También podría gustarte
- 05-Catalyst DeactivationDocumento17 páginas05-Catalyst DeactivationSaleem ChohanAún no hay calificaciones
- Automated Operation of Topsoe Steam Reformers LTMDocumento8 páginasAutomated Operation of Topsoe Steam Reformers LTMrajuAún no hay calificaciones
- Ibp1502 12Documento9 páginasIbp1502 12Marcelo Varejão CasarinAún no hay calificaciones
- Operation of A Distillate Hydrot UnitDocumento18 páginasOperation of A Distillate Hydrot UnitFranklin RevillAún no hay calificaciones
- PART 1GasProcessHandbook - 2006 (PDF - Io)Documento30 páginasPART 1GasProcessHandbook - 2006 (PDF - Io)ganimedesAún no hay calificaciones
- Assignment 2 Process and Dynamic System Modelling (PPSD)Documento15 páginasAssignment 2 Process and Dynamic System Modelling (PPSD)Husaini ZaidanAún no hay calificaciones
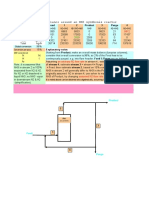
- Ammonia Synthesis Material Balence CalulDocumento1 páginaAmmonia Synthesis Material Balence CalulDhruv RanaAún no hay calificaciones
- Chapter 3 - Polyethylene PolymerisationDocumento49 páginasChapter 3 - Polyethylene PolymerisationEss NatashaAún no hay calificaciones
- H2 PSA SlidesDocumento16 páginasH2 PSA SlidesCristian TorrezAún no hay calificaciones
- Eni Engineering E&p: Synthesis Gas GenerationDocumento51 páginasEni Engineering E&p: Synthesis Gas GenerationMubarik AliAún no hay calificaciones
- FALLSEM2020-21 CHE1014 TH VL2020210101682 Reference Material I 19-Aug-2020 Catalytic Cracking Different Types PDFDocumento77 páginasFALLSEM2020-21 CHE1014 TH VL2020210101682 Reference Material I 19-Aug-2020 Catalytic Cracking Different Types PDFJateni GedaAún no hay calificaciones
- Random Packing Article PDFDocumento88 páginasRandom Packing Article PDFAbizer Jamali100% (1)
- Anti FoamDocumento7 páginasAnti FoamMohammad MohseniAún no hay calificaciones
- New Technologies & Projects Based On Topsøe's Knowledge of Downstream Topsøe S Knowledge of Downstream Gasification TechnologiesDocumento16 páginasNew Technologies & Projects Based On Topsøe's Knowledge of Downstream Topsøe S Knowledge of Downstream Gasification TechnologiesRamakrisnanMeenakshiSundaramRamaAún no hay calificaciones
- Concepts For Efficient Hydrogen LiquefactionDocumento16 páginasConcepts For Efficient Hydrogen LiquefactionDilla WahabAún no hay calificaciones
- Improve Amine Unit Efficiency by Optimazing Operating Conditiong PDFDocumento4 páginasImprove Amine Unit Efficiency by Optimazing Operating Conditiong PDFRobert MontoyaAún no hay calificaciones
- State-Of-The-Art Nitrogen Rejection TechnologyDocumento16 páginasState-Of-The-Art Nitrogen Rejection Technologynabeel khanAún no hay calificaciones
- 1 - Mohan Lal - PDF - World Petroleum CouncilDocumento37 páginas1 - Mohan Lal - PDF - World Petroleum CouncilprocurementAún no hay calificaciones
- 2 - Acid Gas TreatmentDocumento73 páginas2 - Acid Gas TreatmentAn Lê TrườngAún no hay calificaciones
- Liquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsDocumento15 páginasLiquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsAzrul Ikhwan AzharAún no hay calificaciones
- PP Aaa PP1 125Documento21 páginasPP Aaa PP1 125Rabah AmidiAún no hay calificaciones
- Sonatrach: JOB NO.: J6404Documento27 páginasSonatrach: JOB NO.: J6404Rabah AmidiAún no hay calificaciones
