También podría gustarte
- Refractory Dry Out RDO ProcedureDocumento10 páginasRefractory Dry Out RDO ProcedureDangol63% (8)
- Refractory PPT IN 150 MW CFBC BOILERDocumento25 páginasRefractory PPT IN 150 MW CFBC BOILERkvsagar67% (3)
- Refractory Dry Out Procedures PDFDocumento18 páginasRefractory Dry Out Procedures PDFTamer Abd Elrasoul0% (2)
- Drying-Out & Heating-Up of Refractory LiningsDocumento73 páginasDrying-Out & Heating-Up of Refractory LiningsNael88% (16)
- Refractory ProcedureDocumento13 páginasRefractory ProcedureArunachalam Avanashi100% (3)
- Monolithic Refractory Lining (Calderys)Documento16 páginasMonolithic Refractory Lining (Calderys)Nael82% (11)
- Refractory Lining Installation Guide-RHIDocumento40 páginasRefractory Lining Installation Guide-RHINael100% (10)
- Refractory Castable SelectionDocumento37 páginasRefractory Castable SelectionElwathig Bakhiet100% (4)
- Alkali Boil Out - Procedure BHELDocumento10 páginasAlkali Boil Out - Procedure BHELumamahesh25967% (3)
- Refractory Method Statement of Refractory Liquid Burn PitDocumento22 páginasRefractory Method Statement of Refractory Liquid Burn PitSaragadam Dilsri100% (4)
- 01Documento32 páginas01Shreyas Raju100% (2)
- Refractory Thickness CalculationsDocumento9 páginasRefractory Thickness Calculationsrajachem100% (1)
- Steam BlowingDocumento19 páginasSteam Blowingmvdeole100% (1)
- Service Manual Ariston T2Documento52 páginasService Manual Ariston T2cris_43100% (1)
- CFBC Boiler SOPDocumento18 páginasCFBC Boiler SOPgangatharanAún no hay calificaciones
- Refractory Repair and ProcedureDocumento3 páginasRefractory Repair and Procedureyogacruise50% (2)
- Data Sheet Greencast 94: DescriptionDocumento2 páginasData Sheet Greencast 94: Descriptionmani0% (1)
- RefractoryDocumento23 páginasRefractoryHarinarayanan Samsari Kizhake Veetil100% (1)
- Installation Guide NUDocumento67 páginasInstallation Guide NUJorge Armando Cabrera Guaquida100% (2)
- 21-Application of Phoscst 90 RefractoryDocumento6 páginas21-Application of Phoscst 90 RefractorysonuAún no hay calificaciones
- Brick Lining Installation-Golden RulesDocumento34 páginasBrick Lining Installation-Golden RulesNael100% (11)
- HF-301A/B: Maintenance Job CardDocumento42 páginasHF-301A/B: Maintenance Job CardHnd Inst HydraulicsAún no hay calificaciones
- Vacuum Pumps Common Problems and TroubleshootingDocumento18 páginasVacuum Pumps Common Problems and TroubleshootingAV kayanAún no hay calificaciones
- Refractory Constructions PDFDocumento51 páginasRefractory Constructions PDFHammadAún no hay calificaciones
- Castable Refractory ConcreteDocumento23 páginasCastable Refractory Concretemnaziria6612100% (3)
- Boiler Boil OutDocumento1 páginaBoiler Boil Outgshori2000Aún no hay calificaciones
- Refractory Thk. Cal.Documento1 páginaRefractory Thk. Cal.Pradeep Kothapalli100% (1)
- Boiler Performance Audit Report by K.K.parthiban at A Tyre PlantDocumento35 páginasBoiler Performance Audit Report by K.K.parthiban at A Tyre Plantparthi2006576850% (2)
- JERES-N-100 Refractory Systems PDFDocumento25 páginasJERES-N-100 Refractory Systems PDFzsmithAún no hay calificaciones
- Shut Down Inspection of A Chinese Make CFBC BoilerDocumento15 páginasShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768Aún no hay calificaciones
- Steam Blowing ProcedureDocumento4 páginasSteam Blowing ProcedureAndhika Permana SutantoAún no hay calificaciones
