También podría gustarte
- CAEPIPE Users ManualDocumento257 páginasCAEPIPE Users ManualFATIMA TORRADO CASASAún no hay calificaciones
- Caesar Ii: General OverviewDocumento38 páginasCaesar Ii: General OverviewLeandro VargasAún no hay calificaciones
- Calculo de SilletasDocumento5 páginasCalculo de SilletasOmar muñozAún no hay calificaciones
- Coupling UW16.2 KL Ver 1.1Documento4 páginasCoupling UW16.2 KL Ver 1.1gopaltryAún no hay calificaciones
- C890 Ceramic Fiber PDFDocumento6 páginasC890 Ceramic Fiber PDFKf LiauAún no hay calificaciones
- Practical Design Approaches for Pressure Vessels and Heat ExchangersDocumento10 páginasPractical Design Approaches for Pressure Vessels and Heat ExchangersballisnothingAún no hay calificaciones
- Mercer Valve Pilot Sizing v6.4CUSTDocumento5 páginasMercer Valve Pilot Sizing v6.4CUSTFaizan AhmedAún no hay calificaciones
- Tutorial Pressure Relief Valve AnalysisDocumento1 páginaTutorial Pressure Relief Valve Analysissanthosh_yash1Aún no hay calificaciones
- Cooling System Surge Analysis With AFT ImpulseDocumento2 páginasCooling System Surge Analysis With AFT ImpulsektejankarAún no hay calificaciones
- Platform Calculation (Jan 22-2012)Documento28 páginasPlatform Calculation (Jan 22-2012)SAMER OSMANAún no hay calificaciones
- WRC 107 WRC 297 Co MP PDFDocumento11 páginasWRC 107 WRC 297 Co MP PDFIqbal Muhammad100% (1)
- Datasheet For Pig Signaler: DSH Serial 05 Project Pro. Part Scope Dis. 0002 Igat6 D PL IN Doc. RevDocumento22 páginasDatasheet For Pig Signaler: DSH Serial 05 Project Pro. Part Scope Dis. 0002 Igat6 D PL IN Doc. Revamini_mohiAún no hay calificaciones
- Modeling Spring Cans With FrictionDocumento1 páginaModeling Spring Cans With FrictionKirana SbAún no hay calificaciones
- FE107 Experimental ResultsDocumento11 páginasFE107 Experimental ResultsEsapermana RiyanAún no hay calificaciones
- DC S3-1301 REV.0 OriginalDocumento93 páginasDC S3-1301 REV.0 OriginalPeja JusohAún no hay calificaciones
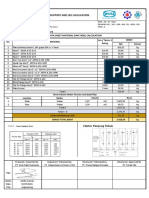
- Support and Leg Calculation: Data Sheet Material Dan Tabel CalculationDocumento3 páginasSupport and Leg Calculation: Data Sheet Material Dan Tabel CalculationliusAún no hay calificaciones
- Jun 97Documento349 páginasJun 97homer hullezaAún no hay calificaciones
- Caesar II Soil Modeler - American Lifelines Alliance - Intergraph CADWorx - Analysis PDFDocumento4 páginasCaesar II Soil Modeler - American Lifelines Alliance - Intergraph CADWorx - Analysis PDFSharun SureshAún no hay calificaciones
- Analisis of Stress in BellowsDocumento101 páginasAnalisis of Stress in BellowsOswaldo GuerraAún no hay calificaciones
- Pipe Flow Expert Guide - System Calculation TolerancesDocumento13 páginasPipe Flow Expert Guide - System Calculation TolerancesradiopascalgeAún no hay calificaciones
- Design by AnalysisDocumento22 páginasDesign by AnalysisJEELE77Aún no hay calificaciones
- Case Study To Find Tank Nozzle Stiffness, Flexibility and Allowable Loads by API650 Using PASS START PROFDocumento15 páginasCase Study To Find Tank Nozzle Stiffness, Flexibility and Allowable Loads by API650 Using PASS START PROFJafer SayedAún no hay calificaciones
- Process Industry Basket StrainersDocumento27 páginasProcess Industry Basket StrainersmartinnovelAún no hay calificaciones
- Astm A 48-2016Documento6 páginasAstm A 48-2016Mohammed AliAún no hay calificaciones
- API 617 Centrifugal Compressors 6th Ed - Nozzle LoadingDocumento5 páginasAPI 617 Centrifugal Compressors 6th Ed - Nozzle Loadingreach_arindomAún no hay calificaciones
- Pip Resp003s 1997Documento33 páginasPip Resp003s 1997zufriateguiAún no hay calificaciones
- Flange Mawp Reduction PV Elite PDFDocumento8 páginasFlange Mawp Reduction PV Elite PDFDarshan PanchalAún no hay calificaciones
- In Line MixingDocumento4 páginasIn Line MixingKemas Ganesha MahendraAún no hay calificaciones
