Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Artikel Komposit
Cargado por
IN MaulizaDescripción original:
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Artikel Komposit
Cargado por
IN MaulizaCopyright:
Formatos disponibles
Polimer berserat kaca (glass-reinforced plastic GRP), yang juga dikenal sebagai plastik yang
diperkuat oleh serat kaca (glass fiber-reinforced plastic GFRP), merupakan suatu polimer yang
diperkuat. Polimer ini terbuat dari bahan plastik yang diperkuat oleh serat-serat halus yang
terbuat dari kaca. Bahan ini juga dikenal dengan nama GFK yang merupakan kepanjangan dari
Glasfaserverstrkter Kunststoff, atau yang biasanya lebih akrab dikenal oleh serat kaca yang
digunakan dalam proses penguatannya, yang dalam bahasa inggrisnya disebut fiberglass.
GRP adalah suatu material yang ringan dan kuat dengan banyak kegunaan, seperti dalam
pembuatan perahu, mobil, tangki air, atap, perpipaan, pelapisan, box motor delivery, payung
promosi, booth fiberglass dll.
Jenis bahan plastik yang digunakan dapat berupa epoxy, plastik thermosetting (pada umumnya
poliester atau vinilester) atau thermoplastik.
Proses Produksi
Proses manufaktur dibuatnya serat kaca ini atau fiberglass menggunakan tungku pembakaran
yang besar untuk melelehkan pasir atau bahan campuran kimia secara perlahan hingga cair.
Kemudian bahan cair tersebut diproses melalui serangkaian lubang yang sangat kecil (biasanya
berdiameter sekitar 17-25 mikrometer untuk E-Glass, 9 mikrometer untuk S-Glass) untuk
membentuk filamen. Filamen-filamen ini kemudian direkatkan menggunakan larutan kimia
untuk membentuk sebuah roving atau sebuah gulungan filamen yang panjang seperti benang.
Diameter dari filamen-filamen tersebut dan juga jumlah filamen di dalam satu ikatan akan
menentukan beratnya. Biasanya berat akan dinyatakan dalam satuan yield-yards per pon (yaitu
berapa yard fiber dalam satu pon bahan, sehingga angka yang lebih kecil berarti gulungan yang
lebih berat, contoh dari ukuran yield standar adalah 225 yield, 450 yield, 675 yield) atau dalam
tex-grams per km (berapa gramkah berat gulungan fiber sepanjang 1 km itu. Angka ini
merupakan kebalikan dari yield, sehingga angka yang lebih kecil akan menunjukkan gulungan
yang lebih ringan. Contoh dari tex standar adalah 750 tex, 1100 tex, 2200 tex).
Gulungan-gulungan ini dapat digunakan untuk aplikasi teknik gabungan seperti teknik
pultrusion, filament winding (untuk pipa), gun roving (alat otomatis yang akan mencacah kaca
menjadi potongan yang kecil-kecil dan menjatuhkannya kedalam semprotan resin yang nantinya
akan diproyeksikan di permukaan suatu cetakan). Atau dapat juga digunakan dalam teknik
perantara, untuk memproduksi bahan seperti chopped strand mat (CSM) yang terbuat dari fiber
yang dipotong kecil-kecil secara tidak beraturan dan diikat menjadi satu, kain tenunan, kain
rajutan atau kain multi-arah.
Proses Perekatan
Adalah proses yang melibatkan semacam lapisan atau sering disebut primer, yang akan
melindungi filamen kaca untuk proses produksi atau manipulasi. Lapisan ini juga akan menjamin
ikatan yang kuat antara filamen kaca tersebut dengan bahan resin. Sehingga hal ini akan
membantu proses transfer beban dari serat kaca (yang dapat melengkung jika terbebani) ke
plastik thermoset (yang dapat menangani beban dengan cukup baik). Tanpa proses pengikatan
ini, serat kaca dapat terselip di dalam matriks bahan dan cacat produksi sebagian dapat terjadi.
Biasanya juga merupakan bahan dasar dalam pembuatan kain.
Sifat
Setiap helai serat kaca yang terstruktur memiliki sifat kaku dan kuat dalam proses perengangan
dan saat melalui proses kompresi atau pemberian tekanan di sepanjang sumbunya. Walaupun
pada umumnya diasumsikan bahwa serat sebenarnya lemah dibawah proses kompresi atau
penekanan, sebenarnya asumsi ini lebih didasarkan oleh rasio penampilan dari serat itu sendiri.
Dalam artian; oleh karena bentuk serat tersebut tipis dan panjang, maka serat dianggap dapat
bengkok dengan mudah. Disisi lain, serat kaca paling tidak kaku dan tidak kuat pada
ketebalannya yaitu, di lintang sumbunya. Oleh karena itu, jika sekumpulan serat dapat diatur
arahnya secara permanen sesuai dengan yang diinginkan di dalam suatu material, dan jika serat-
serat tersebut dapat dicegah dari pembengkokan saat dalam tekanan, maka material tersebut akan
menjadi sangat kuat sesuai dengan arah yang diinginkan untuk diperkuat.
Lebih jauh lagi dalam pembahasan ini; dengan menumpuk lebih dari satu lapisan serat satu diatas
yang lainnya, kemudian tiap lapisannya diorientasikan dalam berbagai arah yang berbeda sesuai
dengan keinginan, faktor kekakuan dan kekuatan dari keseluruhan material dapat dikontrol
dengan lebih efisien. Dalam kasus plastik berserat kaca, adalah bahan plastiklah yang akan
menampung serat kaca yang terstruktur tersebut sesuai dengan arah yang dipilih oleh desainer
produknya. Sementara pada kasus chopped strand mat, dasar pengaturan arahnya terletak pada 2
lempengan berbentuk dua dimensi dengan kain tenun atau lapisan yang tanpa pengaturan arah
khusus. Dengan demikian, arah dari kekakuan dan kekuatan bahan tersebut akan dapat dikontrol
dengan lebih presisi dari dalam lempengan itu sendiri.
Komponen dari plastik berserat kaca pada dasarnya terbuat dari konstruksi kulit tipis, kadang
bagian dalamnya diisi dengan busa struktural, seperti dalam kasus pembuatan papan selancar.
Komponennya bisa juga dibuat dengan bentuk yang hampir serampangan tetapi masih didalam
batas kerumitan dan toleransi bentuk cetakan yang digunakan untuk memproduksi kulit luar
tersebut.
Bahan
Grafity
Spesifik
Kekuatan Renggangan
(MPa)
Kekuatan Tekanan
(MPa)
Polyester resin (tidak diperkuat) 1.28 55 140
Polyester dengan Laminasi Chopped Strand
Mat 30% E-glass
1.4 100 150
Polyester dengan Laminasi Woven Rovings
45% E-glass
1.6 250 150
Polyester dengan Laminasi Satin Weave Cloth
55% E-glass
1.7 300 250
Polyester dengan Laminasi Continuous
Rovings 70% E-glass
1.9 800 350
E-Glass Epoxy composite 1.99 1,770 (257 ksi) N/A
S-Glass Epoxy composite 1.95 2,358 (342 ksi) N/A
Kegunaan
GRP adalah suatu bahan serba guna yang mengkombinasikan keringanan bahan dengan kekuatan
intrinsik untuk menyediakan suatu lapisan luar yang tahan segala cuaca, dengan berbagai variasi
tekstur permukaan dan cakupan pilihan warna yang tidak terbatas
GRP dikembangkan di Inggris pada jaman PD II sebagai pengganti tripleks yang dibentuk untuk
digunakan pada radome (radar dome atau kubah penutup radar) di pesawat-pesawat (sebab
gelombang mikro mampu melewati GRP). Kegunaannya yang pertama di dunia sipil adalah
dalam pembuatan perahu, dimana bahan ini diterima secara umum di tahun 1950an.
Kegunaannya sekarang telah merambah bidang otomotif dan perlengkapan olahraga seperti juga
model pesawat terbang, walaupun untuk yang disebut terakhir ini, kegunaannya sekarang
sebagian telah diambil alih oleh bahan carbon fiber yang beratnya lebih ringan per volumenya
namun lebih kuat baik secara volume maupun beratnya. Kegunaan GRP juga meliputi bak air
panas, perpipaan untuk air minum dan pembuangan air limbah, kotak display di kantor atau
pabrik serta sistem atap datar.
Teknik produksi canggih seperti pre-pregs dan fiber rovings akan menambah kegunaannya serta
kemungkinan kekuatan regangan dengan plastik yang diperkuat dengan serat.
GRP juga digunakan dalam industri telekomunikasi untuk menyelubungi penampilan luar dari
antena. Hal ini disebabkan oleh kemampuannya untuk menyerap RF atau frekuensi radio dan
kemampuannya untuk menurunkan kemungkinan pemancaran sinyal yang rendah. Dapat juga
digunakan sebagai penyelubung tampilan luar dari peralatan lain dimana penyerapan tanpa
gelombang sangat dibutuhkan, seperti pada lemari perlengkapan dan struktur penyokong
berbahan baja. Hal ini disebabkan oleh kemudahan bahan ini dibentuk, diproduksi dan dicat
sesuai dengan desain khusus yang diinginkan, seperti untuk membaur dengan struktur yang telah
berdiri sebelumnya atau dinding bata. Kegunaan lainnya lagi meliputi GRP berbentuk lembaran
yang dibuat menjadi insulator elektrik dan komponen struktural lainnya yang umum ditemukan
pada industri pembangkit tenaga.
Tangki Penampungan
Tangki penampungan juga dapat dibuat dari bahan GRP dengan kapasitas hingga 300 ton.
Ukuran tangki yang lebih kecil dapat dibuat dengan cetakan chopped strand mat diatas lapisan
thermoplastik untuk bagian dalam tangki yang berfungsi sebagai matras cetakan dalam proses
konstruksinya. Tangki-tangki yang lebih dapat diandalkan terbuat dari woven mat atau filament
wound fiber dengan orientasi serat pada sudut yang tepat dibandingkan dengan tekanan
sirkumferensial yang didesakkan pada dinding-dinding tangki oleh isi tangki tersebut. Tangki
jenis ini biasanya digunakan untuk penyimpanan bahan kimia oleh karena pelapis plastiknya
(yang biasanya berbahan polypropylene) resistan terhadap berbagai macam bahan kimia yang
kuat. Tangki-tangki berbahan GRP juga digunakan sebagai septic tank.
Pembangunan Rumah
Plastik berserat kaca juga digunakan dalam konstruksi untuk pembuatan laminasi atap, door
surrounds, kanopi diatas pintu, kanopi jendela dan dormers, cerobong, coping systems (tepian
dinding), pinggiran dinding di atas perapian dan bingkai jendela. Kegunaan GRP untuk aplikasi-
aplikasi tersebut akan mempercepat proses pemasangan dan mengurangi masalah dalam
transportasinya. Dengan semakin banyaknya permintaan untuk produksi, sekarang proses
produksi panel GRP berbentuk bata untuk keperluan pembangunan rumah dengan sistem
composite ikut meningkat pula. Panel-panel ini dapat diproduksi dengan insulasi yang tepat
sehingga akan mengurangi penguapan panas dari bangunan.
Perpipaan
Sistem perpipaan GRP dan GRE dapat digunakan untuk bermacam-macam jenis sistem yang
dipasang baik diatas maupun dibawah tanah, seperti:
Sistem saluran air untuk pemadaman api
Sistem air pendingin
Sistem air minum
Sistem air limbah/sistem gorong-gorong
Sistem pengaliran gas
Metode Konstruksi
Proses lay-up manual untuk pembuatan fiberglass
Jika kita bekerja dengan material epoxy, maka resin harus dicampur dulu dengan katalis atau
pengeras. Jika hal ini tidak dilakukan, maka resin tersebut akan susah mengeras hingga berhari-
hari, kadang malah berminggu-minggu. Kemudian langkah selanjutnya, matras cetakan diisi
dengan campuran tersebut. Lembaran-lembaran fiberglass diletakkan diatas cetakan tersebut dan
disusun masuk kedalamnya menggunakan penggulung dari besi. Material ini harus melekat
dengan baik dalam cetakannya. Tidak boleh ada udara yang terperangkap diantara fiberglass
dengan dinding cetakannya. Setelah itu, adonan resin tambahan diaplikasikan dan kemungkinan
juga lembaran fiberglass tambahan. Penggulung digunakan untuk memastikan adonan resin
berada diantara lapisan, memastikan fiberglass diisikan secara merata ke seluruh ketebalan
laminasi dan juga memastikan kantong udara yang ada dihilangkan. Pekerjaan ini harus
dilakukan dengan cukup cepat supaya dapat selesai sebelum adonan resin mengeras. Waktu
pengerasan yang bervariasi dapat dicapai dengan mengubah jumlah katalis yang dicampurkan
kedalam adonan resin. Pada akhir proses, beban diaplikasikan dari atas untuk menekan kelebihan
resin dan udara yang terperangkap dalam adonan keluar dari cetakan. Supaya beban tidak
menekan adonan melebihi ukuran yang ingin dibuat, harus disediakan ganjalan (contohnya
seperti koin yang diselipkan di tepian) yang akan menghalangi beban untuk terus menekan
adonan di dalam cetakan hingga habis.
Proses lay-up dengan metode semprotan untuk pembuatan fiberglass
Proses lay-up dengan metode spray atau semprotan untuk fiberglass sebenarnya mirip dengan
metode manual. Hanya saja, perbedaannya pada metode pengaplikasian serat dan materi resin
kedalam cetakan. Proses lay-up dengan metode semprotan adalah proses sistem produksi
komposit dengan sistem cetakan terbuka dimana resin dan bahan-bahan penunjang lainnya
disemprotkan ke permukaan cetakan. Adonan resin dan kaca dapat juga diaplikasikan secara
terpisah atau dicacah secara berkesinambungan dalam arus yang dikombinasikan dari alat
pencacah. Para pekerja menggelar hasil dari proses semprotan tersebut untuk memadatkan
laminasi. Kayu, busa atau material inti lainnya baru bisa ditambahkan dan lapisan hasil proses
semprotan kedua diisikan ke inti diantara laminasi-laminasi. Bagian tersebut nantinya
dikeraskan, didinginkan dan kemudian dilepaskan dari cetakan yang nantinya dapat digunakan
ulang untuk proses berikutnya.
Proses Pultrusion
Pultrusion adalah metode manufaktur yang digunakan untuk membuat bahan komposit yang
kuat tetapi ringan, dalam hal ini adalah fiberglass. Serat (dalam hal ini bahan kaca) ditarik dari
gulungannya melalui suatu alat yang akan melapisinya dengan resin. Kemudian bahan ini
biasanya dipanaskan dan kemudian dipotong sesuai ukuran yang diinginkan. Pultrusion dapat
dibuat dalam berbagai bentuk atau penampang lintang seperti penampang lintang W atau S (W or
S cross-section). Kata pultrusion itu sendiri menggambarkan metode perpindahan serat
didalam mesin tersebut. Serat tersebut ditarik baik menggunakan metode satu tangan diikuti
tangan lainnya atau metode penggulung bersambung. Metode ini berlawanan dengan metode
extrusion yang akan mendorong material melalui cetakan yang disebut dies.
Chopped Strand Mat
Chopped strand mat atau CSM adalah sebuah bentuk penguatan yang digunakan dalam plastik
berserat kaca. Bahan ini mengandung serat-serat kaca yang ditaruh secara acak saling bersilang
satu diatas lainnya dan diikat menjadi satu oleh suatu pengikat.
Bahan jenis ini biasanya diproses menggunakan teknik lay-up manual, dimana lapisan material
diletakkan dalam suatu cetakan dan dilapisi dengan resin. Oleh karena bahan pengikatnya akan
larut di dalam resin, bahan ini kemudian akan dengan mudah mengikuti bentuk-bentuk yang
berbeda sesuai keinginan pembuatnya saat dibasahi. Setelah adonan resin mengeras, produk yang
telah mengeras tadi dapat dikeluarkan dari cetakan dan memasuki proses finishing.
Menggunakan chopped strand mat akan memberikan keseragaman kegunaan kepada penguatan
bahan plastik berserat kaca.
Contoh Kegunaan Bahan GRP
Glider, mobil-mobilan, mobil sport, mobil mikro, gokart, lapisan luar body mobil, kapal, perahu
kayak, atap datar, lori, bilah kincir angin untuk pembangkit tenaga angin.
