasCold Vulcanizing Solutionritesh shrivastav0% (1)
- Side Wall ConveyorDocumento47 páginasSide Wall ConveyorAnonymous BuAlxgBa0% (1)
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDocumento4 páginasStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezAún no hay calificaciones
- Maintenance of Crushers: R S BaislaDocumento52 páginasMaintenance of Crushers: R S BaislaRavindranath BheemisettyAún no hay calificaciones
- Installation Handbook - Multiply Conveyor Belts - Rev.4Documento36 páginasInstallation Handbook - Multiply Conveyor Belts - Rev.4Guru Raja Ragavendran NagarajanAún no hay calificaciones
- Pipe Conveyors: Optimal Solutions For Specialised HandlingDocumento6 páginasPipe Conveyors: Optimal Solutions For Specialised Handlingneeshakothari31Aún no hay calificaciones
- Bucket Elevators Catalogue: Gambarotta GschwendtDocumento64 páginasBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESAún no hay calificaciones
- Vibratory FeederDocumento13 páginasVibratory FeederVal Vincent Tumale Laspiñas100% (2)
- Iso 5293 1981Documento8 páginasIso 5293 1981Rajaram JayaramanAún no hay calificaciones
- Beumer Belt Bucket Elevator enDocumento8 páginasBeumer Belt Bucket Elevator enLev Maravi MandujanoAún no hay calificaciones
- Extract From The Book Belt FeederDocumento93 páginasExtract From The Book Belt FeederPushp Dutt100% (1)
- Dunlop Conveyor Belt Design ManualDocumento16 páginasDunlop Conveyor Belt Design ManualTabor TamiruAún no hay calificaciones
- Dunlop Conveyor Belting RangeDocumento2 páginasDunlop Conveyor Belting RangeharshAún no hay calificaciones
- BDocumento2 páginasBharshAún no hay calificaciones
- Dunlop Belting ProductsDocumento10 páginasDunlop Belting ProductsOctavio Tornero MartosAún no hay calificaciones
- Dyna Flight 08Documento12 páginasDyna Flight 08surachsAún no hay calificaciones
- 224 Fms Transilon Product Range enDocumento18 páginas224 Fms Transilon Product Range enCesar ChavezAún no hay calificaciones
- Conveyor BeltsDocumento16 páginasConveyor BeltsdjsmoniAún no hay calificaciones
- Armorflex 8ppDocumento8 páginasArmorflex 8ppQue PiiAún no hay calificaciones
- Prof SanohDocumento484 páginasProf Sanohอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- TDRI Quarterly Review December 2012Documento20 páginasTDRI Quarterly Review December 2012อภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
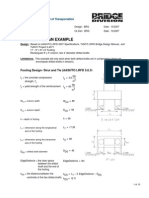
- Shaft Footing ExampleDocumento10 páginasShaft Footing Exampleอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Procedure of Seismic Design According To Saudi Building Code 301 PDFDocumento7 páginasProcedure of Seismic Design According To Saudi Building Code 301 PDFอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- 外国人使用汉语语法修订本 PDFDocumento664 páginas外国人使用汉语语法修订本 PDFTấn Phát100% (2)
- By Worawan ChandoevwitDocumento24 páginasBy Worawan Chandoevwitอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- By Yongyuth Chalamwong, Raphaella Prugsamatz, and Khanittha HongprayoonDocumento16 páginasBy Yongyuth Chalamwong, Raphaella Prugsamatz, and Khanittha Hongprayoonอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- 5 - Structural DynamicsDocumento139 páginas5 - Structural DynamicsJohn Rheynor Mayo100% (2)