- Biopproducts From Syngas: 1. Executive Summary/ConclusionsDocumento98 páginasBiopproducts From Syngas: 1. Executive Summary/ConclusionsGonzalo TitoAún no hay calificaciones
- I. Fungsi Propylene Recovery UnitDocumento25 páginasI. Fungsi Propylene Recovery Unitars danuAún no hay calificaciones
- Part II Cases of Piperazine-Activated MDEA and Generic MDEADocumento2 páginasPart II Cases of Piperazine-Activated MDEA and Generic MDEAShailesh LohareAún no hay calificaciones
- Princeton Petroleum RefiningDocumento30 páginasPrinceton Petroleum RefiningDaniel RedondoAún no hay calificaciones
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocumento24 páginas3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoAún no hay calificaciones
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocumento18 páginas1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- Chiyoda Acetic Acid: Mohd Kasmil (05DPE11F1040) Liza Robert (05DPE11F1014) Albert Jay (05DPE10F2013)Documento12 páginasChiyoda Acetic Acid: Mohd Kasmil (05DPE11F1040) Liza Robert (05DPE11F1014) Albert Jay (05DPE10F2013)Kogulan SubramaniamAún no hay calificaciones
- Viscosity SensorDocumento14 páginasViscosity SensorerizaAún no hay calificaciones
- Fischer-Tropsch ProcessDocumento5 páginasFischer-Tropsch ProcessBilal Arif100% (1)
- PP Aaa PP1 105Documento21 páginasPP Aaa PP1 105Rabah AmidiAún no hay calificaciones
- DHDSDocumento36 páginasDHDSravichandraAún no hay calificaciones
- 12 - Reforming Catalyst RegenerationDocumento17 páginas12 - Reforming Catalyst RegenerationCarlos Andres PerezAún no hay calificaciones
- L2CM 410 58 DS 502 - RBDocumento9 páginasL2CM 410 58 DS 502 - RBidilfitriAún no hay calificaciones
- 2020 w1 d2 m1 JD SynCORDocumento11 páginas2020 w1 d2 m1 JD SynCORNhân Trương VănAún no hay calificaciones
- Ammonia Equvments DrawingDocumento43 páginasAmmonia Equvments DrawingSaad KhanAún no hay calificaciones
- Ben FieldDocumento10 páginasBen FieldashmitharajaAún no hay calificaciones
- Axsorb 911 - Technical Data Sheet-EnglishDocumento2 páginasAxsorb 911 - Technical Data Sheet-Englishanwar sadatAún no hay calificaciones
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonDocumento17 páginas6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesAún no hay calificaciones
- Distillation Column-3Documento36 páginasDistillation Column-3Sana BashirAún no hay calificaciones
- Brochure Uk ProductsDocumento2 páginasBrochure Uk ProductsJavier TrujillanoAún no hay calificaciones
- BF-9201 US F-200 DatasheetDocumento3 páginasBF-9201 US F-200 DatasheetNguyễn Kim HùngAún no hay calificaciones
- Conversion Factor-Qatar PetroleumDocumento4 páginasConversion Factor-Qatar PetroleumrohanAún no hay calificaciones
- Sintering The Main Cause of DeactivationDocumento2 páginasSintering The Main Cause of DeactivationCai ZiminAún no hay calificaciones
- Gasification Technology Option - Ronald Schoff, EPRIDocumento34 páginasGasification Technology Option - Ronald Schoff, EPRIAnonymous 4PuFzARAún no hay calificaciones
- Enhanced Cryogenic Air SeparationDocumento38 páginasEnhanced Cryogenic Air SeparationОскар ЛинаресAún no hay calificaciones