Pod, kubah, dan kegunaan arsitektur lainnya dimana faktor keringanan bahan memainkan
peranan penting.
Bodi kendaraan, seperti pada merk Anadol, Reliant, Quantum Coup, Chevrolet Corvette dan
Studebaker Avanti, serta bodi bagian bawah untuk DeLorean DMC-12.
Tank dan kapal berbahan FRP. Bahan FRP banyak digunakan untuk proses manufaktur
perlengkapan yang berkaitan dengan bahan kimia, tank dan badan kapal. BS4994 adalah standar
Inggris yang berhubungan untuk pengaplikasian bahan ini.
Antena penyiaran UHF yang biasanya dinaikkan didalam silinder plastik berserat kaca di puncak
menara pemancar siaran.
Sebagian besar dari Velomobile komersil
Bilah kincir raksasa untuk pembangkit tenaga angin komersil
Sumber: http://en.wikipedia.org/wiki/Glass-reinforced_plastic
(fcfibreglass)
Related Posts:
Fiberglass Products Cara Merawat Produk Anda
Fiberglass Produk Apa Sajakah Mereka?
Lego Man dari Siesta Keys
Parasol Fiberglass Dulu dan Kini
Booth Kiosk Fiberglass Sosro
Komposit
Riki Jose Satria
Teknik Mesin Universitas Andalas
BAB I
PENDAHULUAN
1.1 Latar Belakang
Manusia sejak dari dulu telah berusaha untuk menciptakan berbagai produk yang terdiri dari
gabungan lebih dari satu bahan untuk menghasilkan suatu bahan yang lebih kuat, contohnya
penggunaan jerami pendek untuk menguatkan batu bata di Mesir, panah orang Mongolia yang
menggabungkan kayu, otot binatang, sutera, dan pedang samurai Jepang yang terdiri dari banyak
lapisan oksida besi yang berat dan liat. Seiring dengan kemajuan zaman, untuk mengoptimalkan
nilai efisiensi terhadap suatu produk maka dimulailah suatu pengembangan terhadap material,
dan para ahli mulai menyadari bahwa material tunggal (homogen) memiliki keterbatasan baik
dari sisi mengadopsi desain yang dibuat maupun kondisi pasar.
Kebanyakan teknologi modern memerlukan bahan dengan kombinasi sifat-sifat yang luar biasa
yang tidak boleh dicapai oleh bahan-bahan lazim seperti logam besi, keramik, dan bahan
polimer. Kenyataan ini adalah benar bagi bahan yang diperlukan untuk penggunaan dalam
bidang angkasa lepas, perumahan, perkapalan, kendaraan dan industri pengangkutan. Karena
bidang-bidang tersebut membutuhkan density yang rendah, flexural, dan tensile yang tinggi,
viskosity yang baik dan hentaman yang baik.
Dalam prakteknya komposit terdiri dari suatu bahan utama (matrik-matrix) dan suatu jenis
penguatan (reinforcement) yang ditambahkan untuk meningkatkan kekuatan dan kekakuan
matrik. Penguatan ini biasanya dalam bentuk serat (fiber). Komposit merupakan teknologi
rekayasa material yang banyak dikembangkan dewasa ini karena material komposit mampu
mengabungkan beberapa sifat material yang berbeda karakteristiknya menjadi sifat yang baru
dan sesuai dengan disain yang direncanakan.
1.2. Tujuan
Tujuan dari pembelajaran komposit ini antara lain :
a) Untuk mengetahui tentang komposit secara umum
b) Untuk mengetahui aplikasi serta proses pembuatan komposit
c) Mengetahui jenis-jenis dari komposit tersebut
d) Mengetahui proses perlakuan yang diberikan terhadap pengaruh kekuatan dari komposit
tersebut
1.3. Manfaat
Komposit mempunyai fungsi yang sangat banyak pada kehidupan sehari-hari. Baik pada
kebutuhan rumah tangga hingga kebutuhan industri yang besar. Dari pembelajaran tentang
komposit ini, pada bidang industri komposit dapat dihasilkan dengan proses dan bahan yang
lebih tepat, sehingga mempunyai nilai kekuatan serta nilai jual yang lebih baik.
BAB II
TINJAUAN PUSTAKA
2.1. Definisi Bahan Komposit
Menurut Matthews dkk. (1993), komposit adalah suatu material yang terbentuk dari kombinasi
dua atau lebih material pembentuknya melalui campuran yang tidak homogen, dimana sifat
mekanik dari masing-masing material pembentuknya berbeda. Dari campuran tersebut akan
dihasilkan material komposit yang mempunyai sifat mekanik dan karakteristik ini yang berbeda
dari material pembentuknya. Material komposit mempunyai sifat dari material konvensional
pada umumnya dari proses pembuatannya melalui percampuran yang tidak homogen, sehingga
kita leluasa merencanakan kekuatan material komposit yang kita inginkan dengan jalan mengatur
komposisi dari material pembentuknya. Komposit merupakan sejumlah sistem multi fasa sifat
dengan gabungan, yaitu gabungan antara bahan matriks atau pengikat dengan penguat. Kita bisa
melihat definisi komposit ini dari beberapa tahap seperti yang telah digariskan oleh Schwartz :
a. Tahap/Peringkat Atas
Suatu bahan yang terdiri dari dua atau lebih atom yang berbeda bolehlah dikatakan sebagai
bahan komposit. Ini termasuk alloy polimer dan keramik. Bahan-bahan yang terdiri dari unsur
asal saja yang tidak termasuk dalam peringkat ini.
b. Tahap/Peringkat Mikrostruktur
Suatu bahan yang terdiri dari dua atau lebih struktur molekul atau fasa merupakan suatu
komposit. Mengikuti definisi ini banyak bahan yang secara tradisional dikenal sebagai komposit
seperti kebanyakan bahan logam. Contoh besi keluli yang merupakan alloy multifusi yang terdiri
dari karbon dan besi.
c. Tahap/Peringkat Makrostruktur
Merupakan gabungan bahan yang berbeda komposisi atau bentuk bagi mendapatkan suatu sifat
atau ciri tertentu. Dimana konstituen gabungan masih tetap dalam bentuk asal, dimana dapat
ditandai secara fisik dan melihatkan kesan antara muka antara satu sama lain.
Kroschwitz dan rekan telah menyatakan bahwa komposit adalah bahan yang terbentuk apabila
dua atau lebih komponen yang berlainan digabungkan. Rosato dan Di Matitia pula menyatakan
bahwa plastik dan bahan-bahan penguat yang biasanya dalam bentuk serat, dimana ada serat
pendek, panjang, anyaman pabrik atau lainnya. Selain itu ada juga yang menyatakan bahwa
bahan komposit adalah kombinasi bahan tambah yang berbentuk serat, butiran atau cuhisker
seperti pengisi serbuk logam, serat kaca, karbon, aramid (kevlar), keramik, dan serat logam
dalam julat panjang yang berbeda-beda didalam matriks.
Definisi yang lebih bermakna yaitu menurut Agarwal dan Broutman, yaitu menyatakan bahwa
bahan komposit mempunyai ciri-ciri yang berbeda untuk dan komposisi untuk menghasilkan
suatu bahan yang mempunyai sifat dan ciri tertentu yang berbeda dari sifat dan ciri konstituen
asalnya. Disamping itu konstituen asal masih kekal dan dihubungkan melalui suatu antara muka.
Konstituen-konstituen ini dapat dikenal pasti secara fisikal. Dengan kata lain, bahan komposit
adalah bahan yang heterogen yang terdiri dari dari fasa tersebar dan fasa yang berterusan. Fasa
tersebar selalunya terdiri dari serat atau bahan pengukuh, manakala yang berterusannya terdiri
dari matriks.
Sehingga dapat disimpulkan bahwa bahan komposit (atau komposit) adalah suatu jenis bahan
baru hasil rekayasa yang terdiri dari dua atau lebih bahan dimana sifat masing-masing bahan
berbeda satu sama lainnya baik itu sifat kimia maupun fisika dan tetap terpisah dalam hasil akhir
bahan tersebut (bahan komposit). Jika perpaduan ini terjadi dalam skala makroskopis, maka
disebut sebagai komposit. Sedangkan jika perpaduan ini bersifat mikroskopis (molekular level),
maka disebut sebagai alloy (paduan). Komposit berbeda dengan paduan, untuk menghindari
kesalahan dalam pengertiannya, oleh Van Vlack (1994) menjelaskan bahwa alloy (paduan)
adalah kombinasi antara dua bahan atau lebih dimana bahan-bahan tersebut terjadi peleburan
sedangkan komposit adalah kombinasi terekayasa dari dua atau lebih bahan yang mempunyai
sifat-sifat seperti yang diinginkan dengan cara kombinasi sistematik pada kandungan-kandungan
yang berbeda tersebut.
2.2. Tujuan dibentuknya komposit
Berikut ini adalah tujuan dari dibentuknya komposit, yaitu sebagai berikut :
1. Memperbaiki sifat mekanik dan/atau sifat spesifik tertentu
2. Mempermudah design yang sulit pada manufaktur
3. Keleluasaan dalam bentuk/design yang dapat menghemat biaya
4. Menjadikan bahan lebih ringan
2.3. Bagian-bagian utama dari komposit
2.3.1 Reinforcement
Salah satu bagian utama dari komposit adalah reinforcement (penguat) yang berfungsi sebagai
penanggung beban utama pada komposit.
Gambar 1. Ilustrasi reinforcement pada komposit
Berdasarkan bentuk dari reinforcement-nya, komposit dapat dibedakan menjadi :
Gambar 2. Pembagian komposit berdasarkan bentuk dari reinforcement-nya
Adapun ilustrasi dari komposit berdasarkan reinforcement-nya dapat dilihat pada gambar 3.
Gambar 3 Ilustrasi komposit berdasarkan reinforcement-nya
a. Partikel sebagai penguat (Particulate composites)
Keuntungan dari komposit yang disusun oleh reinforcement berbentuk partikel:
a) Kekuatan lebih seragam pada berbagai arah
b) Dapat digunakan untuk meningkatkan kekuatan dan meningkatkan kekerasan material
c) Cara penguatan dan pengerasan oleh partikulat adalah dengan menghalangi pergerakan
dislokasi.
Proses produksi pada komposit yang disusun oleh reinforcement berbentuk partikel:
a) Metalurgi Serbuk
Metalurgi serbuk adalah metode yang terus dikembangkan dari proses manufaktur yang dapat
mencapai bentuk komponen akhir dengan mencampurkan serbuk secara bersamaan dan
dikompaksi dalam cetakan, dan selanjutnya disinter didalam dapur. Tahapan metalurgi serbuk
meliputi pencampuran, penekanan dan sintering. Pencampuran adalah menggabungkan 2 bahan
serbuk atau lebih agar lebih homogen. Penekanan adalah salah satu cara untuk memadatkan
serbuk menjadi bentuk tertentu yang sesuai dengan cetakannya. Sintering merupakan teknik
untuk memproduksi material dengan densitas yang terkontrol dan komponen logam dan atau
serbuk keramik dengan aplikasi termal.
b) Stir Casting
c) Infiltration Process
d) Spray Deposition
e) In-Situ Process
Panjang partikel dibedakan menjadi dua, yaitu sebagai berikut :
1) Large particle
Komposit yang disusun oleh reinforcement berbentuk partikel, dimana interaksi antara partikel
dan matrik terjadi tidak dalam skala atomik atau molekular. Partikel seharusnya berukuran kecil
dan terdistribusi merata. Contoh dari large particle composite adalah cemet dengan sand atau
gravel, cemet sebagai matriks dan sand sebagai atau gravel, cemet sebagai matriks dan sand
sebagai partikel, Sphereodite steel (cementite sebagai partikulat), Tire (carbon sebagai
partikulat), Oxide-Base Cermet (oksida logam sebagai partikulat).
a
b
Gambar 4. a. Flat flakes sebagai penguat (Flake composites) b. Fillers sebagai penguat (Filler
composites)
2) Dispersion strengthened particle
a) Fraksi partikulat sangat kecil, jarang lebih dari 3%.
b) Ukuran yang lebih kecil yaitu sekitar 10-250 nm.
b. Fiber sebagai penguat (Fiber composites)
Fungsi utama dari serat adalah sebagai penopang kekuatan dari komposit, sehingga tinggi
rendahnya kekuatan komposit sangat tergantung dari serat yang digunakan, karena tegangan
yang dikenakan pada komposit mulanya diterima oleh matrik akan diteruskan kepada serat,
sehingga serat akan menahan beban sampai beban maksimum. Oleh karena itu serat harus
mempunyai tegangan tarik dan modulus elastisitas yang lebih tinggi daripada matrik penyusun
komposit.
Fiber yang digunakan harus memiliki syarat sebagai berikut :
a) Mempunyai diameter yang lebih kecil dari diameter bulknya (matriksnya) namun harus lebih
kuat dari bulknya
b) Harus mempunyai tensile strength yang tinggi
Parameter fiber dalam pembuatan komposit, yaitu sebagai berikut :
Gambar 5. Parameter fiber dalam pembuatan komposit
Proses produksi pada fiber-carbon yaitu sebagai berikut :
1. Open Mold Process
a. Hand Lay-Up
b. Spray Lay-Up
c. Vacuum Bag Moulding
d. Filament Winding
2. Closed Mold Process
a. Resin Film Infusion
b. Pultrusion
Berdasarkan penempatannya terdapat beberapa tipe serat pada komposit, yaitu :
:
Gambar 6. Tipe serat pada komposit
a) Continuous Fiber Composite
Continuous atau uni-directional, mempunyai susunan serat panjang dan lurus, membentuk
lamina diantara matriksnya. Jenis komposit ini paling banyak digunakan. Kekurangan tipe ini
adalah lemahnya kekuatan antar antar lapisan. Hal ini dikarenakan kekuatan antar lapisan
dipengaruhi oleh matriksnya.
b) Woven Fiber Composite (bi-dirtectional)
Komposit ini tidak mudah terpengaruh pemisahan antar lapisan karena susunan seratnya juga
mengikat antar lapisan. Akan tetapi susunan serat memanjangnya yang tidak begitu lurus
mengakibatkan kekuatan dan kekakuan tidak sebaik tipe continuous fiber.
c) Discontinuous Fiber Composite (chopped fiber composite)
Komposit dengan tipe serat pendek masih dibedakan lagi menjadi :
1) Aligned discontinuous fiber
2) Off-axis aligned discontinuous fiber
3) Randomly oriented discontinuous fiber
Randomly oriented discontinuous fiber merupakan komposit dengan serat pendek yang tersebar
secara acak diantara matriksnya. Tipe acak sering digunakan pada produksi dengan volume besar
karena faktor biaya manufakturnya yang lebih murah. Kekurangan dari jenis serat acak adalah
sifat mekanik yang masih dibawah dari penguatan dengan serat lurus pada jenis serat yang sama.
Gambar 7. Tipe discontinuous fiber
d) Hybrid fiber composite
Hybrid fiber composite merupakan komposit gabungan antara tipe serat lurus dengan serat acak.
Pertimbangannya supaya dapat mengeliminir kekurangan sifat dari kedua tipe dan dapat
menggabungkan kelebihannya.