- Refractory Installation and Maintenance - F.S. SperryDocumento104 páginasRefractory Installation and Maintenance - F.S. SperryPratama Trendy Leo100% (1)
- Saudi Aramco Inspection Checklist: Inspection of Furnace Dryout SAIC-N-2030 25-May-05 MechDocumento4 páginasSaudi Aramco Inspection Checklist: Inspection of Furnace Dryout SAIC-N-2030 25-May-05 MechAnonymous S9qBDVky0% (1)
- CFBC Boiler Startup and ShutdownDocumento42 páginasCFBC Boiler Startup and ShutdownAshvani Shukla100% (1)
- An Experience With CFBC Boiler Tube FailuresDocumento61 páginasAn Experience With CFBC Boiler Tube Failuresparthi20065768100% (2)
- Refractory Science Refractories - : 1.1 Composition and StructureDocumento14 páginasRefractory Science Refractories - : 1.1 Composition and StructureNikki AlbiosAún no hay calificaciones
- Dust Explosion in CFBC BoilersDocumento5 páginasDust Explosion in CFBC BoilersS V NAGESHAún no hay calificaciones
- Versaflow 45 Plus: Product DataDocumento2 páginasVersaflow 45 Plus: Product DataHendra AriefAún no hay calificaciones
- Refractory Doc JunaidDocumento3 páginasRefractory Doc JunaidAli ZamanAún no hay calificaciones
- Calculation On RefrectoryDocumento3 páginasCalculation On RefrectorymishtinilAún no hay calificaciones
- Boiler Manual 3x135MWDocumento61 páginasBoiler Manual 3x135MWHarrisonic SerandeAún no hay calificaciones
- API Refractory Lining and Burner Brick RequirementDocumento29 páginasAPI Refractory Lining and Burner Brick RequirementsprathAún no hay calificaciones
- Bull Nose Ref FailureDocumento1 páginaBull Nose Ref FailurejagrutAún no hay calificaciones
- 130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)Documento22 páginas130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)มิตร อันมาAún no hay calificaciones
- Refractories 01Documento22 páginasRefractories 01dika wahyu0% (1)
- Design of Refractory LiningDocumento31 páginasDesign of Refractory Liningabdulscribd100% (12)
- Refractory Material Specification - R1 PDFDocumento10 páginasRefractory Material Specification - R1 PDFAsywida FahmiAún no hay calificaciones
- Working On RefractoryDocumento76 páginasWorking On RefractoryRahul BishnoiAún no hay calificaciones
- Boiler Preservation Procedure For Thermal PlantsDocumento5 páginasBoiler Preservation Procedure For Thermal Plantseng_fayAún no hay calificaciones
- IRM2900 Refractory InspectionDocumento28 páginasIRM2900 Refractory Inspectionmika cabello100% (1)
- Steam Blowing ProcedureDocumento37 páginasSteam Blowing ProcedureIslam FawzyAún no hay calificaciones
- RDO ProcedureDocumento2 páginasRDO Procedureprof.ankurtrivediAún no hay calificaciones
- Aph FireDocumento25 páginasAph Firesekhar_ntpcAún no hay calificaciones
- Dry Out & Curing of Refractory LiningDocumento2 páginasDry Out & Curing of Refractory Liningmasoud_968370957100% (1)
- Thermax BoilerDocumento10 páginasThermax Boileramitrawal0100% (1)
- Prepare A Boiler For SurveyDocumento9 páginasPrepare A Boiler For SurveyLakshmikanthAún no hay calificaciones
- Design Control Document-MVACDocumento48 páginasDesign Control Document-MVACRudivic LumainAún no hay calificaciones
- Boiler CommissioningDocumento35 páginasBoiler CommissioningNikhil MalhotraAún no hay calificaciones
- SOP - Start-Up & Shut Down Procedure of Thermal Craker Heater De-CokingDocumento10 páginasSOP - Start-Up & Shut Down Procedure of Thermal Craker Heater De-CokingsaadAún no hay calificaciones
