También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (894)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Woodwork Joints 1917Documento53 páginasWoodwork Joints 1917cornel_bursucel7099100% (4)
- Create Your Own Custom Carpet Tile Design in 3 StepsDocumento1 páginaCreate Your Own Custom Carpet Tile Design in 3 StepsDan George IIIAún no hay calificaciones
- Vetromagic Tutorial Ok 1Documento2 páginasVetromagic Tutorial Ok 1Dan George IIIAún no hay calificaciones
- 3M Professional Floor Sanding Products Catalog: InnovationDocumento28 páginas3M Professional Floor Sanding Products Catalog: InnovationDan George IIIAún no hay calificaciones
- WelcomeFolder BasicDocumento4 páginasWelcomeFolder BasicDan George IIIAún no hay calificaciones
- Area Required in Relation To Footfall PDFDocumento1 páginaArea Required in Relation To Footfall PDFDan George IIIAún no hay calificaciones
- emco entrance matting load specsDocumento1 páginaemco entrance matting load specsDan George IIIAún no hay calificaciones
- Hertfordshire County MapDocumento1 páginaHertfordshire County MapDan George IIIAún no hay calificaciones
- Contract Carpet & Tile ManufacturerDocumento11 páginasContract Carpet & Tile ManufacturerDan George IIIAún no hay calificaciones
- CONIPURHGDocumento3 páginasCONIPURHGDan George IIIAún no hay calificaciones
- Emco DIPLOMAT With Ribbed Carpet Insert - RDocumento1 páginaEmco DIPLOMAT With Ribbed Carpet Insert - RDan George IIIAún no hay calificaciones
- Installation Instructions For APF SeriesDocumento5 páginasInstallation Instructions For APF SeriesDan George IIIAún no hay calificaciones
- Area Required in Relation To Footfall PDFDocumento1 páginaArea Required in Relation To Footfall PDFDan George IIIAún no hay calificaciones
- Datenblatt Consul 02 GB - KV1Documento2 páginasDatenblatt Consul 02 GB - KV1Dan George IIIAún no hay calificaciones
- IHF BASF Certificate 2010Documento1 páginaIHF BASF Certificate 2010Dan George IIIAún no hay calificaciones
- Warranty Tivoli24Documento1 páginaWarranty Tivoli24Dan George IIIAún no hay calificaciones
- Photo Gallery APFDocumento1 páginaPhoto Gallery APFDan George IIIAún no hay calificaciones
- 2tec2 FloorsDocumento25 páginas2tec2 FloorsDan George IIIAún no hay calificaciones
- Vertical and Horizontal Movement Admissions Table For APF SeriesDocumento1 páginaVertical and Horizontal Movement Admissions Table For APF SeriesDan George IIIAún no hay calificaciones
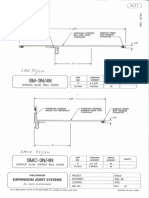
- Model Sm/Smc-100 Thru 400 Installation Instructions: Important InformationDocumento4 páginasModel Sm/Smc-100 Thru 400 Installation Instructions: Important InformationDan George IIIAún no hay calificaciones
- Enia Imagebroschuere EnglischDocumento20 páginasEnia Imagebroschuere EnglischDan George IIIAún no hay calificaciones
- Heavy Duty Aluminium Floor Flush SystemDocumento1 páginaHeavy Duty Aluminium Floor Flush SystemDan George IIIAún no hay calificaciones
- SMN 100Documento1 páginaSMN 100Dan George IIIAún no hay calificaciones
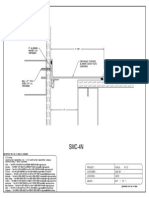
- SMC-4N: Scale: Project: Customer: Location: Job No.: - N.T.S.Documento1 páginaSMC-4N: Scale: Project: Customer: Location: Job No.: - N.T.S.Dan George IIIAún no hay calificaciones
- SMN 100 and SMCN 100Documento1 páginaSMN 100 and SMCN 100Dan George IIIAún no hay calificaciones
- Heavy Duty Aluminium Floor Flush SystemDocumento1 páginaHeavy Duty Aluminium Floor Flush SystemDan George IIIAún no hay calificaciones
- CS CouvraneufDocumento28 páginasCS CouvraneufDan George IIIAún no hay calificaciones
- CSTB Fire Test Report Feb. 2008 - For Acrovyn B - s2 - d0Documento4 páginasCSTB Fire Test Report Feb. 2008 - For Acrovyn B - s2 - d0Dan George IIIAún no hay calificaciones
- Construction Specialties Acrovyn Protection File002010Documento20 páginasConstruction Specialties Acrovyn Protection File002010Dan George IIIAún no hay calificaciones