Jenis fiber yang biasa digunakan untuk pembuatan komposit antara lain sebagai berikut :
a) Fiber-glass
Sifat-sifat fiber-glass, yaitu sebagai berikut :
1. Density cukup rendah (sekitar 2,55 g/cc)
2. Tensile strengthnya cukup tinggi (sekitar 1,8 GPa)
3. Biasanya stiffnessnya rendah (70GPa)
4. Stabilitas dimensinya baik
5. Resisten terhadap panas dan dengin
6. Tahan korosi
7. Komposisi umum adalah 50-60% SiO2 dan paduan lain yaitu Al, Ca, Mg, Na, dan lain-lain.
Keuntungan dari penggunaan fiber-glass yaitu sebagai berikut :
1. Biaya murah
2. Tahan korosi
3. Biayanya relatif lebih rendah dari komposit lainnya
4. Biasanya digunakan untuk piing, tanks, boats, alat-alat olahraga
Kerugian dari penggunaan fiber-glass yaitu sebagai berikut :
1. Kekuatannya relatif rendah
2. Elongasi tinggi
3. Kekuatan dan beratnya sedang (moderate)
Jenis-jenisnya antara lain :
1. E-glass
2. C-glass
3. S-glass
Tabel 1. Sifat-sifat dari jenis-jenis fiber-glass
Tabel 2. Komposisi senyawa kimia fiber-glass
b) Fiber-nylon
Sifat-sifat fiber-nylon, yaitu sebagai berikut :
1. Dibuat dari polyamide
2. Lebih kuat, lebih ringan, tidak getas dan tidak lebih kaku dari karbon
3. Contoh merek nylon yaitu Kevlar (DuPont) dan Kwaron (Akzo)
c) Fiber-carbon
Sifat-sifat fiber-carbon, yaitu sebagai berikut :
1. Densitas karbon cukup ringan yaitu sekitar 2,3 g/cc.
2. Struktur grafit yang digunakan untuk membuat fiber berbentuk seperti kristal intan.
3. Mempunyai karakteristik yang ringan, kekuatan yang sangat tinggi, kekakuan (modulus
elastisitas) tinggi.
4. Memisahkan bagian yang bukan karbon melalui proses
5. Terdiri dari + 90% karbon
6. Dapat dibuat bahan turunan : grafit yang kekuatannya dibawah serat karbon
7. Diproduksi dari Polyacrylnitril (PAN), melalui tiga tahap proses, yaitu sebagai berikut:
a. Stabilisasi = Peregangan dan oksidasi.
b. Karbonisasi = Pemanasan untuk mengurangi O, H, N
c. Grafitisasi = Meningkatkan modulus elastisitas.
Tabel 3. Kelebihan Versus Kekurangan
Fiber Kelebihan Kekurangan
Fiber-glass 1. Kekuatan tinggi
2. Relatif murah Kurang elastis
Fiber-carbon 1. Kuat hingga sangat kuat
2. Stiffness(kuat+keras) besar
3. Koefisien pemuaian kecil
4. Menahan getaran 1. Agak getas
2. Nilai peregangan kurang
3. Agak mahal
Fiber-graphite 1. Lebih stiffness dari Carbon
2. Lebih ulet Kurang kuat disbanding Carbon
Fiber-nylon(aramid) 1. Agak stiff (kuat+keras) & sangat ulet
2. Tahan terhadap benturan
3. Kekuatanya besar (lebih kuat dari baja)
4. Lebih murah dari carbon 1. Kekutan tekan lebih rendah dari carbon
2. Ketahanan panas lebih rendah dari carbon (hingga 180*C)
Hybride Fiber (kombinasi dari berbagai jenis serat)
1) Glass Versus Carbon
a) Meningkatkan shock resistence (tahan benturan)
b) Meningkatkan fracture resistence (tahan patahan/ulet)
c) Mengurangi biaya
2) Glass Versus Nylon
a) Menigkatkan kekuatan tekan
b) Memperbaiki pemrosesan (manufaktur)
c) Mengurangi biaya
3) Carbon Versus Nylon
a) Meningkatkan kekuatan tarik
b) Meningkatkan kekuatan tekan
c) Meningkatkan kekuatan pada pembengkokan
c. Fiber sebagai sturktural (Structute composites)
Komposit struktural dibentuk oleh reinforce- reinforce yang memiliki bentuk lembaran-
lembaran. Berdasarkan struktur, komposit dapat dibagi menjadi dua yaitu struktur laminate dan
struktur sandwich, ilustrasi dari kedua struktur komposit tersebut dapat dilihat pada Gambar 8.
a b
Gambar 8. Ilustrasi komposit berdasarkan Strukturnya : a. Struktur laminate b. Sandwich panel
1) Laminate
Laminate adalah gabungan dari dua atau lebih lamina (satu lembar komposit dengan arah serat
tertentu) yang membentuk elemen struktur secara integral pada komposit. Proses pembentukan
lamina ini menjadi laminate dinamakan proses laminai. Sebagai elemen sebuah struktur, lamina
yang serat penguatnya searah saja (unidirectional lamina) pada umumnya tidak menguntungkan
karena memiliki sifat yang buruk. Untuk itulah struktur
komposit dibuat dalam bentuk laminate yang terdiri dari beberapa macam lamina atau lapisan
yang diorientasikan dalam arah yang diinginkan dan digabungkan bersama sebagai sebuah unit
struktur. Mikrostruktur lamina dan jenis-jenis dari arah serat dapat dilihat pada gambar dibawah
ini :
Gambar 9. Mikrostruktur lamina
Gambar 10. Jenis-jenis dari fiber reinforced composites
Terdapat beberapa lamina, yaitu:
a) Continous fiber laminate, lamina jenis ini mempunyai lamina penyusun dengan serat yang
tidak terputus hingga mencapai ujung-ujung lamina. Continous fiber laminate terdiri dari :
1. Unidirectional laminate (satu arah), yaitu bentuk laminate dengan tiap lamina mempunyai arah
serat yang sama. Kekuatan terbesar dari komposit lamina ini adalah searah seratnya.
2. Crossplien quasi-isotropoic (silang), lamina ini mempunyai susunan serat yang saling silang
tegak lurus satu sama lain antara lamina.
3. Random/woven fiber composite, lamina ini mempunyai susunan serat.
b) Discontinous fiber composite, berbeda dengan jenis sebelumnya maka laminate ini pada
masing-masing lamina terdiri dari potongan serat pendek yang terputus dan mempunyai dua jenis
yaitu :
1. Short Alighned Fiber, potongan serat tersusun dalam arah tertentu, sesuai dengan keperluan
setiap lamina.
2. In-Plane Random Fiber, potongan serat disebarkan secara acak atau arahnya tidak teratur.
2) Sandwich panels
Komposit sandwich merupakan salah satu jenis komposit struktur yang sangat potensial untuk
dikembangkan. Komposit sandwich merupakan komposit yang tersusun dari 3 lapisan yang
terdiri dari flat composite (metal sheet) sebagai kulit permukaan (skin) serta meterial inti (core)
di bagian tengahnya (berada di antaranya). Core yang biasa dipakai adalah core import, seperti
polyuretan (PU), polyvynil Clorida (PVC), dan honeycomb.Komposit sandwich dibuat dengan
tujuan untuk efisiensi berat yang optimal, namun mempunyai kekakuan dan kekuatan yang
tinggi. Sehinggga untuk mendapatkan karakteristik tersebut, pada bagian tengah diantara kedua
skin dipasang core.
Komposit sandwich merupakan jenis komposit yang sangat cocok untuk menahan beban lentur,
impak, meredam getaran dan suara. Komposit sandwich dibuat untuk mendapatkan struktur yang
ringan tetapi mempunyai kekakuan dan kekuatan yang tinggi. Biasanya pemilihan bahan untuk
komposit sandwich, syaratnya adalah ringan, tahan panas dan korosi, serta harga juga
dipertimbangkan. Dengan menggunakan material inti yang sangat ringan, maka akan dihasilkan
komposit yang mempunyai sifat kuat, ringan, dan kaku. Komposit sandwich dapat diaplikasikan
sebagai struktural maupun non-struktural bagian internal dan eksternal pada kereta, bus, truk,
dan jenis kendaraan yang lainnya.
Gambar 11. Structural composites sandwich panels
2.3.2. Matriks
Matriks adalah fasa dalam komposit yang mempunyai bagian atau fraksi volume terbesar
(dominan). Matriks mempunyai fungsi sebagai berikut :
a) Mentransfer tegangan ke serat.
b) Membentuk ikatan koheren, permukaan matrik/serat.
c) Melindungi serat.
d) Memisahkan serat.
e) Melepas ikatan.
f) Tetap stabil setelah proses manufaktur.
Gambar 12. Ilustrasi matriks pada komposit
Berdasarkan bentuk dari matriks-nya, komposit dapat dibedakan menjadi :
Gambar 13. Klasifikasi komposit Berdasarkan bentuk dari matriks-nya
Gambar 14. Matriks dari beberapa tipe komposit
a. Komposit Matrik Polimer (Polymer Matrix Composites PMC)
Komposit ini bersifat :
1) Biaya pembuatan lebih rendah
2) Dapat dibuat dengan produksi massal
3) Ketangguhan baik
4) Tahan simpan
5) Siklus pabrikasi dapat dipersingkat
6) Kemampuan mengikuti bentuk
7) Lebih ringan.
Keuntungan dari PMC :
1) Ringan
2) Specific stiffness tinggi
3) Specific strength tinggi
4) Anisotropy
Aplikasi dari PMC :
1) Bathroom furniture
2) Aerospace
3) Construction material
Jenis polimer yang banyak digunakan :
1) Thermoplastic
Thermoplastic adalah plastic yang dapat dilunakkan berulang kali (recycle) dengan
menggunakan panas. Thermoplastic merupakan polimer yang akan menjadi keras apabila
didinginkan. Thermoplastic meleleh pada suhu tertentu, melekat mengikuti perubahan suhu dan
mempunyai sifat dapat balik (reversibel) kepada sifat aslinya, yaitu kembali mengeras bila
didinginkan. Contoh ari thermoplastic yaitu Poliester, Nylon 66, PP, PTFE, PET, Polieter sulfon,
PES, dan Polieter eterketon (PEEK).
2) Thermoset
Thermoset tidak dapat mengikuti perubahan suhu (irreversibel). Bila sekali pengerasan telah
terjadi maka bahan tidak dapat dilunakkan kembali. Pemanasan yang tinggi tidak akan
melunakkan termoset melainkan akan membentuk arang dan terurai karena sifatnya yang
demikian sering digunakan sebagai tutup ketel, seperti jenis-jenis melamin. Plastik jenis termoset
tidak begitu menarik dalam proses daur ulang karena selain sulit penanganannya juga volumenya
jauh lebih sedikit (sekitar 10%) dari volume jenis plastik yang bersifat termoplastik. Contoh dari
thermoset yaitu Epoksida, Bismaleimida (BMI), dan Poli-imida (PI).
Aplikasi PMC, yaitu sebagai berikut :
1) Matrik berbasis poliester dengan serat gelas
a) Alat-alat rumah tangga
b) Panel pintu kendaraan
c) Lemari perkantoran
d) Peralatan elektronika.
2) Matrik berbasis termoplastik dengan serat gelas = Kotak air radiator
3) Matrik berbasis termoset dengan serat carbon
a) Rotor helikopter
b) Komponen ruang angkasa
c) Rantai pesawat terbang
b. Komposit Matrik Logam (Metal Matrix Composites MMC)
Metal Matrix composites adalah salah satu jenis komposit yang memiliki matrik logam. Material
MMC mulai dikembangkan sejak tahun 1996. Pada mulanya yang diteliti adalah Continous
Filamen MMC yang digunakan dalam aplikasi aerospace.
Kelebihan MMC dibandingkan dengan PMC :
1) Transfer tegangan dan regangan yang baik.
2) Ketahanan terhadap temperature tinggi
3) Tidak menyerap kelembapan.
4) Tidak mudah terbakar.
5) Kekuatan tekan dan geser yang baik.
6) Ketahanan aus dan muai termal yang lebih baik
Kekurangan MMC :
1) Biayanya mahal
2) Standarisasi material dan proses yang sedikit
Matrik pada MMC :
1) Mempunyai keuletan yang tinggi
2) Mempunyai titik lebur yang rendah
3) Mempunyai densitas yang rendah
Contoh : Almunium beserta paduannya, Titanium beserta paduannya, Magnesium beserta
paduannya.
Proses pembuatan MMC :
1) Powder metallurgy
2) Casting/liquid ilfiltration
3) Compocasting
4) Squeeze casting
Aplikasi MMC, yaitu sebagai berikut :
1) Komponen automotive (blok-silinder-mesin,pully,poros gardan,dll)
2) Peralatan militer (sudu turbin,cakram kompresor,dll)
3) Aircraft (rak listrik pada pesawat terbang)
4) Peralatan Elektronik
c. Komposit Matrik Keramik (Ceramic Matrix Composites CMC)
CMC merupakan material 2 fasa dengan 1 fasa berfungsi sebagai reinforcement dan 1 fasa
sebagai matriks, dimana matriksnya terbuat dari keramik. Reinforcement yang umum digunakan
pada CMC adalah oksida, carbide, dan nitrid. Salah satuproses pembuatan dari CMC yaitu
dengan proses DIMOX, yaitu proses pembentukan komposit dengan reaksi oksidasi leburan
logam untuk pertumbuhan matriks keramik disekeliling daerah filler (penguat).
Matrik yang sering digunakan pada CMC adalah :
1) Gelas anorganic.
2) Keramik gelas
3) Alumina
4) Silikon Nitrida
Keuntungan dari CMC :
1) Dimensinya stanil bahkan lebih stabil daripada logam
2) Sangat tanggung , bahkan hampir sama dengan ketangguhan dari cast iron
3) Mempunyai karakteristik permukaan yang tahan aus
4) Unsur kimianya stabil pada temperature tinggi
5) Tahan pada temperatur tinggi (creep)
6) Kekuatan & ketangguhan tinggi, dan ketahanan korosi
Kerugian dari CMC
1) Sulit untuk diproduksi dalam jumlah besar
2) Relative mahal dan non-cot effective
3) Hanya untuk aplikasi tertentu
Aplikasi CMC, yaitu sebagai berikut :
1) Chemical processing = Filters, membranes, seals, liners, piping, hangers
2) Power generation = Combustorrs, Vanrs, Nozzles, Recuperators, heat exchange tubes, liner
3) Wate inineration = Furnace part, burners, heat pipes, filters, sensors.
4) Kombinasi dalam rekayasa wisker SiC/alumina polikristalin untuk perkakas potong.
5) Serat grafit/gelas boron silikat untuk alas cermin laser.
6) Grafit/keramik gelas untuk bantalan,perapat dan lem.
7) SiC/litium aluminosilikat (LAS) untuk calon material mesin panas.
2.4. Properties Bahan Komposit
Kemajuan kini telah mendorong peningkatan dalam permintaan terhadap bahan komposit.
Perkembangan bidang sciences dan teknologi mulai menyulitkan bahan konvensional seperti
logam untuk memenuhi keperluan aplikasi baru. Bidang angkasa lepas, perkapalan, automobile
dan industri pengangkutan merupakan contoh aplikasi yang memerlukan bahan-bahan yang
berdensity rendah, tahan karat, kuat, kokoh dan tegar. Dalam kebanyakan bahan konvensional
seperti keluli,walaupun kuat ianya mempunyai density yang tinggi dan rapuh. Sifat maupun
karakteristik dari komposit ditentukan oleh :
a. Material yang menjadi penyusun komposit
Karakteristik komposit ditentukan berdasarkan karakteristik material penyusun menurut rule of
mixture sehingga akan berbanding secara proporsional.
b. Bentuk dan penyusunan struktural dari penyusun
Bentuk dan cara penyusunan komposit akan mempengaruhi karakteristik komposit.
c. Interaksi antar penyusun
Bila terjadi interaksi antar penyusun akan meningkatkan sifat dari komposit.
2.5. Kelebihan Bahan Komposit
Bahan komposit mempunyai beberapa kelebihan berbanding dengan bahan konvensional seperti
logam. Kelebihan tersebut pada umumnya dapat dilihat dari beberapa sudut yang penting seperti
sifat-sifat mekanikal dan fisikal, keupayaan (reliability), kebolehprosesan dan biaya. Seperti
yang diuraikan dibawah ini :
a. Sifat-sifat mekanikal dan fisikal
Pada umumnya pemilihan bahan matriks dan serat memainkan peranan penting dalam
menentukan sifat-sifat mekanik dan sifat komposit. Gabungan matriks dan serta dapat
menghasilkan komposit yang mempunyai kekuatan dan kekakuan yang lebih tinggi dari bahan
konvensional seperti keluli.
1) Bahan komposit mempunyai density yang jauh lebih rendah berbanding dengan bahan
konvensional. Ini memberikan implikasi yang penting dalam konteks penggunaan karena
komposit akan mempunyai kekuatan dan kekakuan spesifik yang lebih tinggi dari bahan
konvensional. Implikasi kedua ialah produk komposit yang dihasilkan akan mempunyai kerut
yang lebih rendah dari logam. Pengurangan berat adalah satu aspek yang penting dalam industri
pembuatan seperti automobile dan angkasa lepas. Ini karena berhubungan dengan penghematan
bahan bakar.