- Production OF Producer GasDocumento19 páginasProduction OF Producer Gassaipa1Aún no hay calificaciones
- JBC Common Boiler FormulasDocumento12 páginasJBC Common Boiler Formulasnesrine10Aún no hay calificaciones
- BINDER CATALOGUE 2015 COMPLETE WEB Rev 1 PDFDocumento174 páginasBINDER CATALOGUE 2015 COMPLETE WEB Rev 1 PDFRajendran SrnAún no hay calificaciones
- Standard - Pipe - Supports (GDF SUEZ) PDFDocumento63 páginasStandard - Pipe - Supports (GDF SUEZ) PDF이우견Aún no hay calificaciones
- J. Nalco Next Generation Technology - EnVisionDocumento52 páginasJ. Nalco Next Generation Technology - EnVisionRajendran SrnAún no hay calificaciones
- M. Ion ExchangeDocumento29 páginasM. Ion ExchangeRajendran SrnAún no hay calificaciones
- Ganz TurbinaDocumento12 páginasGanz TurbinaRajendran SrnAún no hay calificaciones
- L. Reverse Osmosis - 3DT For MembraneDocumento31 páginasL. Reverse Osmosis - 3DT For MembraneRajendran SrnAún no hay calificaciones
- N. Dust Control PDFDocumento27 páginasN. Dust Control PDFRajendran Srn50% (2)
- H&I. Condenser Performance MonitoringDocumento43 páginasH&I. Condenser Performance MonitoringRajendran SrnAún no hay calificaciones
- E1. Boiler Tube Failure Part 1Documento54 páginasE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- Wind Power PlantDocumento11 páginasWind Power PlantRajendran SrnAún no hay calificaciones
- E2. Boiler Tube Failure Part 2Documento77 páginasE2. Boiler Tube Failure Part 2Rajendran Srn100% (5)
- D. Turbines and GeneratorsDocumento41 páginasD. Turbines and GeneratorsRajendran SrnAún no hay calificaciones
- 9 BiomassDocumento14 páginas9 BiomassRajendran SrnAún no hay calificaciones
- K. Thermal DesalinationDocumento45 páginasK. Thermal DesalinationRajendran SrnAún no hay calificaciones
- Tidal Power PlantDocumento8 páginasTidal Power PlantRajendran SrnAún no hay calificaciones
- Geothermal Power PlantDocumento8 páginasGeothermal Power PlantRajendran SrnAún no hay calificaciones
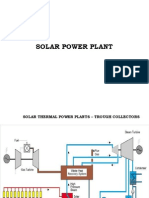
- Solar Power PlantDocumento16 páginasSolar Power PlantRajendran Srn100% (2)
- C. Boiler Internal Cycle Chemistry & ControlDocumento46 páginasC. Boiler Internal Cycle Chemistry & ControlRajendran Srn100% (1)
- M. Ion ExchangeDocumento29 páginasM. Ion ExchangeRajendran SrnAún no hay calificaciones
- Nuclear Power Plant PresentationDocumento16 páginasNuclear Power Plant PresentationRajendran SrnAún no hay calificaciones
- B. BFW Chemistry & ControlDocumento61 páginasB. BFW Chemistry & ControlRajendran SrnAún no hay calificaciones
- Boiler Water TreatmentDocumento36 páginasBoiler Water TreatmentRajendran SrnAún no hay calificaciones
- RT Report Format Rev.1 17-3-19Documento6 páginasRT Report Format Rev.1 17-3-19mohd as shahiddin jafriAún no hay calificaciones
- Sesion 7Documento40 páginasSesion 7Martin Y. KouAún no hay calificaciones
- Is.7396.1.1985 Surge Shaft DesignDocumento26 páginasIs.7396.1.1985 Surge Shaft DesignVanu Vamalai100% (1)
- Thermo Dyanmics 2Documento2 páginasThermo Dyanmics 2xcalliber404Aún no hay calificaciones
- Computational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubeDocumento15 páginasComputational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubebhuniakanishkaAún no hay calificaciones
- Sandvik DD321Documento4 páginasSandvik DD321Anonymous Dm7iMmt0% (2)