- PSV Reaction Force Calculation: For Any Gas, Vapor, or SteamDocumento1 páginaPSV Reaction Force Calculation: For Any Gas, Vapor, or Steam20jose12luisAún no hay calificaciones
- Piping Engineering - Tank Nozzle Loads 1Documento1 páginaPiping Engineering - Tank Nozzle Loads 1Nasrul AdliAún no hay calificaciones
- CAESAR II NonconvergenceDocumento11 páginasCAESAR II NonconvergenceJohn BrindleyAún no hay calificaciones
- Estudo de Caso - Asme 2398Documento6 páginasEstudo de Caso - Asme 2398biancogallazziAún no hay calificaciones
- Sampling Cylinder Thickness Calculation As Per B31.8Documento4 páginasSampling Cylinder Thickness Calculation As Per B31.8SathiyaseelanAún no hay calificaciones
- Flush Bottom ValvesDocumento3 páginasFlush Bottom ValvesErkan TakAún no hay calificaciones
- Caepipe-To-Caesar-Ii: User's ManualDocumento95 páginasCaepipe-To-Caesar-Ii: User's ManualSnehasish Mukherjee100% (1)
- 3T Oil Refining Processing LineDocumento2 páginas3T Oil Refining Processing LineWanda OilpressAún no hay calificaciones
- Nozzle Loads - Part 1 - Piping-EngineeringDocumento5 páginasNozzle Loads - Part 1 - Piping-EngineeringShaikh AftabAún no hay calificaciones
- PSV Reaction Force CalculationDocumento2 páginasPSV Reaction Force CalculationSuthanAún no hay calificaciones
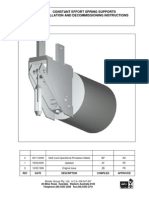
- Installation Manual - Constant Spring Supports - Rev 2Documento17 páginasInstallation Manual - Constant Spring Supports - Rev 2Tonthat QuangAún no hay calificaciones
- Memoria de Cálculo de Enterrados de Tubería de PolietilenoDocumento1 páginaMemoria de Cálculo de Enterrados de Tubería de Polietilenopike86Aún no hay calificaciones
- Modeling For Caesar Ii Piping Stress AnalysisDocumento37 páginasModeling For Caesar Ii Piping Stress Analysisrajeevfa100% (1)
- Examples Applying Fea Results With Caesar II Models Webinar PDFDocumento36 páginasExamples Applying Fea Results With Caesar II Models Webinar PDFkorbelAún no hay calificaciones
- Calculo Brida Ejemplo PV - EliteDocumento8 páginasCalculo Brida Ejemplo PV - ElitePedro Montes MarinAún no hay calificaciones
- Hot Tapping Split Tee SpecificationDocumento19 páginasHot Tapping Split Tee SpecificationAli ClubistAún no hay calificaciones
- ASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound GasketsDocumento5 páginasASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound Gasketserik aranaAún no hay calificaciones
- Cross Country Piping Stress AnalysisDocumento8 páginasCross Country Piping Stress Analysisprabu2001Aún no hay calificaciones
- Acceptable External Nozzle Loads Calculation For Pressure VesseDocumento7 páginasAcceptable External Nozzle Loads Calculation For Pressure Vesset_rajith1179Aún no hay calificaciones
- 01 E02STB007-W146693-03-0 - BC - Stress UpdateDocumento1 página01 E02STB007-W146693-03-0 - BC - Stress Update86tejasAún no hay calificaciones
- Design and Analysis of Piping System With Supports Using CAESAR-IIDocumento5 páginasDesign and Analysis of Piping System With Supports Using CAESAR-IIincaurcoAún no hay calificaciones
- Test Report Long-Term Ring Bending Strain (SB)Documento4 páginasTest Report Long-Term Ring Bending Strain (SB)Diana QuinteroAún no hay calificaciones
- PC-01 - Process Column Design Calculations Using CademPVD SoftwareDocumento127 páginasPC-01 - Process Column Design Calculations Using CademPVD SoftwareCADEM SoftwaresAún no hay calificaciones
- 9.line Size & Wall ThicknessDocumento48 páginas9.line Size & Wall ThicknessClark PlúaAún no hay calificaciones
- Pipe Thickness & RF Pad Calculations As Per Asme b313Documento3 páginasPipe Thickness & RF Pad Calculations As Per Asme b313Gaurav BhendeAún no hay calificaciones
- Dynamic Analysis of Slug by Advance Input MethodDocumento53 páginasDynamic Analysis of Slug by Advance Input MethodYogesh PangareAún no hay calificaciones
- Piping Wind LoadsDocumento2 páginasPiping Wind LoadsAbhishek GorkarAún no hay calificaciones