2) Dalam industri angkasa lepas terdapat kecendrungan untuk menggantikan komponen yang
diperbuat dari logam dengan komposit karena telah terbukti komposit mempunyai rintangan
terhadap fatigue yang baik terutamanya komposit yang menggunakan serat karbon.
3) Kelemahan logam yang agak terlihat jelas ialah rintangan terhadap kakisa yang lemah
terutama produk yang kebutuhan sehari-hari. Kecendrungan komponen logam untuk mengalami
kakisan menyebabkan biaya pembuatan yang tinggi. Bahan komposit sebaiknya mempunyai
rintangan terhadap kakisan yang baik.
4) Bahan komposit juga mempunyai kelebihan dari segi versatility (berdaya guna) yaitu produk
yang mempunyai gabungan sifat-sifat yang menarik yang dapat dihasilkan dengan mengubah
sesuai jenis matriks dan serat yang digunakan. Contoh dengan menggabungkan lebih dari satu
serat dengan matriks untuk menghasilkan komposit hibrid.
5) Massa jenis rendah (ringan)
6) Lebih kuat dan lebih ringan
7) Perbandingan kekuatan dan berat yang menguntungkan
8) Lebih kuat (stiff), ulet (tough) dan tidak getas.
9) Koefisien pemuaian yang rendah
10) Tahan terhadap cuaca
11) Tahan terhadap korosi
12) Mudah diproses (dibentuk)
13) Lebih mudah disbanding metal
b. Biaya
Faktor biaya juga memainkan peranan yang sangat penting dalam membantu perkembangan
industri komposit. Biaya yang berkaitan erat dengan penghasilan suatu produk yang seharusnya
memperhitungkan beberapa aspek seperti biaya bahan mentah, pemrosesan, tenaga manusia, dan
sebagainya.
2.6. Kekurangan Bahan Komposit
Ada beberapa kekurangan yang dimiliki oleh material komposit ini, antara lain:
a. Tidak tahan terhadap beban shock (kejut) dan crash (tabrak) dibandingkan dengan metal.
b. Kurang elastis
c. Lebih sulit dibentuk secara plastis
2.7. Kegunaan Bahan Komposit
Penggunaan bahan komposit sangat luas, yaitu untuk :
a) Pesawat terbang dan militer
Komposit digunakan untuk mereduksi berat dari pesawat untuk meningkatkan kecepatan dan
daya tahan.
Pertama kali digunakan tahun 1969 pada pesawat tempur jenis F-14 pada bagian horizontal
stabilizer.
Pada pesawat komersil, komposit mulai digunakan tahun 1980an pada pesawat airbus A310
Penggunaan bahan komposit pada bagian vertical stabilizer pada pesawat ini, lebih ringan
hingga 400kg dibandingkan dengan bahan aluminum.
Pada boing 777, 10% dari berat strukturnya berasal dari fiber-reinforced epoxy dan 50% dari
aluminum alloy.
Fiber-reinforced polymer juga digunakan pada baling-baling dari helikopter, yang jauh lebih
ringan dari aluminum dan juga lebih mampu menahan getaran dari baling-baling
b. Aplikasi luar angkasa
Pada umumnya, fiber-reinforced polymer digunakan untuk komponen-komponen kecil, seperti
solar array, antena, optical platform, dll.
Carbon fiber-reinforced epoxy tube digunakan untuk membangun rangka struktur dari low
earth orbit satelite.
Struktur ini mendukung untuk optical bench, solar array panel, antenna reflector dan modul-
modul lainnya.
c. Bidang otomotif
Pada industri otomotif, penggunaan fiber-reinforced composit bisa dibagi 3:
Komponen bodi
Komponen chassis
Komponen mesin
Pengaplikasiannya komponen bodi tersebut antara lain :
Pada bagian luar, kap mesin dan pintu harus mempunyai kekuatan dan kemampuan menahan
benturan.
Material yang digunakan adalah penguat fiber E-glass sheet molding compound (SMC)
composite.
E-glass fiber digunakan karena jauh lebih murah daripada serat karbon
Serat karbon hanya digunakan untuk kebutuhan balap (extrem),yang butuh daya tahan yang
sangat tinggi
d. Peralatan olahraga
Fiber-reinforced digunakan agar peralatan olahraga tersebut lebih ringan, tahan getaran, dan
desainnya bisa lebih fleksible
Pada sepeda balap, penggunaan serat karbon berhasil menurunkan bobot dari 9 kg (tahun
1980an) menjadi hanya 1,1kg (tahun 1990an).
Untuk mengurangi ongkos,serat karbon biasanya dicampur dengan serat kaca atau dengan
kevlar 49
e. . Kapal Laut
Glass fiber-reinforced polyester pada umumnya digunakan untuk bermacam tipe dari kapal.
Carbon fiber-reinforced epoxy biasanya hanya digunakan untuk keperluan racing boat/balap
f. Infrastruktur
Penguat dengan serat fiber sangat berpotensi untuk menggantikan beton dan baja pada
jembatan, bangunan dan berbagai infrastruktur lainnya.
Hal ini dikarenakan material komposit ini lebih tahan terhadap korosi ,mempunyai daya tahan
lebih lama dan rendah biaya perawatan.
g. Kesehatan (kaki palsu, Sambungan sendi pada pinggang dan lain-lain.)
.
2.8 Contoh material komposit
1. Plastik diperkuat fiber:
a. Diklasifikasikan oleh jenis fiber :
1) Wood (cellulose fibers in a lignin and hemicellulose matrix)
2) Carbon-fibre reinforced plastic atau CRP
3) Glass-fibre reinforced plastic atau GRP (informally, "fiberglass")
b. Diklasifikasikan oleh matriks:
1) Komposit Thermoplastik
a) long fiber thermoplastics or long fiber reinforced thermoplastics
b) glass mat thermoplastics
2) Thermoset Composites
2. Metal matrix composite MMC:
a. Cast iron putih
b. Hardmetal (carbide in metal matrix)
c. Metal-intermetallic laminate
3. Ceramic matrix composites:
a. Cermet (ceramic and metal)
b. concrete
c. Reinforced carbon-carbon (carbon fibre in a graphite matrix)
d. Bone (hydroxyapatite reinforced with collagen fibers)
4. Organic matrix/ceramic aggregate composites
a. Mother of Pearl
b. Syntactic foam
c. Asphalt concrete
5. Chobham armour (lihat composite armour)
6. Engineered wood
a. Plywood
b. Oriented strand board
c. Wood plastic composite (recycled wood fiber in polyethylene matrix)
d. Pykrete (sawdust in ice matrix)
7. Plastic-impregnated or laminated paper or textiles
a. Arborite
b. Formica (plastic)
2.9. Prospek Komposit Sebagai Trend Teknologi Masa Depan
Dengan perkembangan teknologi saat ini diperlukan suatu pengembangan metoda baru yang bisa
menawarkan solusi teknik yang mengedepankan kemampuan sistem. Saat ini telah
dikembangkan suatu metode komposit yang dikenal sebagai metode substitusi material.
Teknik dari Proses pembuatan Komposit sangat menarik, dikendalikan oleh kondisi-kondisi
proses, penyusupan logam yang terjadi secara spontan, tanpa bantuan ruang hampa bertekanan.
Dan ini merupakan metode yang paling hemat untuk memproduksi komposit. Teknologi
pembuatan Komposit memiliki kemudahan dalam fabrikasi sehingga biayanya menjadi lebih
murah. Terutama bila kita bandingkan dengan metode lainnya.
Produk material yang ulet dan material yang kuat dan tangguh adalah logis ada suatu pemikiran
dan usaha menggabungkan kedua material tersebut untuk dijadikan suatu material yang baru
yaitu komposit melalui proses pembuatan komposit. Hasil komposit yang diperoleh dengan
proses pembuatannya mempunyai ketangguhan yang tinggi dan daya tahan goncangan yang
berhubungan dengan panas yang baik seperti kekakuan, tahan aus dan stabil pada temperatur
tinggi. Proses fabrikasi komposit ini dapat diaplikasikan pada berbagai komponen mesin seperti ;
gas turbin, mesin roket, mesin piston, penukar panas, dapur temperatur tinggi, struktur pasawat
terbang dan kemasan elektronik.
BAB III
PENUTUP
3.1. Kesimpulan
Komposit merupakan gabungan dari beberapa material pembentuk yang berupa matrik dengan
seratnya yang bertujuan untuk mendapatkan kekuatan dan nilai fungsi yang lebih baik.
Matrik komposit terdiri dari 3 jenis secara umum, yaitu :
ceramic matrik composite,
metal matrik composite
polimer matrik composite
berdasarkankan penguatannya matrik secara umum terdiri dari 3 jenis, yaitu :
partikel reinforced
fiber reinforced
structural reinforced
komposit ini telah banyak diaplikasikan pada berbagai bidang, mulai dari kebutuhan harian
hingga industry besar.
3.2. Saran
Mungkin pada suatu saat nanti kita biasa mengembangkan penemuan material pembuat komposit
baru yang dengan kemampuan yang baik dan juga mempunyai nilai ekonomis yang baik juga,
sehingga aplikasi pada kehidupan nyata pun akan menekan biaya yang biasanya lebih tinggi
untuk pembuatan komposit. Dan diharapkan juga untuk pemaksimalan penggunaan serat alam
yang lebih ramah terhadap lingkungan.
Perlakuan Serat Komposit
LAPORAN PRESENTASI
KOMPOSIT
PERLAKUAN SERAT
DOSEN : DR.-ING H. HAIRUL ABRAL
OLEH :
M. FADLI WAHYUDI 06171076
FAUZI FAZZIRINSHAH S 07171006
RIKI JOSE SATRIA 07171008
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS ANDALAS
PADANG, 2011
DAFTAR ISI
1.1 Tujuan dan manfaat perlakuan serat................................................. .. 1
1.2 Teori Tentang Komposit..................................................................... 1
1.3 Perlakuan Serat Sintetis....................................................................... 2
1.4 Perlakuan Serat Alam ....................................................................... 4
PERLAKUAN SERAT
1.1 Tujuan dan manfaat perlakuan serat
Tujuan perlakuan serat :
Meningkatkan ikatan antara fiber dan matriks sehingga dapat meningkatkan sifat mekanik
komposit seperti kekuatan tarik, kekuatan bending, dan modulus elastik
Manfaat :
Mendapatkan komposit yang memiliki sifat mekanik yang lebih baik
1.2 Teori Tentang Komposit
Pada umumnya bentuk dasar suatu bahan komposit adalah tunggal dimana merupakan susunan
dari paling tidak terdapat dua unsur yang bekerja bersama untuk menghasilkan sifat-sifat bahan
yang berbeda terhadap sifat-sifat unsur bahan penyusunnya. Dalam prakteknya komposit terdiri
dari suatu bahan utama (matrik matrix) dan suatu jenis penguatan (reinforcement) yang
ditambahkan untuk meningkatkan kekuatan dan kekakuan matrik. Penguatan ini biasanya dalam
bentuk serat (fibre, fiber).
Secara umum, sifat-sifat komposit ditentukan oleh:
1. Sifat-sifat serat
2. Sifat-sifat resin
3. Rasio serat terhadap resin dalam komposit (Fraksi Volume Serat Fibre Volume Fraction)
4. Geometri dan orientasi serat pada komposit
Serat kaca (glass fibre) adalah material yang umum digunakan sebagai serat. Namun, teknologi
komposit saat ini telah banyak menggunakan karbon murni sebagai serat. Serat karbon memiliki
kekuatan yang jauh lebih baik dibanding serat kaca tetapi biaya produksinya juga lebih mahal.
Komposit dari serat karbon memiliki sifat ringan dan juga kuat. Komposit jenis ini banyak
digunakan untuk struktur pesawat terbang, alat-alat olahraga, dan terus meningkat digunakan
sebagai pengganti tulang yang rusak.
Selain serat kaca, polimer yang biasanya menjadi matriks juga dapat dipakai sebagai serat atau
penguat. Contohnya, kevlar merupakan serat polimer yang sangat kuat dan dapat meningkatkan
toughness dari material komposit. Kevlar dapat digunakan sebagai serat dari produk komposit
untuk struktur ringan yang handal, misalnya bagian kritis dari struktur pesawat terbang.
Sebenarnya, material komposit bukanlah pengguaan asli dari kevlar. Kevlar dikembangkan untuk
pengganti baja pada ban radial dan untuk membuat rompi atau helm antipeluru.
1.3 Perlakuan Serat Sintetis
1. Glass fiber
Tujuan :
meningkatkan kekuatan ikatan fiber dan matriks melalui ikatan fisik dankimia
melindungi permukaan serat dari kelembaban dan fluida reaktif.
Perlakuan permukaan serat dengan menggunakan silane dalam larutan, dimana silane dilarutkan
ke dalam air, dan terjadi hidrolisis :
R-Si(OR)3 + 3H2O R-Si(OH)3 + 3HOR
Silane Air
Sebelum dimasukkan ke dalam larutan silane, permukaan serat harusdibersihkan dan dipanaskan
sampai temperatur 340oC selama 15-20 jam.
Berikut contoh bentuk serat kaca :
Gambar 1. Serat kaca
2. Carbon fiber
Meningkatkan ikatan dengan matriks serta meningkatkan surface area dengan menciptakan
micropores (lubang2 kecil) sehingga jumlah contact point dari ikatan fiber-matriks lebih banyak.
Contoh aplikasi pada gambar:
Gambar 2. Aplikasi serat karbon
Perlakuan serat karbon terdiri atas 2 tipe :
Oksidatif, menghasilkan kelompok fungsional asam seperti carboxylic, phenolic dan
hydroxylic pada permukaan serat karbon. Dengan menggunakan oksigen atau yang mengandung
gas dengan melalui fase oksidasi yang dipanaskan sampai temperatur 250oC
Non oksidatif, serat dilapisi dengan polimer organik yang memiliki kemampuan bereaksi
dengan matriks resin. Contoh polimer coating adalah stryrene-maleic anhydride copolymer dan
polyamides, dll.
3. Kevlar fiber
Tujuan : meningkatkan ikatan fiber-matriks
Terdapat 2 metode untuk meningkatkan ikatan Kevlar 49 dengan resin epoxy :
Filament surface oxidation atau plasma etching, dengan mengurangi kekuatan tarik serat tetapi
cendrung meningkatkan kekuatan aksial komposit yang tergantung pada kekuatan interfacial
fiber-matriks
Formation of reactive groups seperti amina (-NH2) pada permukaan serat dimana membentuk
ikatan kovalen dengan epoxide group pada bidang permukaan
1.3 Perlakuan Serat Alam
Tujuan dari perlakuan serat alam adalah untuk meningkatkan ikatan antara serat dengan matriks
dengan cara menghilangkan lapisan pada serat alam yaitu berupa selulosa, hemiselulosa dan
lignin.
1. Serat kelapa sawit
Berikut adalah metodologi pelaksanaan perlakuan alkali terhadap serat komposit.
Pada grafik di bawah ini menunjukkan pengaruh dari perlakuan alkali terhadap kekuatan tarik,
regangan serta modulus elastis komposit. Hasilnya menunjukkan bahwa komposit serat sawit
yang direndam dengan NaOH selama 2 jam memiliki kekuatan tarik paling tinggi dibandingkan
perendaman NaOH 0, 4, 6 dan 8 jam.
2. Serat Rami
a. Perlakuan perendaman serat
Serat rami yang masih mengandung lignin dan kotoran tersebut dibersihkan dengan
menggunakan air. Serat yang sudah bersih direndam di dalam larutan alkali (5% NaOH) dengan
variasi waktu perendaman 0, 2, 4, dan 6 jam.
Selanjutnya serat dinetralkan dari efek NaOH dengan perendaman menggunakan air bersih.
Setelah PH rendaman netral (PH = 7), serat ditiriskan hingga kering tanpa sinar matahari.
Bahan matrik yang digunakan adalah unsaturated poliester (UPRs) 157 BQTN. Hardener yang
dipakai adalah MEKPO (metil etil keton peroksida) dengan kadar 1% (v/v). Komposit dibuat
dengan metode cetak tekan untuk fraksi volume serat (Vf) sekitar 35%.