- Part 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsDocumento24 páginasPart 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsBenjamin F ZavalaAún no hay calificaciones
- Hgu: Process Flow Diangram: CN BLDocumento1 páginaHgu: Process Flow Diangram: CN BLAakashAún no hay calificaciones
- (510-C-002) PDS For Absorber I - R0Documento14 páginas(510-C-002) PDS For Absorber I - R0idilfitriAún no hay calificaciones
- Cansolv TGT Plus FactsheetDocumento2 páginasCansolv TGT Plus FactsheetPe VandeAún no hay calificaciones
- Foaming in A Mine SystemsDocumento16 páginasFoaming in A Mine SystemsAhmad FarooqAún no hay calificaciones
- Isomerization: High Octane C /C Cuts Via Isomerization ProcessesDocumento2 páginasIsomerization: High Octane C /C Cuts Via Isomerization Processesvu anh ducAún no hay calificaciones
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocumento30 páginasModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical Engineerdownload100% (1)
- PDS For Hot Flash Column - R0Documento6 páginasPDS For Hot Flash Column - R0idilfitriAún no hay calificaciones
- Mass Transfer TheoriesDocumento6 páginasMass Transfer TheorieserbaskarAún no hay calificaciones
- 01 - Transferencia de Masa Por Difusion PDFDocumento13 páginas01 - Transferencia de Masa Por Difusion PDFNinoska EspinozaAún no hay calificaciones
- CE0037L Plate 4 Lateral Loads Format (Perform ALL Grids)Documento24 páginasCE0037L Plate 4 Lateral Loads Format (Perform ALL Grids)박용미Aún no hay calificaciones
- Unsteady State Mass Transfer: Ir. Bonavian Hasiholan Petroleum Engineering Department School of EngineeringDocumento33 páginasUnsteady State Mass Transfer: Ir. Bonavian Hasiholan Petroleum Engineering Department School of EngineeringLionel MessiAún no hay calificaciones
- Vogel's Textbook of Practical Organic Chemistry - 5th Edition - by A.I. Vogel, B.S. Furniss, A.J. Hannaford P.W.G. Smith & A.R. Tatchell (Longman Scientific & Technical - 1989) 1540sDocumento1540 páginasVogel's Textbook of Practical Organic Chemistry - 5th Edition - by A.I. Vogel, B.S. Furniss, A.J. Hannaford P.W.G. Smith & A.R. Tatchell (Longman Scientific & Technical - 1989) 1540segorplo100% (3)
- 6 Transport A PDFDocumento16 páginas6 Transport A PDFPurna Anugraha SuarsanaAún no hay calificaciones
- Transport PhenomenaDocumento3 páginasTransport PhenomenawetcoAún no hay calificaciones
- CH 13 Cost EstimationDocumento6 páginasCH 13 Cost EstimationwetcoAún no hay calificaciones
- McCabe-Thiele Diagrams For Binary DistillationDocumento8 páginasMcCabe-Thiele Diagrams For Binary DistillationwetcoAún no hay calificaciones
- Siphon Breaker Valves (Accessories)Documento2 páginasSiphon Breaker Valves (Accessories)mikeswordsAún no hay calificaciones
- Flashcards - Topic 2.3 Thermal Processes - CAIE Physics IGCSEDocumento19 páginasFlashcards - Topic 2.3 Thermal Processes - CAIE Physics IGCSESaurabh.DeoAún no hay calificaciones
- ANSI B16.5 - Maximum Pressure and Temperature RatingsDocumento2 páginasANSI B16.5 - Maximum Pressure and Temperature RatingsKalpana BansalAún no hay calificaciones
- Lab ReportDocumento8 páginasLab ReportUsman AliAún no hay calificaciones
- Kondensor PDFDocumento6 páginasKondensor PDFtaufikur rahmadaniAún no hay calificaciones
- Travel Motor: Systems OperationDocumento5 páginasTravel Motor: Systems OperationAllan LariosaAún no hay calificaciones
