También podría gustarte
- Gestión Integral de Mantenimiento Basada en ConfiabilidadDocumento30 páginasGestión Integral de Mantenimiento Basada en ConfiabilidadEdwinMontesVergaraAún no hay calificaciones
- Plantilla Monografia Tesis Icontec APADocumento17 páginasPlantilla Monografia Tesis Icontec APARoger Vargas CAún no hay calificaciones
- Propuesta de modelo de gestión de mantenimiento y herramientas de apoyoDocumento21 páginasPropuesta de modelo de gestión de mantenimiento y herramientas de apoyoMichel CMAún no hay calificaciones
- Calculo de Punto de Reorden PDFDocumento10 páginasCalculo de Punto de Reorden PDFAlejandro MedinaAún no hay calificaciones
- Formato Apa GeneralDocumento18 páginasFormato Apa GeneralJonathan' Cuotto Dellán'Aún no hay calificaciones
- 7.1 Costos O&M Proyecto Alter 1 SelecDocumento5 páginas7.1 Costos O&M Proyecto Alter 1 SelecMichel CMAún no hay calificaciones
- Cogeneracion CalderasDocumento5 páginasCogeneracion CalderasMichel CMAún no hay calificaciones
- CalderasDocumento16 páginasCalderasAndrés NovoaAún no hay calificaciones
- Cogeneracion CalderasDocumento5 páginasCogeneracion CalderasMichel CMAún no hay calificaciones
- Paper IeeeDocumento8 páginasPaper IeeeMichel CMAún no hay calificaciones
- Actividad Project Sem2Documento3 páginasActividad Project Sem2Michel CM0% (1)
- Qué Es Un SensorDocumento3 páginasQué Es Un SensorMichel CMAún no hay calificaciones
- Pract Rankine PDFDocumento5 páginasPract Rankine PDFRafael QuipildorAún no hay calificaciones
- Ley 905 de 2004Documento14 páginasLey 905 de 2004Michel CMAún no hay calificaciones
- Paper EcciDocumento7 páginasPaper EcciMichel CMAún no hay calificaciones
- Plantilla Monografia Tesis Icontec APADocumento17 páginasPlantilla Monografia Tesis Icontec APARoger Vargas CAún no hay calificaciones
- Historia Mtto 1Documento33 páginasHistoria Mtto 1Michel CMAún no hay calificaciones
- Manual de MantenimientoDocumento83 páginasManual de MantenimientoJose Carlos ArreagaAún no hay calificaciones
- Anwo Equipo Chiller Refrigerado Por Aire Ficha Tecnica Equipo Chiller Refrigerado Por Aire 609623Documento2 páginasAnwo Equipo Chiller Refrigerado Por Aire Ficha Tecnica Equipo Chiller Refrigerado Por Aire 609623Michel CMAún no hay calificaciones
- Ficha Tecnica ExtrusoraDocumento5 páginasFicha Tecnica ExtrusoraMichel CM50% (2)
- Historia Mtto 1Documento33 páginasHistoria Mtto 1Michel CMAún no hay calificaciones
- Sensores WikipediaDocumento6 páginasSensores Wikipedias_q_dAún no hay calificaciones
- Estática FluidosDocumento31 páginasEstática FluidosAriel Zoñez RubilarAún no hay calificaciones
- Ficha Tecnica ExtrusoraDocumento5 páginasFicha Tecnica ExtrusoraMichel CM50% (2)
- Máquina inyectora de plástico: ficha técnica y funcionamientoDocumento3 páginasMáquina inyectora de plástico: ficha técnica y funcionamientoMichel CM0% (1)
- Historia Mtto 2Documento2 páginasHistoria Mtto 2Michel CMAún no hay calificaciones
- Estática FluidosDocumento31 páginasEstática FluidosAriel Zoñez RubilarAún no hay calificaciones
- Tesis MantenimientoDocumento23 páginasTesis MantenimientoMichael UnzuetaAún no hay calificaciones
- Primer Capitulo59 PDFDocumento75 páginasPrimer Capitulo59 PDFConsuelo SolorzanoAún no hay calificaciones
- Mantenimiento máquinas plásticasDocumento78 páginasMantenimiento máquinas plásticasVerito ToapantaAún no hay calificaciones