Berikut hasil pengujian sifat mekanik komposit rami yang diberi perlakuan bahwa kompsit serat
rami yang direndam selama 2 jam memiliki kekuatan dan regangan paling tinggi dibandingkan
perendamaan 0, 4, 6 jam.
b. Pengaruh variasi volume serat
Jumlah masing-masing sampel uji sebanyak 6 buah dengan fraksi volume serat, Vf: (10%, 20%,
30%, 40%, 50%). Serat rami yang digunakan berupa serat kontinyu.
Hasil Pengujian menunjukkan bahwa semakin banyak volume serat maka kekuatan tarik dan
modulus elastis komposit semakin tinggi. Perbandingan antara komposit yang ditarik secara
longitudinal dan transversal memperlihatkan bahwa komposit yang ditarik secara longitudinal
memiliki kekuatan tarik dan modulus elastic yang lebih tinggi dibandingkan secara transversal.
Hal ini dapat dilihat pada grafik di bawah ini :
3. Serat Pandan dan Batang Pisang
Serat batang pisang dan pandan dicelupkan pada larutan Polipropilena dengan konsentrasi 10,
20, 30 % (%berat) selama 30 menit. Lalu dibiarkan kering dalam udara terbuka. Setelah kering
dimasukkan ke dalam hot press pada temperature 170 oC.
Hasil pengujian kekuatan tarik menunjukkan bahwa kekuatan tarik komposit serat pandan lebih
tinggi dibanding komposit serat batang pisang.
DAFTAR PUSTAKA
Diharjo, Kuncoro. 2006. Pengaruh Perlakuan Alkali Terhadap Sifat Tarik Bahan Komposit.
Universitas Kristen Petra : Jakarta
Wahono, Bambang. 2008. Pengaruh Perlakuan Alkali Terhadap Karakteristik Komposit Serat
Buah Kelapa Sawit-Poliester. LIPI : Jakarta
http://www.google.com/komposit/perlakuan serat
http://www.youtube.com/watch?v=dbywZ4PJ3QA
http://www.youtube.com/watch?v=aHdDN3PgHfc
http://www.youtube.com/watch?v=a7F5roYYvC8&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=Eq6Xj1UcIKg&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=y_TDd3bzDeM&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=iOZl3v4RC18&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=9tlQn5_cko0&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=vVoAfHyKYzM&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=Kh_PO9O4BAs&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=2ikkuZe0zQU&list=PL3B2C07E01F72869B
http://www.youtube.com/watch?v=Sbk7-GpyNzQ carbon panel
http://www.youtube.com/watch?v=IeST0vfDuhw from fibre to composite
http://www.youtube.com/watch?v=t22vJLHWxYA hand lay up
www.youtube.com/watch?v=t22vJLHWxYA compression molding
www.youtube.com/watch?v=t22vJLHWxYA plastic injection molding
www.youtube.com/watch?v=t22vJLHWxYA plastic injection molding
www.youtube.com/watch?v=t22vJLHWxYA composite panl manufacturing
www.youtube.com/watch?v=t22vJLHWxYA composite material and manufacturing
http://www.youtube.com/watch?v=ioj1YBm6bJY fiberglass
MEMBUAT BARANG DARI FIBERGLASS
Bahan Pembuat Fiberglass
Bahan pembuat fiberglass pada umumnya terdiri dari 11 macam bahan, 6 macam sebagai bahan
utama dan 5 macam sebagai bahan finishing, diantaranya : erosil, pigmen, resin, katalis, talk,
mat, aseton, PVA, mirror, cobalt, dan dempul.
a. Erosil
berglass Bahan ini berbentuk bubuk sangat halus seperti bedak bayi berwarna putih. Berfungsi
sebagai perekat mat agar fiberglass menjadikuat dan tidak mudah patah/pecah.
b. Resin
Bahan ini berujud cairan kental seperti lem, berkelir hitam atau bening. Berfungsi untuk
mengencerkan semua bahan yang akan dicampur. Resin mempunyai beberapa tipe dari yang
keruh, berwarna hingga yang bening dengan berbagai kelebihannya seperti kekerasan, lentur,
kekuatan dan lain-lain. Selain itu harganya-pun bervariasi.
c.Katalis
Katalis berbentuk cairan jernih dengan bau menyengat. Fungsinya sebagai katalisator agar resin
lebih cepat mengeras. Penambahan katalis ini cukup sedikit saja tergantung pada jenis resin yang
digunakan. Selain itu umur resin juga mempengaruhi jumlah katalis yang digunakan. Artinya
resin yang sudah lama dan mengental akan membutuhkan katalis lebih sedikit bila dibandingkan
dengan resin baru yang masih encer. Zat kimia ini biasanya dijual bersamaan dengan resin.
Perbandingannya adalah resin 1 liter dan katalisnya 1/40 liter.
d. Pigment
Pigment adalah zat pewarna saat bahan fiberglass dicampur. Pemilihan warna disesuaikan
dengan selera pembuatnya. Pada umumnya pemilihan warna untuk mempermudah proses akhir
saat pengecatan.
e. Mat
Bahan ini berupa anyaman mirip kain dan terdiri dari beberapa model, dari model anyaman halus
sampai dengan anyaman yang kasar atau besar dan jarang-jarang. Berfungsi sebagai pelapis
campuran/adonan dasar fiberglass, sehingga sewaktu unsur kimia tersebut bersenyawa dan
mengeras, mat berfungsi sebagai pengikatnya. Akibatnya fiberglass menjadi kuat dan tidak getas.
f. Talk
Sesuai dengan namanya, bahan ini berupa bubuk berwarna putih seperti sagu. Berfungsi sebagai
campuran adonan fiberglass agar keras dan agak lentur.
g. Aseton
Pada umumnya cairan ini berwarna bening, fungsinya yaitu untuk mencairkan resin. Zat ini
digunakan apabila resin terlalu kental yang akan mengakibatkan pembentukan fiberglass menjadi
sulit dan lama keringnya.
h. Cobalt
Cairan kimia ini berwarna kebiru-biruan berfungsi sebagai bahan aktif pencampur katalis agar
cepat kering, terutama apabila kualitas katalisnya kurang baik dan terlalu encer. Bahan ini
dikategorikan sebagai penyempurna, sebab tidak semua bengkel menggunakannya. Hal ini
tergantung pada kebutuhan pembuat dan kualitas resin yang digunakannya. Perbandingannya
adalah 1 tetes cobalt dicampur dengan 3 liter katalis. Apabila perbandingan cobalt terlalu
banyak, dapat menimbulkan api.
i. PVA
Bahan ini berupa cairan kimia berkelir biru menyerupai spiritus. Berfungsi untuk melapis antara
master mal/cetakan dengan bahan fibreglass. Tujuannya adalah agar kedua bahan tersebut tidak
saling menempel, sehingga fiberglass hasil cetakan dapat dilepas dengan mudah dari master mal
atau cetakannya.
j. Mirror
Sesuai namanya, manfaatnya hampir sama dengan PVA, yaitu menimbulkan efek licin. Bahan
ini berwujud pasta dan mempunyai warna bermacam-macam. Apabila PVA dan mirror tidak
tersedia, perajin/pembuat fiberglass dapat memanfaatkan cairan pembersih lantai yang dijual
bebas di mall/ toserba.
k. Dempul
Setelah hasil cetakan terbentuk dan dilakukan pengamplasan, permukaan yang tidak rata dan
berpori-pori perlu dilakukan pendempulan.Tujuannya agar permukaan fiberglass hasil cetakan
menjadi lebih halus dan rata sehingga siap dilakukan pengecatan.
Peralatan Fiberglass
Di samping bahan-bahan yang disebutkan di atas, dalam pembuatan fiberglass diperlukan
peralatan antara lain :
a. Wadah, untuk tempat mencampur resin dan mencuci alat.
b. Pengaduk untuk resin dan pengambil pigment.
c. Kuas, untuk meratakan resin pada permukaan yang dilapisi fiberglass.
d. Masker, untuk menghindari masuknya zat kimia berbahaya, bau menyengat, serbuk/serat halus
dan lain-lain.
e. Kain lap, untuk membersihkan kotoran/ceceran resin.
f. Alat tambahan lain seperti gergaji, gunting, gerinda dan lain-lain mungkin dibutuhkan dalam
beberapa jenis pekerjaan.
Pembuatan Fiberglass
Proses pembuatan fiberglass dapat diklasifikasikan menjadi 3 tahapan, yaitu :
(a) membuat master cetakan;
(b) membuat fiberglass hasil; dan
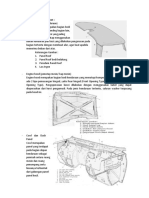
(c) finishing atau penyempurnaan. Sebagai gambaran misalnya akan dibuat sebuah tutup bumper
belakang mobil.
a. Pembuatan master cetakan
Membuat master cetakan merupakan langkah awal dari pembuatan fiberglass. Ada dua pilihan
bahan yang akan digunakan untuk membuat master cetakan, yakni bahan dari gips dan bahan
dari fiberglass. Masing- masing bahan master cetakan tersebut mempunyai kelebihan dan
kekurangan. Pembuatan master cetakan dari bahan gips akan lebih mudah dikerjakan, dan saat
pelepasan fiberglass hasil dari master cetakannya mudah dilakukan, bahkan dapat dilakukan
dengan merusak master cetakannya. Di samping itu harganyapun relatif lebih murah.
Kekurangannya adalah konstruksinya rapuh dan hanya dapat dipakai sekali saja. Untuk bahan
master cetakan dari fiberglass memang harganya lebih mahal. Di samping itu proses pembuatan
master cetakan dan proses pelepasan fiberglass hasil dari master cetakan lebih sulit
dikerjakan.Kelebihannya adalah konstruksinya lebih kuat/tidak mudah patah dan master
cetakannya dapat dipergunakan beberapa kali. Oleh karena itu, dalam membuat master cetakan
pembuat fiberglass lebih senang menggunakan bahan dari fiberglass juga. Dengan demikian
yang akan dibahas di sini adalah membuat master cetakan dari bahan fiberglass. Proses
pembuatannya sebagai berikut :
1) Membuat mal cetakan Membuat mal cetakan dapat dilakukan dengan cara membuat tutup
bumper
dengan kertas karton yang ukuran dan bentuknya sama persis dengan ukuran dan bentuk
aslinya.
Apabila tersedia bentuk asli tutup bumper (tentunya yang sudah tidak terpakai), maka bentuk
asli
tutup bumper ini dapat dimanfaatkan sebagai mal.
2) Melapisi mal tersebut dengan PVA atau mirror.Apabila bahan ini tidak tersedia maka dapat
menggunakan cairan pembersih lantai.
3) Menyiapkan wadah sebagai tempat adonan fiberglass berupa kaleng bekas oli atau kaleng
bekas
cat, yang penting keadaannya bersih.
4) Membuat adonan fiberglass dengan cara mencampur jadi satu talk, resin, dan katalis. Aduk
dengan
cepat bahan-bahan ini hingga merata, kalau kelamaan dapat mengeras duluan.
5) Selanjutnya adonan fiberglass diulaskan dengan cepat pada mal sebelah luar dan ditunggu
sampai
kering. Agar cepat kering dapat dijemur di terik matahari.
6) Memasang/menempatkan mat pada permukaan lapisan adonan fiberglass. Ukuran mat
menyesuaikan bentuk mal.
7) Menyiapkan adonan fiberglass lagi, dan diulaskan kembali di atas lapisan mat dengan cepat
serta
ditunggu sampai kering.
8) Apabila lapisan fiberglass sudah kering, master cetakan dapat dilepas dari mal-nya dan siap
digunakan sebagai cetakan fiberglass.Agar dapat dihasilkan kualitas fiberglass yang kuat,
campuran
bahan untuk master cetakan harus lebih tebal daripada fiberglass hasil, yaitu sekitar 2 - 3 mm
atau
dilakukan 3 - 4 kali pelapisan.
Pembuatan fiberglass hasil
Apabila master cetakan sudah dibuat, maka proses pembuatan fiberglass hasil dapat dimulai
dengan langkah-langkah sebagai berikut :
1) Menyiapkan master cetakan.
2) Menyiapkan wadah sebagai tempat adonan fiberglass berupa kaleng bekas oli/ kaleng bekas
cat/mangkuk, yang penting keadaannya bersih.
3) Resin sejumlah 1,5 - 2 liter dicampur dengan talk dan diaduk rata.
4) Apabila campuran yang terjadi terlalu kental maka perlu ditambahkan katalis. Penggunaan
katalis
harus sesuai dengan perbandingan 1 : 1/40. Oleh karena itu apabila resinnya 2 liter, maka
katalis-nya 50 cc.
5) Selanjutnya ditambahkan erosil antara 400 - 500 gram pada campuran tersebut dan pigmen
atau
zat pewarna.
6) Apabila semua campuran ter-sebut diaduk masih terlalu kental, maka perlu ditambah-kan
katalis
dan apabila campurannya terlalu encer dapat ditambahkan aseton. Pemberian banyak
sedikitnya
katalis akan mempengaruhi cepat atau lambatnya proses pengeringan. Pada cuaca yang dingin
akan
dibutuhkan katalis yang lebih banyak.
7) Setelah campuran bahan dasar dibuat, langkah berikutnya yaitu memoles permukaan master
cetakan pada bagian dalam dengan mirror (sebagai pelicin dan pengkilap) dan dilakukan
memutar
sampai lapisannya benar-benar merata.
8) Agar didapatkan hasil yang lebih baik, perlu ditunggu beberapa menit sampai pelicin tersebut
menjadi kering. Untuk mempercepat proses pengeringan, dapat dijemur di terik matahari.
9) Apabila mirror sudah terserap, permukaan cetakan dapat dilap dengan menggunakan kain
bersih
hingga mengkilap.
10) Permukaan cetakan diolesi PVA untuk menjaga agar permukaan cetakan tidak lengket
dengan
fiberglass hasil. Apabila mirror dan PVA tidak tersedia, dapat digunakan cairan pembersih
lantai
sebagai gantinya.
11) Mengoleskan permukaan cetakan dengan adonan/ campuran dasar sampai merata, dan
ditunggu
sampai setengah kering. Seperti langkah sebelumnya, yakni untuk mempercepat proses
pengeringan, dapat dijemur di terik matahari.
12) Selanjutnya di atas campuran yang telah dioleskan dapat diberi selembar mat sesuai dengan
kebutuhan. Tentu saja ukuran mat harus menyesuaikan dengan ukuran dan bentuk cetakan.
13) Selanjutnya di atas mat tersebut dilapisi lagi dengan adonan dasar. Untuk menghindari
adanya
gelembung, pengolesan adonan dasar dilakukan sambil ditekan, sebab gelembung akan
mengakibatkan fiberglass mudah keropos. Jumlah pelapisan adonan dasar disesuaikan
dengan
keperluan, makin tebal lapisan maka akan makin kuat daya tahannya.
14) Selain itu sebagai penguat dapat ditambahkan tulangan besi atau tripleks, terutama untuk
bagian
yang lebar. Tujuannya adalah agar hasilnya tidak mengalami kebengkokan.
15) Pelepasan fiberglass hasil dilakukan apabila lapisan adonan tersebut sudah kering dan
mengeras,
sebab apabila dilepas sebelum kering dapat terjadi penyusutan.
c. Langkah finishing
Pada langkah finishing, langkah pertama yang dilakukan yaitumerapikan fiberglass setelah
dilepaskan dari master cetakannya denganmenggunakan gergaji, gunting, atau gerinda. Apabila
fiberglass hasil telah rapi dapat dilakukan proses pengamplasan permukaan, pendempulan,dan
pengecatan fiberglass, sesuai dengan warna yang diinginkan
atau
Bahan Fiberglass
Istilah fiberglass umumnya digunakan untuk suatu produk baik lembaran maupun masif
berserat menggunakan bahan dasar resin. Proses pembuatan fiberglass itu sendiri
melalui beberapa proses dan membutuhkan bahan baku antara lain resin, katalis, talc,
wax, pigmen (pewarna). Sedangkan proses pembuatannya yaitu (i) pengadaan bahan-
bahan Fiberglass, (ii) proses pembuatan desain, (iii) proses pencetakan. 1. Bahan-
bahan Fiberglass Untuk mebuat fiberglass dibutuhkan beberapa bahan baku antara
lain:
* Resin
Resin adalah bahan kimia yang berbentuk cair, menyerupai minyak goreng, tetapi agak
kental. Jenis resin bermacam-macam. Untuk bahan aksesoris fiberglass, umumnya
menggunakan resin bening atau resin butek. Resin bening, biasanya digunakan untuk
bentuk yang menonjolkan kebeningannya. Sedangkan resin jenis butek lebih banyak
digunakan untuk pembuatan aksesoris, disamping harganya murah, resin ini dapat
dengan mudah dibeli di toko-toko kimia.