- XGNC Series: Non-Cycling Refrigerated Dryer 7-1,200 CFMDocumento8 páginasXGNC Series: Non-Cycling Refrigerated Dryer 7-1,200 CFMLiceth Viviana Leyva MarinAún no hay calificaciones
- Question Bank-Fluid Power System EngineeringDocumento3 páginasQuestion Bank-Fluid Power System EngineeringShashank ShastriAún no hay calificaciones
- Sharoora Hospital Query SheetDocumento6 páginasSharoora Hospital Query SheetDilshad AhemadAún no hay calificaciones
- DATA SHEET MTO # 1 (ITEM # 13) Data Sheet-8 Inch To 24 Inch Size-Reduced Port-Double Block Bleed-Gear OperatedDocumento1 páginaDATA SHEET MTO # 1 (ITEM # 13) Data Sheet-8 Inch To 24 Inch Size-Reduced Port-Double Block Bleed-Gear OperatedQualival EgyptAún no hay calificaciones
- Flow Measurement Criteria - PIPDocumento16 páginasFlow Measurement Criteria - PIPKarthik ChockkalingamAún no hay calificaciones
- Engineering Aspects of Roller Drier, Spray Drier, Fluid Bed Drier and Tray DrierDocumento19 páginasEngineering Aspects of Roller Drier, Spray Drier, Fluid Bed Drier and Tray DrierRonak RawatAún no hay calificaciones
- Cross Connection ManualDocumento122 páginasCross Connection ManualHESuarezAún no hay calificaciones
- Aust Domestic Copper Tube To AS1571Documento2 páginasAust Domestic Copper Tube To AS1571starykltAún no hay calificaciones
- 2/2-Way Solenoid Valve, Direct-Acting: Type 256Documento6 páginas2/2-Way Solenoid Valve, Direct-Acting: Type 256Francisco Mones RuizAún no hay calificaciones
- Rotating: EquipmentDocumento36 páginasRotating: EquipmentBureau VeritasAún no hay calificaciones
- DS-Duct Mounting Kit - Sampling PipesDocumento1 páginaDS-Duct Mounting Kit - Sampling PipescweilietAún no hay calificaciones
- Troubleshooting Pumps: Pump Failure AnalysisDocumento19 páginasTroubleshooting Pumps: Pump Failure Analysispankaj vermaAún no hay calificaciones
- Burner Manual - 60 FTDocumento18 páginasBurner Manual - 60 FTsambhajiAún no hay calificaciones
- E-PFbCorTrolOS5614 ENDocumento1 páginaE-PFbCorTrolOS5614 ENPraveen KumarAún no hay calificaciones
- IRI Chapter 5 Irrigation ChannelDocumento18 páginasIRI Chapter 5 Irrigation ChannelajikuhibiAún no hay calificaciones
- Marks Ion Exchange - RO Plant - 1Documento7 páginasMarks Ion Exchange - RO Plant - 1Rabindra SinghAún no hay calificaciones
- Question Paper Code: X60843: (10×2 20 Marks)Documento3 páginasQuestion Paper Code: X60843: (10×2 20 Marks)Keesanth Geetha ChandrasekaranAún no hay calificaciones
- Cyclone Separators Flyer A4Documento2 páginasCyclone Separators Flyer A4Ifnu SetyadiAún no hay calificaciones
- C r407c GuideDocumento32 páginasC r407c Guidezam_ramliAún no hay calificaciones
- Fire Sprinkler SystemsDocumento83 páginasFire Sprinkler Systemsrams789Aún no hay calificaciones
- Description - GB - 98926286 - Hydro EN-Y 40-250-250 JS-ADL-U3-ADocumento6 páginasDescription - GB - 98926286 - Hydro EN-Y 40-250-250 JS-ADL-U3-AgeorgeAún no hay calificaciones
- Pnaaw239 PDFDocumento165 páginasPnaaw239 PDFSamErnesto007Aún no hay calificaciones
- PP FoamDocumento40 páginasPP FoamAparesh GantaitAún no hay calificaciones
- A Review of Literature On Air Cooled Heat ExchangerDocumento7 páginasA Review of Literature On Air Cooled Heat ExchangerKent Jastin PiitAún no hay calificaciones