- Cutting Edges & End Bits: Bolt-On & Weld-In Cutting Edges For Buckets & BladesDocumento32 páginasCutting Edges & End Bits: Bolt-On & Weld-In Cutting Edges For Buckets & Blades8897477809Aún no hay calificaciones
- College of Engineering Process Control Lab.: Basrah UniversityDocumento11 páginasCollege of Engineering Process Control Lab.: Basrah UniversityhanaAún no hay calificaciones
- Power Plant QuestionsDocumento20 páginasPower Plant QuestionsSubhransu Mohapatra50% (2)
- Mi 9664 TDocumento5 páginasMi 9664 Tamir barekatiAún no hay calificaciones
- Nissan 370Z: 3.7 PETROL Periodic MaintenanceDocumento3 páginasNissan 370Z: 3.7 PETROL Periodic MaintenanceMichael KaneAún no hay calificaciones
- AUMA enDocumento60 páginasAUMA enEmma AlexandruAún no hay calificaciones
- Riwayat Pemeliharaan Alat Wirtgen 2Documento2 páginasRiwayat Pemeliharaan Alat Wirtgen 2Aulia Rizeky JanuaryAún no hay calificaciones
- Swimming EquipmentsDocumento45 páginasSwimming EquipmentsHaymanAHMEDAún no hay calificaciones
- B10 1130 Boron Steel Heattreated Before and After StampingDocumento15 páginasB10 1130 Boron Steel Heattreated Before and After Stamping3MECH015 Bhavatharan SAún no hay calificaciones
- A2249 Digital Diesel Electronics Control Unit: Connector Location ViewsDocumento2 páginasA2249 Digital Diesel Electronics Control Unit: Connector Location Viewskoks_s3Aún no hay calificaciones
- TacheuchiTB1140 S51400007 - ServiceDocumento652 páginasTacheuchiTB1140 S51400007 - ServiceStelian CrisanAún no hay calificaciones
- 3 Cross Wheel LacingDocumento41 páginas3 Cross Wheel LacingbobAún no hay calificaciones
- Manual For TC5013 (Elemento Painel)Documento74 páginasManual For TC5013 (Elemento Painel)WevertonAún no hay calificaciones
- Hydraulic Quiz 8Documento8 páginasHydraulic Quiz 8Aireuxs AdjarainiAún no hay calificaciones
- Tech Spec For Centrifugal PumpDocumento5 páginasTech Spec For Centrifugal PumpRoby Mirza100% (1)
- Statically Indeterminate BeamsDocumento7 páginasStatically Indeterminate BeamsMary Jane PelaezAún no hay calificaciones
- Lovejoy Tipo CJDocumento22 páginasLovejoy Tipo CJyerandasAún no hay calificaciones
- 2 Trident Dryer Package (0421)Documento29 páginas2 Trident Dryer Package (0421)Jorge RicaurteAún no hay calificaciones
- Transducer: TypesDocumento39 páginasTransducer: Typestujuh belasAún no hay calificaciones
- Standard Specification For Standard Specification For: Designation: A 1018/A 1018M - 01a Designation: A 1018/A 1018M - 01aDocumento5 páginasStandard Specification For Standard Specification For: Designation: A 1018/A 1018M - 01a Designation: A 1018/A 1018M - 01arahil shahAún no hay calificaciones
- Bellows Sealed Matering Valves BM Series (Ms-01-23) R3Documento4 páginasBellows Sealed Matering Valves BM Series (Ms-01-23) R3herysyam1980Aún no hay calificaciones
- X X H H S S: Department of Mechanical EngineeringDocumento5 páginasX X H H S S: Department of Mechanical EngineeringSeila MolinaAún no hay calificaciones
- Propeller Shaft: Models FA and FBDocumento15 páginasPropeller Shaft: Models FA and FBKomatsu Perkins HitachiAún no hay calificaciones
- Function: Torque-Induced Gyroscopic Precession Heading Indicators or Directional GyrosDocumento2 páginasFunction: Torque-Induced Gyroscopic Precession Heading Indicators or Directional GyrosViceAún no hay calificaciones