* Katalis
Cairan ini bisa dibilang pendamping setia resin, cairan ini biasanya berwarna bening
dan berbau agak sengak. Cairan ini berfungsi untuk mempercepat proses pengerasan
adonan fiber, semakin banyak katalis maka akan semakin cepat adonan mengeras
akan tetapi hasilnya kurang bagus. Cairan ini jika mengenai kulit akan terasa panas,
seperti cairan air zuur.
* Talc
Bahan berbentuk bubuk putih yang menyerupai terigu ini berfungsi sebagai pengental
adonan fiberglass utama (resin, katalis dll) sehingga sepeti plastik. Semakin banyak
campuran Talc pada adonan, maka hasil fiberglass akan menjadi lebih tebal dan berat.
* Wax (Mold Release)
Bahan ini sepintas mirip mentega/keju ketika masih di dalam wadahnya. Berfungsi
sebagai pelicin pada tahap pencetakan dan agar resin tidak menempel pada cetakan.
2. Pembuatan desain Langkah-langkah dalam membuat desain antara lain dengan:
1. Membuat visualisasi produk dengan gambar melalui komputer. Melakukan
pembuatan pola melalui komputer yang kemudian dituangkan dalam gambar desain.
Hal ini bertujuan memvisualisasikan desain prosuk yang akan dibuat dan
mempermudah dalam pencetakan.
2. Membuat cetakan fiberglass sesuai ukuran gambar Gambar produk yang telah dibuat
kemudian digunakan untuk menciptakan cetakan fiberglass dengan ukuran tertentu.
Cetakan ini dibuat dari bahan fiberglass untuk mempermudah pembentukan.
3. Finising desain cetakan fiberglass. Finising dilakukan untuk melihat keakuratan
ukuran dan kesesuaian bentuk cetakan dengan model gambar.
3. Proses pencetakan
Terdapat beberapa cara dalam pembuatan fiberglass antara lain:
* Resin + Katalis = mudah pecah
* Fiberglass Cloth + Resin + Katalis
* Resin + talk + Katalis = Kuat
Didalam pembuatan fiberglass mengunakan cara yang kedua yaitu Resin + talk +
Katalis. Proses pencetakan dilakukan dengan beberapa tahapan, yaitu:
1. Siapkan alat-alat berupa gelas air mineral, pengaduk, dan sarung tangan.
2. Tuangkan resin, katalis dan talc kedalam gelas air mineral dengan perbandingan
campuran Resin : Katalis = 1 liter : 10cc (0,01 L), sedangkan resin ditambah talk kira-
kira perbandingan 1:1 3. Tambahkan air secukupnya untuk menjaga agar bahan baku
tidak mudah mengeras
4. Tambahkan pigmen sesuai warna yang dikehendaki dan aduk-aduk sampai merata
5. Tuangkan bahan baku kedalam cetakan dan tunggu hingga mengering dan keras
6. Keluarkan fiberglass dari cetakan
BAHAN PEMBUAT FIBERGLASS
Ditulis oleh fiberglassikhwan di/pada Agustus 1, 2009
Resin
Resin adalah bahan kimia yang berbentuk cair, menyerupai minyak goreng, tetapi agak
kental. Jenis resin bermacam-macam. Untuk bahan aksesoris fiberglass, umumnya
menggunakan resin bening atau resin butek. Resin bening, biasanya digunakan untuk
bentuk yang menonjolkan kebeningannya, seperti untuk aksesoris visor, kap lampu dll
sebagai pengganti mika, namun penggunaan resin bening yang ada dipasaran untuk
pengganti mika, masih belum menghasilkan kualitas yang memuaskan. Sedangkan
resin jenis butek lebih banyak digunakan untuk pembuatan aksesoris, disamping
harganya murah, resin ini dapat dengan mudah dibeli di toko-toko kimia.
Katalis
Cairan ini bisa dibilang pendamping setia resin, cairan ini biasanya berwarna bening
dan berbau agak sengak. Cairan ini berfungsi untuk mempercepat proses pengerasan
adonan fiber, semakin banyak katalis maka akan semakin cepat adonan mengeras
tetapi hasilnya kurang bagus. Cairan ini jika mengenai kulit akan terasa panas, seperti
cairan air zuur.
Kalsium Karbonat
Bahan berbentuk bubuk putih yang menyerupai terigu ini berfungsi sebagai pengental
adonan fiberglass utama (resin, katalis dll). Semakin banyak campuran Kalsium
Karbonat pada adonan, maka hasil fiberglass akan menjadi lebih tebal dan berat.
Bahan ini dapat diganti dengan Talc, tetapi warna Talc agak lebih gelap. Tetapi saya
belum menemukan perbedaan yang signifikan penggunaan Talc & Kalsium Karbonat.
Met/Matt
Met merupakan bahan serat kaca. Bahan ini berfungsi sebagai serat penguat dari
adonan fiberglass ketika akan dicetak, agar hasilnya menjadi lebih kuat dan tidak
mudah pecah. Bentuk met bermacam-macam, ada yang mirip bihun, kain, karung dan
sarang lebah. Tetapi yang banyak dijumpai dipasaran adalah yang berbentuk seperti
bihun.
Kobalt (Cobalt Blue)
Kobalt adalah bahan kimia yang berbentuk cair, berwarna biru mirip tinta dan
mempunyai aroma tidak sedap. Cairan ini digunakan untuk tambahan campuran
adonan resin & katalis, agar adonan lebih merekat pada met dan mempercepat
pengerasan adonan fiber. Terlalu banyak menambahkan Kobalt dapat mengakibatkan
hasil fiber yang getas (rapuh).
Wax (Mold Release)
Bahan ini sepintas mirip mentega/keju ketika masih di dalam wadahnya. Berfungsi
sebagai pelicin pada tahap pencetakan yang menggunakan mal/molding, agar antara
molding dengan hasil cetakan tidak saling merekat, sehingga dengan mudah dapat
dilepaskan.
http://readmedong.blogspot.com/2011/01/tutorial-fiberglass.html
http://exsperimenku.blogspot.com/2012/03/fiberglass.html
Apa yang dimaksud Fiberglass.
Fiberglass (juga disebut glass-reinforced plastic, GRP, kaca serat
plastik bertulang, GFRP, adalah serat polimer yang diperkuat terbuat
dari matriks plastik diperkuat oleh serat halus dari kaca. Ia juga dikenal sebagai GFK.
Fiberglass adalah bahan, ringan sangat kuat, dan kuat. Meskipun sifat kekuatan yang agak lebih
rendah dari serat karbon dan kurangkaku, bahan yang biasanya jauh lebih sedikit rapuh, dan
bahan baku jauh lebih murah. Kekuatan curah dan sifat berat badan juga sangat
menguntungkan bila dibandingkan dengan logam, dandapat dengan
mudah dibentuk menggunakan proses molding.
Matriks plastik mungkin epoxy, plastik thermosetting (paling sering polyester atau vinylester)
atau termoplastik.
Penggunaan umum dari fiberglass termasuk perahu, mobil, mandi,kolam air panas, tangki air,
atap, pipa, cladding, gips dan kulit pintueksternal.
Fiber
Tidak seperti serat kaca yang digunakan untuk insulasi, untuk struktur akhir untuk menjadi kuat,
permukaan serat harus menjadihampir seluruhnya bebas dari cacat, karena hal
ini memungkinkanserat untuk mencapai kekuatan tarik gigapascal. Jika sepotongsebagian
besar kaca itu harus bebas cacat, maka itu akan sama-sama kuat seperti serat kaca, namun, itu
umumnya tidak praktisuntuk menghasilkan bahan massal dalam keadaan bebas cacat di
luar kondisi laboratorium.
Produksi
Proses manufaktur untuk serat kaca cocok untuk penguatanmenggunakan tungku besar untuk
secara bertahap mencairkanpasir silika, batu kapur, tanah liat kaolin, fluorspar, colemanite,
dolomit dan mineral lainnya ke bentuk cair. Maka diekstrusi melaluiring, yang
merupakan bundel dari lubang yang sangat kecil(biasanya 5-25 mikrometer diameter untuk E-
Kaca, 9 mikrometeruntuk S-Kaca). Filamen ini ditempelkan maka ukuran (berlapis)dengan
larutan kimia. Filamen individu kini dibundel bersama dalam jumlah besar untuk
menyediakan sebuah keliling. Diameterdari filamen, serta jumlah filamen
dalam keliling menentukanberatnya. Hal ini biasanya dinyatakan dalam hasil-meter per pon
(berapa meter serat dalam satu pon bahan, sehingga jumlah yang lebih kecil berarti keliling lebih
berat, contoh hasil standar yang225yield, 450yield, 675yield) atau dalam tex-gram per km
(berapa gram 1 km keliling berat, ini terbalik dari hasil, sehingga jumlah yang lebih
kecil berarti lebih ringan keliling, contoh standar texadalah 750tex, 1100tex, 2200tex).
Ini roving yang kemudian baik digunakan secara langsung dalam aplikasi komposit
seperti pultrusion, filamen berliku (pipa), kelilinggun (pistol daging otomatis kaca menjadi
panjang pendek danmenjatuhkannya ke jet resin, diproyeksikan ke permukaan cetakan),atau
digunakan dalam langkah perantara, untuk memproduksi kain seperti tikar untai cincang (CSM)
(terbuat dari acak berorientasipanjang dipotong kecil serat semua terikat bersama-sama), kain
tenun, kain rajutan atau uni-directional kain.
Perekat
Semacam lapisan, atau primer, digunakan yang baik membantu melindungi filamen gelas untuk
pengolahan / manipulasi sertamemastikan ikatan yang tepat untuk matriks resin, sehingga
memungkinkan untuk transfer beban geser dari serat kaca
untukplastik termoset. Tanpa ikatan ini, serat dapat terpeleset dalam matriks dan
kegagalan lokal akan terjadi .
properti Sebuah serat kaca individu struktural bersifat kaku dan kuat dalam ketegangan dan
kompresi-yaitu, bersama porosnya. Meskipundapat diasumsikan bahwa serat lemah dalam
kompresi, sebenarnya hanya aspek rasio panjang serat yang membuatnyatampak begitu,
yaitu, karena serat yang khas adalah panjang dansempit, gesper mudah. Di sisi lain,
serat kaca lemah dalam geser-yaitu, di porosnya. Oleh karena itu jika kumpulan serat dapat
diatursecara permanen ke arah yang lebih disukai dalam suatu material, dan jika serat dapat
dicegah dari tekuk dalam kompresi, maka ituakan menjadi bahan istimewa yang kuat ke arah itu.
Selanjutnya, dengan meletakkan beberapa lapisan serat di atas satu sama lain, dengan
setiap lapisan berorientasi ke arah yangdisukai berbagai sifat kekakuan dan
kekuatan materi secara keseluruhan dapat dikendalikan dengan cara yang efisien. Dalam
kasus fiberglass, itu adalah matriks plastik yang permanenmembatasi serat kaca struktural
untuk arah yang dipilih olehdesainer. Dengan tikar untai cincang, directionality ini pada dasarnya
adalah bidang dua dimensi keseluruhan, dengan kain tenunan
atau lapisan searah, directionality kekakuan dan kekuatan dapat lebih tepat dikendalikan
dalam pesawat.
Sebuah komponen fiberglass biasanya sebuah konstruksi tipis shell, kadang-kadang diisi di
bagian dalam dengan busastruktural, seperti dalam kasus papan selancar. Komponen
inimungkin bentuknya hampir sewenang-wenang, hanya dibatasi olehkompleksitas dan
toleransi dari cetakan yang digunakan untuk pembuatan shell.
Aplikasi
Fiberglass adalah bahan sangat serbaguna yang menggabungkan ringan dengan kekuatan yang
melekat untuk memberikan menyelesaikan tahan cuaca, dengan berbagai tekstur permukaan.
Pengembangan plastik diperkuat serat untuk penggunaan komersial sedang diteliti secara
ekstensif pada tahun 1930. Hal ini terutama menarik bagi industri penerbangan. Produksi massal
helai kaca tak sengaja ditemukan pada tahun 1932 ketika seorang peneliti di Owens-Illinois
sengaja diarahkan jet udara terkompresi di aliran gelas cair dan serat diproduksi. Owens
bergabung dengan perusahaan Corning pada tahun 1935 dan metode yang diadaptasi oleh Owens
Corning untuk memproduksi dipatenkan Fiberglas. Sebuah resin cocok untuk menggabungkan
Fiberglas dengan plastik ini dikembangkan pada tahun 1936 oleh du Pont.Nenek moyang
pertama dari resin poliester modern yang Cyanamid tahun 1942. Peroksida sistem curing yang
digunakan saat itu.
Selama Perang Dunia II itu dikembangkan sebagai pengganti kayu lapis dibentuk buah pemindai
yang digunakan dalam pesawat terbang (fiberglass yang transparan untuk gelombang
mikro).Aplikasi pertama sipilnya utama adalah untuk membangun kapal dan badan mobil sport,
di mana ia memperoleh penerimaan pada tahun 1950. Penggunaannya telah diperluas untuk
sektor otomotif dan peralatan olahraga serta pesawat, meskipun penggunaannya ada sekarang
sebagian diambil alih oleh serat karbon yang beratnya kurang per volume tertentu dan lebih kuat
baik oleh volume dan berat. Fiberglass menggunakan juga termasuk kolam air panas, pipa air
minum dan saluran pembuangan, wadah tanaman kantor tampilan dan sistem atap datar.
Teknik manufaktur canggih seperti roving pra-pregs dan serat memperluas aplikasi dan kekuatan
tarik mungkin dengan plastik yang diperkuat serat.
Fiberglass juga digunakan dalam industri telekomunikasi untuk menyelubungi tampilan visual
dari antena, karena permeabilitas RF dan sifat sinyal rendah redaman. Hal ini juga dapat
digunakan untuk kain kafan tampilan visual dari peralatan lain di mana tidak ada sinyal
permeabilitas diperlukan, seperti lemari peralatan dan struktur baja dukungan, karena kemudahan
yang dapat dicetak, dibuat dan dicat dengan desain khusus, untuk berbaur dengan struktur yang
ada atau bata. Kegunaan lain termasuk lembaran isolator bentuk listrik dibuat dan komponen
struktural lain yang umum ditemukan di industri listrik.
tangki penyimpanan Beberapa besar fiberglass tank di bandara
Tangki penyimpanan dapat dibuat dari fiberglass dengan kapasitassampai 300 ton. Tank-
tank yang lebih kecil dapat dibuat dengan tikar untai cincang dilemparkan melalui tangki bagian
dalamtermoplastik yang bertindak sebagai preform selama konstruksi.Tank jauh lebih dapat
diandalkan dibuat menggunakan tikar atau serat filamen luka dengan orientasi serat pada sudut
kanantegangan melingkar diberlakukan di sisi dinding dengan isinya.Mereka
cenderung digunakan untuk penyimpanan bahan kimiakarena liner plastik (sering polypropylene)
adalah tahan terhadapberbagai bahan kimia yang kuat. Tank fiberglass juga digunakan
untuk septic tank.
Gamabar 1 Tanki air yang terbuat dari Fiber
Bangunan rumah Sebuah kubah fiberglass rumah di Davis, California
Kaca diperkuat plastik juga digunakan di pasar bangunan rumahuntuk
produksi laminasi atap, pintu sekitarnya, lebih-pintu kanopi,jendela dan kanopi dormers,
cerobong asap, mengatasi sistem,kepala dengan Batu kunci dan
kusen. Penggunaan fiberglass untuk aplikasi ini menyediakan untuk instalasi jauh lebih cepat
dan karena masalah berat badan panduan penanganan berkurang berkurang.Dengan
munculnya proses manufaktur volume tinggi adalah mungkinuntuk
membangun panel efek bata fiberglass yang dapat digunakandalam
pembangunan perumahan komposit. Panel ini dapat dibangun dengan isolasi yang tepat yang
mengurangi kehilangan panas.