- Calculations For: Calculations No. Asme Viii Div 1 Ed 2019Documento21 páginasCalculations For: Calculations No. Asme Viii Div 1 Ed 2019David Vanegas100% (1)
- Loadings and Sign Convention SummaryDocumento9 páginasLoadings and Sign Convention SummaryGovindan KrishnamoorthybashyamAún no hay calificaciones
- PSV CatalogDocumento60 páginasPSV Catalogbuler empatsatuduaAún no hay calificaciones
- Sample Calculation ReportDocumento9 páginasSample Calculation ReportmikimecAún no hay calificaciones
- Paper NRTB 2005 02 Sec Refrig ConferenceDocumento17 páginasPaper NRTB 2005 02 Sec Refrig ConferencesalamrefighAún no hay calificaciones
- Heat RecoveryDocumento8 páginasHeat RecoveryPrashantAún no hay calificaciones
- Cold Weather ProductDocumento2 páginasCold Weather ProductsalamrefighAún no hay calificaciones
- Anfragedatenblatt BehaelterDocumento4 páginasAnfragedatenblatt BehaeltersalamrefighAún no hay calificaciones
- AS1548-PT49ON August2009bDocumento3 páginasAS1548-PT49ON August2009bsalamrefighAún no hay calificaciones
- 10 Tips Refrigerant PipingDocumento3 páginas10 Tips Refrigerant PipingAndres CarrascoAún no hay calificaciones
- Inspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredDocumento2 páginasInspection and Tests: Instrument Air Receiver TWO Code Stamp: Not RequiredSean DavisAún no hay calificaciones
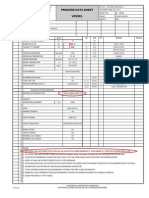
- Vessel Data Sheet DetailsDocumento1 páginaVessel Data Sheet DetailsunitedmanticoreAún no hay calificaciones
- Https - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCDocumento4 páginasHttps - WWW - Johncrane.com - Media - J - Johncrane - Com - Files - Products - Specification Sheets - S-28SCsalamrefighAún no hay calificaciones
- Mechanical Data Sheet - VesselDocumento1 páginaMechanical Data Sheet - VesselsalamrefighAún no hay calificaciones
- MS 803Documento2 páginasMS 803salamrefighAún no hay calificaciones
- General SpecificationsDocumento2 páginasGeneral SpecificationssalamrefighAún no hay calificaciones
- Midstream Solution ASPEN ONEDocumento4 páginasMidstream Solution ASPEN ONEAndrés PeñaAún no hay calificaciones
- Mechanical Data Sheet - VesselDocumento1 páginaMechanical Data Sheet - VesselsalamrefighAún no hay calificaciones
- 11 08 23 (Illawarra Manufacturing Expo All The More Important)Documento2 páginas11 08 23 (Illawarra Manufacturing Expo All The More Important)salamrefighAún no hay calificaciones
- RPGT Full en UsDocumento2 páginasRPGT Full en UssalamrefighAún no hay calificaciones
- Design and Operation: Star-Pleated Element (5) Candle Elements For Automatic FiltersDocumento1 páginaDesign and Operation: Star-Pleated Element (5) Candle Elements For Automatic FilterssalamrefighAún no hay calificaciones
- Working Safely With HCsDocumento2 páginasWorking Safely With HCssalamrefighAún no hay calificaciones
- Model: S100 Series: See Through Type Sight GlassDocumento2 páginasModel: S100 Series: See Through Type Sight GlasssalamrefighAún no hay calificaciones
- High Speed GearboxesDocumento6 páginasHigh Speed Gearboxeskh_chu_1100% (1)
- Ug Call Back 0Documento1 páginaUg Call Back 0salamrefighAún no hay calificaciones
- Thermowell Calculation Guide V1.3Documento19 páginasThermowell Calculation Guide V1.3AymanelorbanyAún no hay calificaciones
- EngineeringDocumento7 páginasEngineeringsalamrefighAún no hay calificaciones
- 3618Documento6 páginas3618salamrefighAún no hay calificaciones
- Throttle (And Check) Valve: FeaturesDocumento3 páginasThrottle (And Check) Valve: FeaturessalamrefighAún no hay calificaciones
- Of-Pla NF00074 1001D PDFDocumento8 páginasOf-Pla NF00074 1001D PDFNigin ParambathAún no hay calificaciones
- Refrigerant Recovery System ManualDocumento19 páginasRefrigerant Recovery System ManualsalamrefighAún no hay calificaciones
- Detailed Equipment Design: Attention To DetailsDocumento13 páginasDetailed Equipment Design: Attention To DetailssalamrefighAún no hay calificaciones