- Wind Loads On Buildings With Attached CanopiesDocumento8 páginasWind Loads On Buildings With Attached Canopiesอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Response SpectrumDocumento12 páginasResponse Spectrumอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Modal Analysis ExampleDocumento15 páginasModal Analysis Exampleอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Direct Analysis and Design Using Amplified First-Order AnalysisDocumento18 páginasDirect Analysis and Design Using Amplified First-Order Analysisอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Heinisuo Ja Laine - 7D PDFDocumento27 páginasHeinisuo Ja Laine - 7D PDFBabin SaseendranAún no hay calificaciones
- The Dishonesty of Honest People: A Theory of Self-Concept Maintenance.Documento21 páginasThe Dishonesty of Honest People: A Theory of Self-Concept Maintenance.อภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Design of Column Base Plates and Steel Anchorage To ConcreteDocumento31 páginasDesign of Column Base Plates and Steel Anchorage To Concretemonther_alsalkhadiAún no hay calificaciones
- Design of Anchorage To Concrete Using ACI 318 08 & CSA A23.3 04 CodeDocumento155 páginasDesign of Anchorage To Concrete Using ACI 318 08 & CSA A23.3 04 CodeTawfik Omar0% (1)
- Ubc Eq EtabsDocumento44 páginasUbc Eq Etabsอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Asce 7-05 Seismic Load CalculationDocumento4 páginasAsce 7-05 Seismic Load Calculationอภิรักษ์ มานะกิจศิริสุทธิ100% (1)
- 230kV DS Foundation DesignDocumento5 páginas230kV DS Foundation Designelkhalfi100% (1)
- The Rough Guide Mandarin Chinese Phrase BookDocumento258 páginasThe Rough Guide Mandarin Chinese Phrase Bookอภิรักษ์ มานะกิจศิริสุทธิ93% (15)
- Differences Between ASTM A706 and A615Documento4 páginasDifferences Between ASTM A706 and A615อภิรักษ์ มานะกิจศิริสุทธิ100% (6)
- Streetwise Mandarin Chinese 2009 BookDocumento381 páginasStreetwise Mandarin Chinese 2009 Bookอภิรักษ์ มานะกิจศิริสุทธิAún no hay calificaciones
- Design of Structural Steel Pipe Racks PDFDocumento12 páginasDesign of Structural Steel Pipe Racks PDFmobin1978100% (3)
- Principles of Structural Stability by A. Chajes (1974)Documento175 páginasPrinciples of Structural Stability by A. Chajes (1974)jonathanbp92Aún no hay calificaciones
- Design Calculation RCC Sleeper Type 6Documento9 páginasDesign Calculation RCC Sleeper Type 6DrAmit Dutta100% (4)
- Mandarin Chinese Visual Phrase BookDocumento196 páginasMandarin Chinese Visual Phrase Bookอภิรักษ์ มานะกิจศิริสุทธิ100% (3)
- Cantilever Sheet Pile WallDocumento9 páginasCantilever Sheet Pile Wallmicomak100% (5)
- Analysis of Underground Water Tank - SAP 2000Documento58 páginasAnalysis of Underground Water Tank - SAP 2000paulovribeiro75% (4)
- The Properties of Water and HydraulicsDocumento12 páginasThe Properties of Water and HydraulicsmctimlimAún no hay calificaciones
- GEK 63383d Turbine Generator Foundation PDFDocumento61 páginasGEK 63383d Turbine Generator Foundation PDFAnonymous knICax100% (1)
- Automotive Science and Mathematics: Allan BonnickDocumento27 páginasAutomotive Science and Mathematics: Allan BonnickTsegay Teklay100% (1)
- Final MechanicsDocumento128 páginasFinal MechanicsDenniskatoAún no hay calificaciones
- Noise Technical Measures CatalogueDocumento63 páginasNoise Technical Measures CatalogueAdela TomaAún no hay calificaciones
- Airframe Structural DesignDocumento25 páginasAirframe Structural DesignNaresh Jonna100% (1)