Gambar 2 Bangunan terbuat fiber
GRP dan pipa GRE sistem dapat digunakan untuk berbagai aplikasi, di atas dan di bawah tanah.
Firewater sistem
Sistem pendingin air
Sistem air minum
Limbah sistem air / sistem Sewage
Sistem gas
melengking
metode konstruksi Fiberglass hand lay-up operasi Resin dicampur dengan katalis
atau pengeras jika bekerja dengan epoxy, jika tidak maka tidak akan menyembuhkan (mengeras)
untuk hari
/ minggu. Selanjutnya, cetakan dibasahi dengancampuran. Lembaran fiberglass yang ditempatka
n di atas cetakan dan bergulir ke dalam cetakan menggunakan rol baja. Material
harus aman melekat pada cetakan, udara tidak harus terjebak di antara fiberglass
dan cetakan. Resin tambahan diterapkan dan mungkin lembaran tambahan dari
fiberglass. Roller digunakanuntuk memastikan resin adalah antara
semua lapisan, kacadibasahi seluruh seluruh ketebalan laminasi, dan setiap kantong-kantong
udara akan dihapus. Pekerjaan yang harus dilakukancukup cepat untuk menyelesaikan pekerjaan
sebelum resin mulaimenyembuhkan. Kali menyembuhkan Berbagai dapat dicapaidengan
mengubah jumlah katalis yang digunakan. Penting untukmenggunakan rasio yang benar
dari resin katalis untuk untuk memastikan waktu curing yang benar. Katalis 1% adalah
obatlambat, 2% adalah rasio yang disarankan, dan 3% akan
memberikan obat cepat. Menambahkan lebih dari 4% dapat menyebabkan resin gagal untuk
menyembuhkan sama sekali [13].Untuk menyelesaikan proses, berat diterapkan dari atas
ke tekanapapun resin kelebihan dan udara terperangkap. Berhenti (seperti koin) digunakan untuk
mempertahankan ketebalan yang beratdinyatakan bisa kompres melebihi batas yang diinginkan.
Fiberglass semprot lay-up operasi
Semprotan fiberglass lay-up proses ini mirip dengan hand lay-up proses tetapi
perbedaannya berasal dari penerapan serat danbahan resin untuk cetakan. Semprot-up adalah
sebuah open-molding fabrikasi komposit resin dan proses di mana bala
bantuanyang disemprotkan ke cetakan. Resin dan kaca dapat diterapkansecara terpisah
atau secara bersamaan cincang dalam alirangabungan dari
pistol helikopter. Pekerja menggelar semprot-upuntuk kompak laminasi. Kayu, busa atau bahan
inti lainnya, makadapat ditambahkan, dan lapisan semprot-
up sekunder imbeds intiantara laminasi. Bagian ini kemudian sembuh, didinginkan dan dihapus
dari cetakan dapat digunakan kembali.
pultrusion operasi Diagram proses pultrusion.
Pultrusion adalah metode manufaktur yang digunakan untuk membuat
bahan komposit ringan berat badan yang kuat, dalam hal
ini fiberglass kasus. Serat (bahan kaca) yang ditarik dari gulunganmelalui perangkat yang
melapisi mereka dengan resin. Merekakemudian biasanya panas dirawat dan dipotong
memanjang.Pultrusions dapat dibuat dalam berbagai bentuk atau lintas-bagianseperti W
atau S penampang. Para pultrusion kata menggambarkanmetode bergerak pada serat
melalui mesin. Hal ini ditarik melaluibaik menggunakan tangan di tangan
atau metode metode rolkontinyu. Hal ini bertentangan dengan ekstrusi, yang akan
mendorong bahan melalui mati.
Cincang untai tikar
Untai tikar cincang atau CSM merupakan bentuk penguatan yang digunakan
dalam fiberglass. Ini terdiri dari kaca-serat diletakkansecara acak di seluruh satu sama lain
dan diikat menjadi satu olehbahan pengikat.
Hal ini biasanya diolah dengan menggunakan hand lay-up teknik, di mana lembaran
bahan ditempatkan dalam cetakan dan disikat dengan resin. Karena pengikat larut dalam resin,
bahan mudahsesuai dengan bentuk yang berbeda ketika dibasahi keluar. Setelahobat resin,
produk mengeras dapat diambil dari cetakan danselesai.
Menggunakan tikar untai cincang memberikan fiberglass denganisotropik di pesawat sifat
material.
Contoh dari fiberglass menggunakan Kayak terbuat dari fiberglass
papan selancar
Glider, mobil kit, mobil sport, microcars, karts, bodyshells, perahu,kayak, atap datar, truk.
Minesweeper lambung
Polong, kubah dan fitur arsitektur di mana bobot yang ringandiperlukan.
Sepeda high end [kutipan diperlukan].
Badan untuk mobil, seperti Coup, Anadol Reliant, QuantumQuantum, Chevrolet Corvette
dan Avanti Studebaker, danDeLorean DMC-12 di bawah tubuh.
A320 radome.
FRP tank dan kapal: FRP digunakan secara luas untuk memproduksi peralatan kimia dan
tank dan kapal. BS4994 adalah standar Britania yang terkait dengan aplikasi ini.
UHF-penyiaran antena sering dipasang di dalam sebuah silinderfiberglass pada puncak sebuah
menara penyiaran
Paling komersial Velomobiles
Papan sirkuit cetak yang paling digunakan dalam elektronik terdiri dari bolak
lapisan tembaga dan fiberglass FR-4.
Besar Angin Turbin Blades Komersial
RF kumparan yang digunakan dalam scanner MRI
Perlindungan laut instalasi Sub mencakup
Re-penegakan perkerasan aspal, sebagai kain atau jala interlayerantara lift
"Ilmu untuk Panduan untuk komposit "
http://en.wikipedia.org/wiki/
http://fiberalum.wordpress.com/
Plastik Berserat Kaca (Glass-reinforced plastic)
Plastik berserat kaca (glass-reinforced plastic GRP), yang juga dikenal sebagai plastik yang diperkuat
oleh serat kaca (glass fiber-reinforced plastic GFRP), merupakan suatu polimer yang diperkuat. Polimer
ini terbuat dari bahan plastik yang diperkuat oleh serat-serat halus yang terbuat dari kaca. Bahan ini juga
dikenal dengan nama GFK yang merupakan kepanjangan dari Glasfaserverstrkter Kunststoff, atau yang
biasanya lebih akrab dikenal oleh serat kaca yang digunakan dalam proses penguatannya, yang dalam
bahasa inggrisnya disebut fiberglass.
GRP adalah suatu material yang ringan dan kuat dengan banyak kegunaan, seperti dalam pembuatan
perahu, mobil, tangki air, atap, perpipaan, pelapisan, box motor delivery, payung promosi, booth
fiberglass dll.
Jenis bahan plastik yang digunakan dapat berupa epoxy, plastik thermosetting (pada umumnya poliester
atau vinilester) atau thermoplastik.
Proses Produksi
Proses manufaktur dibuatnya serat kaca ini atau fiberglass menggunakan tungku pembakaran yang
besar untuk melelehkan pasir atau bahan campuran kimia secara perlahan hingga cair. Kemudian bahan
cair tersebut diproses melalui serangkaian lubang yang sangat kecil (biasanya berdiameter sekitar 17-25
mikrometer untuk E-Glass, 9 mikrometer untuk S-Glass) untuk membentuk filamen. Filamen-filamen ini
kemudian direkatkan menggunakan larutan kimia untuk membentuk sebuah roving atau sebuah
gulungan filamen yang panjang seperti benang. Diameter dari filamen-filamen tersebut dan juga jumlah
filamen di dalam satu ikatan akan menentukan beratnya. Biasanya berat akan dinyatakan dalam satuan
yield-yards per pon (yaitu berapa yard fiber dalam satu pon bahan, sehingga angka yang lebih kecil
berarti gulungan yang lebih berat, contoh dari ukuran yield standar adalah 225 yield, 450 yield, 675
yield) atau dalam tex-grams per km (berapa gramkah berat gulungan fiber sepanjang 1 km itu. Angka ini
merupakan kebalikan dari yield, sehingga angka yang lebih kecil akan menunjukkan gulungan yang lebih
ringan. Contoh dari tex standar adalah 750 tex, 1100 tex, 2200 tex).
Gulungan-gulungan ini dapat digunakan untuk aplikasi teknik gabungan seperti teknik pultrusion,
filament winding (untuk pipa), gun roving (alat otomatis yang akan mencacah kaca menjadi potongan
yang kecil-kecil dan menjatuhkannya kedalam semprotan resin yang nantinya akan diproyeksikan di
permukaan suatu cetakan). Atau dapat juga digunakan dalam teknik perantara, untuk memproduksi
bahan seperti chopped strand mat (CSM) yang terbuat dari fiber yang dipotong kecil-kecil secara tidak
beraturan dan diikat menjadi satu, kain tenunan, kain rajutan atau kain multi-arah.
Proses Perekatan
Adalah proses yang melibatkan semacam lapisan atau sering disebut primer, yang akan melindungi
filamen kaca untuk proses produksi atau manipulasi. Lapisan ini juga akan menjamin ikatan yang kuat
antara filamen kaca tersebut dengan bahan resin. Sehingga hal ini akan membantu proses transfer
beban dari serat kaca (yang dapat melengkung jika terbebani) ke plastik thermoset (yang dapat
menangani beban dengan cukup baik). Tanpa proses pengikatan ini, serat kaca dapat terselip di
dalam matriks bahan dan cacat produksi sebagian dapat terjadi. Biasanya juga merupakan bahan dasar
dalam pembuatan kain.
Sifat
Setiap helai serat kaca yang terstruktur memiliki sifat kaku dan kuat dalam proses perengangan dan saat
melalui proses kompresi atau pemberian tekanan di sepanjang sumbunya. Walaupun pada umumnya
diasumsikan bahwa serat sebenarnya lemah dibawah proses kompresi atau penekanan, sebenarnya
asumsi ini lebih didasarkan oleh rasio penampilan dari serat itu sendiri. Dalam artian; oleh karena
bentuk serat tersebut tipis dan panjang, maka serat dianggap dapat bengkok dengan mudah. Disisi lain,
serat kaca paling tidak kaku dan tidak kuat pada ketebalannya yaitu, di lintang sumbunya. Oleh karena
itu, jika sekumpulan serat dapat diatur arahnya secara permanen sesuai dengan yang diinginkan di
dalam suatu material, dan jika serat-serat tersebut dapat dicegah dari pembengkokan saat dalam
tekanan, maka material tersebut akan menjadi sangat kuat sesuai dengan arah yang diinginkan untuk
diperkuat.
Lebih jauh lagi dalam pembahasan ini; dengan menumpuk lebih dari satu lapisan serat satu diatas yang
lainnya, kemudian tiap lapisannya diorientasikan dalam berbagai arah yang berbeda sesuai dengan
keinginan, faktor kekakuan dan kekuatan dari keseluruhan material dapat dikontrol dengan lebih efisien.
Dalam kasus plastik berserat kaca, adalah bahan plastiklah yang akan menampung serat kaca yang
terstruktur tersebut sesuai dengan arah yang dipilih oleh desainer produknya. Sementara pada kasus
chopped strand mat, dasar pengaturan arahnya terletak pada 2 lempengan berbentuk dua dimensi
dengan kain tenun atau lapisan yang tanpa pengaturan arah khusus. Dengan demikian, arah dari
kekakuan dan kekuatan bahan tersebut akan dapat dikontrol dengan lebih presisi dari dalam lempengan
itu sendiri.
Komponen dari plastik berserat kaca pada dasarnya terbuat dari konstruksi kulit tipis, kadang bagian
dalamnya diisi dengan busa struktural, seperti dalam kasus pembuatan papan selancar. Komponennya
bisa juga dibuat dengan bentuk yang hampir serampangan tetapi masih didalam batas kerumitan dan
toleransi bentuk cetakan yang digunakan untuk memproduksi kulit luar tersebut.
Kegunaan
GRP adalah suatu bahan serba guna yang mengkombinasikan keringanan bahan dengan kekuatan
intrinsik untuk menyediakan suatu lapisan luar yang tahan segala cuaca, dengan berbagai variasi tekstur
permukaan dan cakupan pilihan warna yang tidak terbatas
GRP dikembangkan di Inggris pada jaman PD II sebagai pengganti tripleks yang dibentuk untuk
digunakan pada radome (radar dome atau kubah penutup radar) di pesawat-pesawat (sebab gelombang
mikro mampu melewati GRP). Kegunaannya yang pertama di dunia sipil adalah dalam pembuatan
perahu, dimana bahan ini diterima secara umum di tahun 1950an. Kegunaannya sekarang telah
merambah bidang otomotif dan perlengkapan olahraga seperti juga model pesawat terbang, walaupun
untuk yang disebut terakhir ini, kegunaannya sekarang sebagian telah diambil alih oleh bahan carbon
fiber yang beratnya lebih ringan per volumenya namun lebih kuat baik secara volume maupun beratnya.
Kegunaan GRP juga meliputi bak air panas, perpipaan untuk air minum dan pembuangan air limbah,
kotak display di kantor atau pabrik serta sistem atap datar.
Teknik produksi canggih seperti pre-pregs dan fiber rovings akan menambah kegunaannya serta
kemungkinan kekuatan regangan dengan plastik yang diperkuat dengan serat.
GRP juga digunakan dalam industri telekomunikasi untuk menyelubungi penampilan luar dari antena.
Hal ini disebabkan oleh kemampuannya untuk menyerap RF atau frekuensi radio dan kemampuannya
untuk menurunkan kemungkinan pemancaran sinyal yang rendah. Dapat juga digunakan sebagai
penyelubung tampilan luar dari peralatan lain dimana penyerapan tanpa gelombang sangat dibutuhkan,
seperti pada lemari perlengkapan dan struktur penyokong berbahan baja. Hal ini disebabkan oleh
kemudahan bahan ini dibentuk, diproduksi dan dicat sesuai dengan desain khusus yang diinginkan,
seperti untuk membaur dengan struktur yang telah berdiri sebelumnya atau dinding bata. Kegunaan
lainnya lagi meliputi GRP berbentuk lembaran yang dibuat menjadi insulator elektrik dan komponen
struktural lainnya yang umum ditemukan pada industri pembangkit tenaga.
Tangki Penampungan
Tangki penampungan juga dapat dibuat dari bahan GRP dengan kapasitas hingga 300 ton. Ukuran tangki
yang lebih kecil dapat dibuat dengan cetakan chopped strand mat diatas lapisan thermoplastik untuk
bagian dalam tangki yang berfungsi sebagai matras cetakan dalam proses konstruksinya. Tangki-tangki
yang lebih dapat diandalkan terbuat dari woven mat atau filament wound fiber dengan orientasi serat
pada sudut yang tepat dibandingkan dengan tekanan sirkumferensial yang didesakkan pada dinding-
dinding tangki oleh isi tangki tersebut. Tangki jenis ini biasanya digunakan untuk penyimpanan bahan
kimia oleh karena pelapis plastiknya (yang biasanya berbahan polypropylene) resistan terhadap berbagai
macam bahan kimia yang kuat. Tangki-tangki berbahan GRP juga digunakan sebagai septic tank.
Pembangunan Rumah
Plastik berserat kaca juga digunakan dalam konstruksi untuk pembuatan laminasi atap, door surrounds,
kanopi diatas pintu, kanopi jendela dan dormers, cerobong, coping systems (tepian dinding), pinggiran
dinding di atas perapian dan bingkai jendela. Kegunaan GRP untuk aplikasi-aplikasi tersebut akan
mempercepat proses pemasangan dan mengurangi masalah dalam transportasinya. Dengan semakin
banyaknya permintaan untuk produksi, sekarang proses produksi panel GRP berbentuk bata untuk
keperluan pembangunan rumah dengan sistem composite ikut meningkat pula. Panel-panel ini dapat
diproduksi dengan insulasi yang tepat sehingga akan mengurangi penguapan panas dari bangunan.