- S02.s2 Ejercicios ResueltosDocumento6 páginasS02.s2 Ejercicios ResueltosGuisel HMAún no hay calificaciones
- Piratería afecta economíaDocumento4 páginasPiratería afecta economíaTania Guzman Paredes0% (1)
- Tarea 3 Macro Cruzada Otoño 2022Documento12 páginasTarea 3 Macro Cruzada Otoño 2022Tere PozosAún no hay calificaciones
- Usucapión MéxicoDocumento34 páginasUsucapión MéxicoMar de Oro67% (3)
- Análisis del comportamiento cafetero 2019-2020Documento7 páginasAnálisis del comportamiento cafetero 2019-2020jhonatan torres100% (1)
- G3-Chacón - Lidia - U2 - T1 - A4Documento5 páginasG3-Chacón - Lidia - U2 - T1 - A4Emanuel TerceroAún no hay calificaciones
- Biodigestor CaseroDocumento6 páginasBiodigestor CaseroGina Gómez RodríguezAún no hay calificaciones
- Metodología Del Trabajo Social para La Intervención de EmpresasDocumento15 páginasMetodología Del Trabajo Social para La Intervención de Empresasoscar100% (3)
- Informe Gem EcuadorDocumento3 páginasInforme Gem EcuadorShellmy MateoAún no hay calificaciones
- FORO Asientos Contable AlvarezDocumento2 páginasFORO Asientos Contable AlvarezLuis Gamboa LlerenaAún no hay calificaciones
- Ef Calculo IDocumento1 páginaEf Calculo IRolando Herrera SilvaAún no hay calificaciones
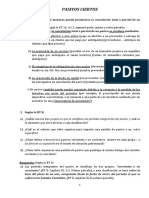
- Pasivos Ciertos e InciertosDocumento13 páginasPasivos Ciertos e InciertosCamila BurgerAún no hay calificaciones
- Desafíos movimiento pedagógicoDocumento10 páginasDesafíos movimiento pedagógicoFelipe Escobar FernándezAún no hay calificaciones
- Informe Universitario La CalacaDocumento12 páginasInforme Universitario La CalacaGabiie EscobarAún no hay calificaciones
- Que Es Costo Con AutoresDocumento3 páginasQue Es Costo Con AutoresEstuardo Barrera67% (3)
- Plan Nacional de Desarrollo 2017-2021 EcuadorDocumento7 páginasPlan Nacional de Desarrollo 2017-2021 EcuadorGiovanna MayorgaAún no hay calificaciones
- Neoliberalismo en HondurasDocumento6 páginasNeoliberalismo en HondurasJesserVelasquezAriasAún no hay calificaciones
- Distrito de CircaDocumento6 páginasDistrito de CircalenninAún no hay calificaciones
- ANTEPROYECTODocumento4 páginasANTEPROYECTOJael Vanessa Bravo NúñezAún no hay calificaciones
- Ficha TecnicaDocumento12 páginasFicha TecnicaFredydaniel GarcesAún no hay calificaciones
- Plan de Investigacion de Melamina FinalDocumento61 páginasPlan de Investigacion de Melamina FinalNoe Cuellar Martinez80% (5)
- MACROECONOMIADocumento6 páginasMACROECONOMIABELKISAún no hay calificaciones
- Quiz Matematicas FinancieraDocumento10 páginasQuiz Matematicas FinancieraAlejandra VmAún no hay calificaciones
- Macro Caso Harvard 1Documento3 páginasMacro Caso Harvard 1Danny EspinalAún no hay calificaciones
- Peru gastronomy boomDocumento31 páginasPeru gastronomy boomHarrynetAún no hay calificaciones
- Proyecto r3 tcm30-521557Documento95 páginasProyecto r3 tcm30-521557marijo199801Aún no hay calificaciones
- Desarrollo Empresarial SolidarioDocumento20 páginasDesarrollo Empresarial Solidariomafuchaco100% (5)
- Investigacion de Mercados-CasosDocumento7 páginasInvestigacion de Mercados-CasosMartika Donayre0% (3)
- Vergara - NeoliberalismoDocumento4 páginasVergara - NeoliberalismoariannAún no hay calificaciones
- Inflación y Desempleo, Crucigrama de Conceptos12Documento1 páginaInflación y Desempleo, Crucigrama de Conceptos12Estefania cinco cotriAún no hay calificaciones