- PW - AITS - NT-24: PhysicsDocumento21 páginasPW - AITS - NT-24: PhysicsOfficers IasAún no hay calificaciones
- FrictionDocumento9 páginasFrictionMavd TelesAún no hay calificaciones
- Investigations On Fluid Friction of Rotational Disks With Andwithout Modified Outlet Sections in Real Centrifugal Pump CasingsDocumento9 páginasInvestigations On Fluid Friction of Rotational Disks With Andwithout Modified Outlet Sections in Real Centrifugal Pump CasingsAmanda KellyAún no hay calificaciones
- CFD Simulation of The Heat Transfer Process in A C PDFDocumento9 páginasCFD Simulation of The Heat Transfer Process in A C PDFZaw Htet WinAún no hay calificaciones
- ZPMC Approval LubricantsDocumento34 páginasZPMC Approval LubricantsABDUL REHMAN PIPRANIAún no hay calificaciones
- 8th Force and Pressure Living Science AnswerDocumento3 páginas8th Force and Pressure Living Science AnswerAshu100% (1)
- Surge Analysis and The Wave Plan Method IntroDocumento22 páginasSurge Analysis and The Wave Plan Method IntroVivek100% (2)
- About Welding Process 44Documento1 páginaAbout Welding Process 44XerexAún no hay calificaciones
- Calculation of Load Carrying Capacity of Pile (Al)Documento26 páginasCalculation of Load Carrying Capacity of Pile (Al)Ashish GAún no hay calificaciones
- Molykote® P-1900FM Datasheet EngDocumento2 páginasMolykote® P-1900FM Datasheet EngnavaronefraAún no hay calificaciones
- Assignment 3 Due:: May 07, 2020: Z Z Z ZDocumento1 páginaAssignment 3 Due:: May 07, 2020: Z Z Z ZwatsopAún no hay calificaciones
- Characterizing Rubbers Resistance Against Chipand Cut Behaviorpaperin Rubber World Jan 2018Documento4 páginasCharacterizing Rubbers Resistance Against Chipand Cut Behaviorpaperin Rubber World Jan 2018Shailendra PatelAún no hay calificaciones
- Beta Method SKIN FrictionDocumento5 páginasBeta Method SKIN FrictionKheng Boon ChinAún no hay calificaciones
- Notes GP 1Documento26 páginasNotes GP 1renlie jane pedronanAún no hay calificaciones
- Wear Study On SS316L, Ti-6Al-4V, PEEK, Polyurethane and Alumina Used As Bio-MaterialDocumento5 páginasWear Study On SS316L, Ti-6Al-4V, PEEK, Polyurethane and Alumina Used As Bio-MaterialRing MasterAún no hay calificaciones
- Engineering Properties of Agricultural and Food ProductsDocumento47 páginasEngineering Properties of Agricultural and Food ProductsBilly Agustin100% (1)
- TC 20efDocumento2 páginasTC 20efVenkat PrasannaAún no hay calificaciones
- Unclassified: Other Requests Shall Be Referred To TheDocumento172 páginasUnclassified: Other Requests Shall Be Referred To TheClaudioTRodriguesAún no hay calificaciones
- 1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHIDocumento17 páginas1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHICarlos Soler100% (1)
- Chapter 2 Bolted ConnectionsDocumento29 páginasChapter 2 Bolted ConnectionsKishan Purohit100% (1)
- Mechanical Engineering Capsule For Quick Revision - Anand MahajanDocumento176 páginasMechanical Engineering Capsule For Quick Revision - Anand MahajanB.Vinod kumarAún no hay calificaciones
- 2021 - Rivision Unit 2 Part 4Documento30 páginas2021 - Rivision Unit 2 Part 4Sanvidu RathnayakeAún no hay calificaciones
- Integrated Science BECE Unit 1 30Documento136 páginasIntegrated Science BECE Unit 1 30Mohamed SheriffAún no hay calificaciones
- Drill Pipe ConnectionDocumento20 páginasDrill Pipe ConnectionAlex Boz75% (4)