Perpipaan
Sistem perpipaan GRP dan GRE dapat digunakan untuk bermacam-macam jenis sistem yang dipasang
baik diatas maupun dibawah tanah, seperti:
Sistem saluran air untuk pemadaman api
Sistem air pendingin
Sistem air minum
Sistem air limbah/sistem gorong-gorong
Sistem pengaliran gas
Metode Konstruksi
Proses lay-up manual untuk pembuatan fiberglass
Jika kita bekerja dengan material epoxy, maka resin harus dicampur dulu dengan katalis atau pengeras.
Jika hal ini tidak dilakukan, maka resin tersebut akan susah mengeras hingga berhari-hari, kadang malah
berminggu-minggu. Kemudian langkah selanjutnya, matras cetakan diisi dengan campuran tersebut.
Lembaran-lembaran fiberglass diletakkan diatas cetakan tersebut dan disusun masuk kedalamnya
menggunakan penggulung dari besi. Material ini harus melekat dengan baik dalam cetakannya. Tidak
boleh ada udara yang terperangkap diantara fiberglass dengan dinding cetakannya. Setelah itu, adonan
resin tambahan diaplikasikan dan kemungkinan juga lembaran fiberglass tambahan. Penggulung
digunakan untuk memastikan adonan resin berada diantara lapisan, memastikan fiberglass diisikan
secara merata ke seluruh ketebalan laminasi dan juga memastikan kantong udara yang ada dihilangkan.
Pekerjaan ini harus dilakukan dengan cukup cepat supaya dapat selesai sebelum adonan resin
mengeras. Waktu pengerasan yang bervariasi dapat dicapai dengan mengubah jumlah katalis yang
dicampurkan kedalam adonan resin. Pada akhir proses, beban diaplikasikan dari atas untuk menekan
kelebihan resin dan udara yang terperangkap dalam adonan keluar dari cetakan. Supaya beban tidak
menekan adonan melebihi ukuran yang ingin dibuat, harus disediakan ganjalan (contohnya seperti koin
yang diselipkan di tepian) yang akan menghalangi beban untuk terus menekan adonan di dalam cetakan
hingga habis.
Proses lay-up dengan metode semprotan untuk pembuatan fiberglass
Proses lay-up dengan metode spray atau semprotan untuk fiberglass sebenarnya mirip dengan metode
manual. Hanya saja, perbedaannya pada metode pengaplikasian serat dan materi resin kedalam
cetakan. Proses lay-up dengan metode semprotan adalah proses sistem produksi komposit dengan
sistem cetakan terbuka dimana resin dan bahan-bahan penunjang lainnya disemprotkan ke permukaan
cetakan. Adonan resin dan kaca dapat juga diaplikasikan secara terpisah atau dicacah secara
berkesinambungan dalam arus yang dikombinasikan dari alat pencacah. Para pekerja menggelar hasil
dari proses semprotan tersebut untuk memadatkan laminasi. Kayu, busa atau material inti lainnya baru
bisa ditambahkan dan lapisan hasil proses semprotan kedua diisikan ke inti diantara laminasi-laminasi.
Bagian tersebut nantinya dikeraskan, didinginkan dan kemudian dilepaskan dari cetakan yang nantinya
dapat digunakan ulang untuk proses berikutnya.
Proses Pultrusion
Pultrusion adalah metode manufaktur yang digunakan untuk membuat bahan komposit yang kuat tetapi
ringan, dalam hal ini adalah fiberglass. Serat (dalam hal ini bahan kaca) ditarik dari gulungannya melalui
suatu alat yang akan melapisinya dengan resin. Kemudian bahan ini biasanya dipanaskan dan kemudian
dipotong sesuai ukuran yang diinginkan. Pultrusion dapat dibuat dalam berbagai bentuk atau
penampang lintang seperti penampang lintang W atau S (W or S cross-section). Kata pultrusion itu
sendiri menggambarkan metode perpindahan serat didalam mesin tersebut. Serat tersebut ditarik baik
menggunakan metode satu tangan diikuti tangan lainnya atau metode penggulung bersambung.
Metode ini berlawanan dengan metode extrusion yang akan mendorong material melalui cetakan yang
disebut dies.
Chopped Strand Mat
Chopped strand mat atau CSM adalah sebuah bentuk penguatan yang digunakan dalam plastik berserat
kaca. Bahan ini mengandung serat-serat kaca yang ditaruh secara acak saling bersilang satu diatas
lainnya dan diikat menjadi satu oleh suatu pengikat.
Bahan jenis ini biasanya diproses menggunakan teknik lay-up manual, dimana lapisan material
diletakkan dalam suatu cetakan dan dilapisi dengan resin. Oleh karena bahan pengikatnya akan larut di
dalam resin, bahan ini kemudian akan dengan mudah mengikuti bentuk-bentuk yang berbeda sesuai
keinginan pembuatnya saat dibasahi. Setelah adonan resin mengeras, produk yang telah mengeras tadi
dapat dikeluarkan dari cetakan dan memasuki proses finishing.
Menggunakan chopped strand mat akan memberikan keseragaman kegunaan kepada penguatan bahan
plastik berserat kaca.
Contoh Kegunaan Bahan GRP
Glider, mobil-mobilan, mobil sport, mobil mikro, gokart, lapisan luar body mobil, kapal, perahu
kayak, atap datar, lori, bilah kincir angin untuk pembangkit tenaga angin.
Pod, kubah, dan kegunaan arsitektur lainnya dimana faktor keringanan bahan memainkan
peranan penting.
Bodi kendaraan, seperti pada merk Anadol, Reliant, Quantum Coup, Chevrolet Corvette dan
Studebaker Avanti, serta bodi bagian bawah untuk DeLorean DMC-12.
Tank dan kapal berbahan FRP. Bahan FRP banyak digunakan untuk proses manufaktur
perlengkapan yang berkaitan dengan bahan kimia, tank dan badan kapal. BS4994 adalah standar
Inggris yang berhubungan untuk pengaplikasian bahan ini.
Antena penyiaran UHF yang biasanya dinaikkan didalam silinder plastik berserat kaca di puncak
menara pemancar siaran.
Sebagian besar dari Velomobile komersil
Bilah kincir raksasa untuk pembangkit tenaga angin komersi
http://en.wikipedia.org/wiki/Glass-reinforced_plastic
http://fcfibreglass.com/fiberglass-serat-kaca/
http://perdaganganokeypunya.blogspot.com/
También podría gustarte
- Metode Pembuatan KompositDocumento8 páginasMetode Pembuatan KompositUsi N PamilianiAún no hay calificaciones
- Klasifikasi Mesin IniDocumento25 páginasKlasifikasi Mesin IniBambang KristiantoAún no hay calificaciones
- Aktuator Adalah - Fungsi & Kelebihan Dan Kekurangan AktuatorDocumento8 páginasAktuator Adalah - Fungsi & Kelebihan Dan Kekurangan Aktuatorkiagengbrantas heavyequipmentAún no hay calificaciones
- Drive Shaft MarthinDocumento7 páginasDrive Shaft MarthinAmalia Tri WAún no hay calificaciones
- Laporan SKB Fatigue Kel.1 - Gol BDocumento25 páginasLaporan SKB Fatigue Kel.1 - Gol Bmohammad rioAún no hay calificaciones
- Bab 2Documento34 páginasBab 2Dimas PrasetyoAún no hay calificaciones
- Cover - Daftar Isi Laporan KPDocumento8 páginasCover - Daftar Isi Laporan KPFebrian KesumaAún no hay calificaciones
- Laporan PelumasanDocumento9 páginasLaporan PelumasanJackPangaisAún no hay calificaciones
- Materi GearboxDocumento7 páginasMateri Gearboxsaepulanwar29Aún no hay calificaciones
- Gear RatioDocumento1 páginaGear RatioN RAHMAN CASPERAún no hay calificaciones
- Laporan Magang Paling BaruDocumento77 páginasLaporan Magang Paling BaruAslim Brave RamboAún no hay calificaciones
- Proposal Kelistrikan MobilDocumento14 páginasProposal Kelistrikan MobilSantri SemayaAún no hay calificaciones
- Laporan Praktikum Permesinan Roda Gigi D3 Teknik Mesin Universitas Negeri SurabayaDocumento6 páginasLaporan Praktikum Permesinan Roda Gigi D3 Teknik Mesin Universitas Negeri Surabayaisacksurya wardanaAún no hay calificaciones
- Bead GrommetDocumento1 páginaBead GrommetBayu SetiadiAún no hay calificaciones
- Preventive Maintenance Pada Motor Vario 125Documento4 páginasPreventive Maintenance Pada Motor Vario 125Naufal ZuhdiAún no hay calificaciones
- Material Teknik Komposit Bidang Teknik MesinDocumento14 páginasMaterial Teknik Komposit Bidang Teknik MesinTassya RoslianaAún no hay calificaciones
- Bab4 0Documento47 páginasBab4 0G3rmAún no hay calificaciones
- UTS Kapita Selekta Teknik Mesin - Muhammad Fadli - 1520621010 - S1 Teknik Mesin (A)Documento4 páginasUTS Kapita Selekta Teknik Mesin - Muhammad Fadli - 1520621010 - S1 Teknik Mesin (A)Muhammad FadliAún no hay calificaciones
- Pahat Dan Sistem Kelengkapannya PDFDocumento64 páginasPahat Dan Sistem Kelengkapannya PDFDamar Rizky KurniaAún no hay calificaciones
- Pembuatan Blok Silinder MesinDocumento7 páginasPembuatan Blok Silinder Mesinfandy pudyasAún no hay calificaciones
- PErhitungan Daya ConveyorDocumento2 páginasPErhitungan Daya ConveyorAdySaragihAún no hay calificaciones
- Prestasi MesinDocumento33 páginasPrestasi MesinPipin Azrin ScreonietichAún no hay calificaciones
- Makalah Mesin Pemotong Kayu Adjustable PDFDocumento28 páginasMakalah Mesin Pemotong Kayu Adjustable PDFArjunaAún no hay calificaciones
- Pasir CetakDocumento28 páginasPasir CetakRina OktapianiAún no hay calificaciones
- TUGAS MEKATRONIKA Minggu 8-Penegenalan Hidrolik Dan PneumatikDocumento12 páginasTUGAS MEKATRONIKA Minggu 8-Penegenalan Hidrolik Dan PneumatikDenil SonAún no hay calificaciones
- DifferentialDocumento17 páginasDifferentialIndra H Basri100% (1)
- Laporan Kerja Praktek AgusDocumento38 páginasLaporan Kerja Praktek AgusAgus HanifAún no hay calificaciones
- Hubungan Gear Ratio Terhadap Momen Dan Putaran Pada Transmisi Mobil KijangDocumento63 páginasHubungan Gear Ratio Terhadap Momen Dan Putaran Pada Transmisi Mobil KijangMaman SupratmanAún no hay calificaciones
- Proses Pembuatan Fuel Tank Suzuki Satria Fu 150 Pada Section Welding Di Pt. Suzuki Indomobil MotorDocumento17 páginasProses Pembuatan Fuel Tank Suzuki Satria Fu 150 Pada Section Welding Di Pt. Suzuki Indomobil MotorKhansa Jihan100% (1)
- Makalah Manajemen PerawatanDocumento10 páginasMakalah Manajemen PerawatanSyarifah100% (1)
- CFDDocumento18 páginasCFDchantika raudya pAún no hay calificaciones
- Makalah PembentukanDocumento16 páginasMakalah PembentukanErfany Mohammad100% (2)
- Material KompositDocumento26 páginasMaterial KompositAhmad SeptiyanAún no hay calificaciones
- AwjmDocumento26 páginasAwjmMartin LuhutAún no hay calificaciones
- Sejarah Gaya MotorDocumento5 páginasSejarah Gaya Motorrinarko rifqiAún no hay calificaciones
- ProposalDocumento16 páginasProposalRuhandy NajibzAún no hay calificaciones
- Bahan Ajar Kuliah - Komponen Pengangkat Fleksibel - Tali Baja Dan Rantai LasanDocumento21 páginasBahan Ajar Kuliah - Komponen Pengangkat Fleksibel - Tali Baja Dan Rantai LasanHeru HermansyahAún no hay calificaciones
- Slon Gathmgno000 Ele DBD PHR 2001 00 Rev 0aDocumento21 páginasSlon Gathmgno000 Ele DBD PHR 2001 00 Rev 0aStreesAún no hay calificaciones
- MetalografiDocumento32 páginasMetalografiAkhmad SyukriAún no hay calificaciones
- Laporan Praktek IndustriDocumento48 páginasLaporan Praktek IndustriHambali100% (1)
- Contoh Abstrak Roda GigiDocumento4 páginasContoh Abstrak Roda GigiTyas NugrohoAún no hay calificaciones
- Sistem Pneumatik 1Documento48 páginasSistem Pneumatik 1bagus koriawanAún no hay calificaciones
- 2 Residual StressDocumento4 páginas2 Residual StressYohanes BAgus ChristiantAún no hay calificaciones
- Laporan Siap !!! PDFDocumento178 páginasLaporan Siap !!! PDFmaulanAún no hay calificaciones
- Kelompok 7 Diagram P-V Engine DieselDocumento13 páginasKelompok 7 Diagram P-V Engine Dieselfikri100% (1)
- Uji KekerasanDocumento33 páginasUji KekerasanFariz Ahdiatama100% (1)
- MAKALAH at PlanetaryDocumento31 páginasMAKALAH at PlanetaryMuhammad Arif Nur Huda100% (1)
- Tgs 1 Pemilihan Bahan Dan ProsesDocumento31 páginasTgs 1 Pemilihan Bahan Dan ProsesMade Iman BudimanAún no hay calificaciones
- Proposal Kerja Praktek Universitas Medan AreaDocumento7 páginasProposal Kerja Praktek Universitas Medan AreaImam FitriadiAún no hay calificaciones
- Tujuan Penambahan Unsur Paduan Pada LogamDocumento2 páginasTujuan Penambahan Unsur Paduan Pada LogamLeonardo SibaraniAún no hay calificaciones
- Pemilihan Mobile Crane Yang Tepat Untuk Proses Pemasangan Pipa GRP 850Documento4 páginasPemilihan Mobile Crane Yang Tepat Untuk Proses Pemasangan Pipa GRP 850Fajar AshariAún no hay calificaciones
- KELOMPOK 2 Makalah Busi Pijar Motor DieselDocumento18 páginasKELOMPOK 2 Makalah Busi Pijar Motor DieselM Diaul FikriAún no hay calificaciones
- LAPORAN KERJA PRAKTEK EditDocumento50 páginasLAPORAN KERJA PRAKTEK EditdikaAún no hay calificaciones
- Laporan Mesin Pencacah Tulang Unggas-2Documento72 páginasLaporan Mesin Pencacah Tulang Unggas-2Rahmat Nyamph NyamphAún no hay calificaciones
- Rangkuman Materi Baja Karbon Dan Besi Cor Kelas 1 TMMA M GHAZI AL GHIFARIDocumento6 páginasRangkuman Materi Baja Karbon Dan Besi Cor Kelas 1 TMMA M GHAZI AL GHIFARIRizki IrawanAún no hay calificaciones
- Interior & Eks MobilDocumento8 páginasInterior & Eks MobilIndria SinthaAún no hay calificaciones
- ForkliftDocumento5 páginasForkliftAmbar Pambudi0% (1)
- FiberglassDocumento13 páginasFiberglassVen VenAún no hay calificaciones
- Fiber GlassDocumento11 páginasFiber GlassWaHyu SantosoAún no hay calificaciones
- Tematik 1 - 6 - 1Documento4 páginasTematik 1 - 6 - 1IN MaulizaAún no hay calificaciones
- Kumpulan Artikel PinangDocumento16 páginasKumpulan Artikel PinangIN MaulizaAún no hay calificaciones
- ProteinDocumento17 páginasProteinIN Mauliza100% (1)
- Draft Penyusunan BukuDocumento17 páginasDraft Penyusunan BukuIN MaulizaAún no hay calificaciones
- Modul Labtek 3Documento44 páginasModul Labtek 3IN MaulizaAún no hay calificaciones
- Kumpulan Artikel PinangDocumento14 páginasKumpulan Artikel PinangIN MaulizaAún no hay calificaciones
- Bunga MawarDocumento15 páginasBunga MawarIN MaulizaAún no hay calificaciones